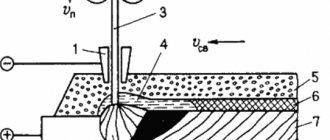
Laser surfacing
- a technology that allows the restoration of metal parts that are subject to increased wear, dynamic loads and mechanical stress during operation. The beam generated by the machine creates a melt pool on the surface of the product. Additives are supplied to this zone: powder, wire, gas powder or other material. As a result, welded deposits are formed, restoring the worn-out structure of products. This method is widely used in enterprises and workshops involved in the manufacture and repair of metal tools, dies, molds, components of compressor equipment, etc. During the technological process, cracks, chips, scratches, burrs, nicks and other surface defects are removed and restored. product strength.
Laser cladding technology
The work is performed on machines equipped with diode, yttrium-aluminum or fiber-optic laser generators. They are capable of generating beams with a wavelength of 0.9-1.3 microns. Most pure metals absorb best in this range. Diode lasers are the most widely used. They provide the most uniform distribution density in the place where the beam is focused.
Laser surfacing of metal is performed using powder, gas-powder additives and wire. There are different ways to supply consumables:
- coaxial,
- lateral,
- radial.
Surfacing is performed by a robotic manipulator according to a pre-compiled and loaded program. The beam melts the material pointwise, and then additives are fed into the melt zone, which also melt. After cooling, they form a new layer on the surface of the part. This process is characterized by high quality, accuracy and speed.
According to the nature of the radiation, laser cladding technology is of two types:
- Continuous.
- Pulse.
Continuous surfacing
Used where high equipment performance is needed without excessively high temperatures and power. The method has proven itself well when working with difficult-to-weld parts. The base metal and additive are mixed in a small zone: 10-30 microns, depending on the operating mode. In one pass of the beam, the equipment makes surfacing with a thickness of 0.05-3 mm.
Modern optical systems provide the opportunity to work not only with the external parts of parts, but also with the internal ones. In this case, the machines are additionally equipped with rotating prisms or mirrors. They will direct the flow of energy to the required area. Continuous laser surfacing with powder, gas, and wire is widely used in the oil and gas industry, shipbuilding, metallurgy, and at enterprises producing gypsum-cement compositions.
Pulse surfacing
Pulsed lasers have very high peak power. They can work both manually, using wire as an additive, and automatically (with wire or powder), under the control of robotic systems.
In the first case, the operator observes the process through a microscope and sets marks to focus the laser beam. The size of the melt area should be 1.5-2 times larger than the diameter of the wire. This way, the volume of melt is reduced to a minimum and the product being restored heats up only slightly. To prevent oxygen from entering the work area, triggering oxidative processes in it, an additional inert gas is supplied. The manual method is used primarily when working with machine parts and molds, restoring their original dimensions. The process itself is similar to laser welding using metal wire.
Automated pulsed laser cladding is used when working with new products. Due to minimal heating of the part, it significantly reduces the tendency of the weld to crack.
From laser cladding to thermal spraying
A team of Ekaterinburg scientists, in collaboration with JSC NPP Mashprom (Ekaterinburg, Nizhny Tagil), is engaged in the innovative development and development of industrial application in the metallurgical production of composite wear-resistant coatings based on Ni. This will ensure increased performance and reliability of machines and equipment.
The volume of needs of mechanical engineering and metallurgy is formed due to resource provision, specialization of production, as well as the introduction of rationalized engineering solutions and scientific and technical breakthroughs.
The main production tasks - improving the quality of the materials used, the culture and technical equipment of production, the durability and performance characteristics of the resulting products - require an innovative and effective approach to the modernization of technological processes.
For example, studying the parameters and structure of materials will make it possible to purposefully modify the surfaces of products. This will affect the performance and wear patterns of the equipment. Today, various types of coatings, formed, for example, by laser and plasma methods, diamond-like thin-film coatings, nanocoatings, etc., are increasingly used.
New approaches to modifying the surface of materials for hot metallurgical production have been scientifically substantiated and proposed for practical use by a Ural research group of scientists and technical specialists. In particular, as a result of high-temperature (1000-1050°C) annealing, a new effect was identified and the possibility of expanding the scope of wear-resistant coatings made of NiCrBSi alloys was considered.
In the photo - Alexey Viktorovich Makarov - Corresponding Member of the Russian Academy of Sciences, Doctor of Engineering. Sciences, Head of the Department of Materials Science, Institute of Metal Physics named after. M.N. Mikheeva Ural Branch of the Russian Academy of Sciences (IPM Ural Branch of the Russian Academy of Sciences, Yekaterinburg), acting. Chief Scientific Secretary of the Ural Branch of the Russian Academy of Sciences
Alexey Viktorovich Makarov – Corresponding Member of the Russian Academy of Sciences, Doctor of Engineering. Sciences, Head of the Department of Materials Science, Institute of Metal Physics named after. M.N. Mikheeva Ural Branch of the Russian Academy of Sciences (IPM Ural Branch of the Russian Academy of Sciences, Yekaterinburg), acting. Chief Scientific Secretary of the Ural Branch of the Russian Academy of Sciences (Ural Branch of the Russian Academy of Sciences)
Alexey Makarov detailed the following about why developments in the field of materials science are important and in what branch of knowledge the results of research by Ural scientists are used
“With the development of technology and the intensification of technological processes, the role of the surface of materials is increasingly increasing. It is in the surface layers that destruction processes develop (wear, fatigue, corrosion), which determine the performance of products. An effective means of increasing the durability and reliability of various parts and tools is the formation of high-strength, wear-resistant and corrosion-resistant coatings on their surfaces. An urgent, practically important task in metallurgy of coatings is to search for reserves for significantly improving their operationally important characteristics by improving the chemical composition, structural-phase and stress states, and enhancing the adhesion of the coating to the base. To be successfully used in hot metallurgical production, coatings must have increased resistance to contact loads and wear under significant heating. A modern method of producing coatings is laser surfacing, during which a thin surface layer of the base metal is melted by a laser beam together with the filler material. Laser surfacing is widely used both in the production of new products and for the restoration of worn surfaces.
Recently, interest in laser cladding has sharply increased due to two circumstances: 1) the emergence of modern, economical, compact solid-state lasers of a new generation (fiber, diode), with increased efficiency (30-50% or more), stable radiation and the ability to transmit it over optical fiber over long distances, with a short wavelength (λ~1.07 µm or less), which ensures effective absorption of laser radiation by metals; 2) the rapid development of laser additive technologies for the manufacture of parts according to a given computer model, which is essentially multi-layer surfacing of metal powders with a scanning laser beam.”
Ural specialists are considering laser coatings made of NiCrBSi alloys. Alexey Makarov gave a detailed explanation of why the alloys of the chosen alloying system are of interest to researchers:
“Wear- and corrosion-resistant materials are widely used to improve the performance of products operated under conditions of significant heating (rolls and roller tables in hot rolling mills, hot deformation dies, mold walls of continuous casting machines, parts of heat exchangers, turbines, solid fuel boilers, etc. nickel alloys of the Ni–Cr–B–Si system (colmonoi). Chromium provides resistance to oxidation and corrosion at elevated temperatures and an increase in hardness due to the formation of strengthening phases (carbides, borides). Boron lowers the melting point and promotes the formation of chromium and nickel borides, increasing the hardness of coatings. Silicon, along with boron, improves the self-fluxing properties of the powder: at high temperatures, a glassy slag coating is formed, protecting the surfacing metal from interaction with oxygen and nitrogen in the air. Carbon forms carbides with increased hardness. The use of self-fluxing NiCrSiB powders in the formation of coatings, along with high manufacturability, provides a favorable combination of increased wear resistance, heat resistance, corrosion and erosion resistance. At the same time, coatings formed by laser cladding of NiCrBSi, due to an increased cooling rate, can have advantages in strength and tribological properties (increased wear resistance and reduced coefficient of friction) compared to coatings formed, for example, by plasma and gas-flame methods (about this in the article MAKAROV A.V. , SOBOLEV N.N. FORMATION OF WEAR-RESISTANT NiCrBSi COATINGS BY LASER SURFACING AND COMBINED PROCESSINGS // IN THE BOOK PROMISING MATERIALS: TUTORIAL / EDITED BY D. L. MERSON. TOGLYATTI: TSU, 2021. VOL. VII.29 2 C. CHAPTER 5 pp. 123-208). Due to their low melting point (~1050-1100 °C), self-fluxing powders based on chromium-nickel are widely used in the formation of a matrix of wear-resistant composite coatings containing particles that did not dissolve during surfacing and have significantly higher melting temperatures. Additives of Ti, W, Cr, Si, Ta carbides, Al, Fe, V oxides, titanium boride and other compounds are used as strengthening phases in coatings based on NiCrBSi. Solid particles provide increased coating strength, and the nickel-based plastic matrix provides the required level of viscosity.”
Alexey Makarov also noted:
“We were able to establish that the effectiveness of increasing abrasive wear resistance due to the formation of NiCrBSi coatings by laser cladding is determined mainly not by the average hardness of the coatings, but by the hardness of the strengthening phases (carbides, borides, carboborides) and wear mechanisms (microcutting or scratching), which develop in depending on the ratio of the hardness of the hardening phases of the coating and the hardness of the abrasive particles (about this in the article MAKAROV AV, SOBOLEVA NN, MALYGINA I.Yu. ROLE OF THE STRENGTHENING PHASES IN ABRASIVE WEAR RESISTANCE OF LASER-CLAD NICRBSI COATINGS // JOURNAL OF FRICTION AND WEAR. 2017. V. 38. IS. 4. P. 272-278). As a result, a composite coating with high-strength titanium carbide TiC, despite its lower average hardness, is significantly superior in wear resistance to a harder NiCrBSi coating, in which the strengthening phases (chromium carbides and borides) are inferior in hardness to TiC carbide. The advantage of such a composite coating is that titanium carbide has not only increased hardness (2900 HV), but also high levels of elasticity modulus, melting point and thermal stability.”
What are the difficulties in finding ways to increase the thermal stability of the structure and properties of NiCrBSi and what is the new effect of forming thermally stable wear-resistant frame-type structures in NiCrBSi laser coating?
According to Makarov, “there is an opinion that the degradation of NiCrBSi coatings at temperatures above 700°C limits their high-temperature use, since heating to temperatures of 700-1100°C causes continuous softening of the coating obtained, for example, by plasma-powder surfacing. In this regard, the most important task is to find ways to increase the thermal stability of the structure and properties of coatings based on chromium-nickel under conditions of external and frictional (operational) heating.”
“In search of a solution to this problem, the authors of the development managed to bring to life the words of a metallurgical song: “How we started and dreamed of discovering our metallurgical effect,” answers Alexey Makarov. “ Indeed, when studying the thermal stability of the structural-phase state and properties of laser-fused NiCrBSi coatings, it was an unexpected effect was discovered (Fig. 1a). It can be seen that heating to 900-950°C causes the expected intensive softening of the coating - the hardness decreases from 870 to 470 НV 0.05. This is accompanied by a threefold increase in the intensity of abrasive wear Ih and, accordingly, a decrease in wear resistance. However, with a subsequent increase in heating temperature to 1000-1050°C, instead of a further decrease in hardness and wear resistance, on the contrary, there is an increase in microhardness and a decrease in wear intensity even to a lower level than that of the deposited coating.
Based on this observation, the idea arose to purposefully carry out high-temperature annealing after laser cladding. The coating obtained by combined processing (surfacing + annealing at 1025°C) has increased thermal stability: after exposure at 800-1025°C, its high microhardness and low intensity of abrasive wear are retained (Fig. 1b). Consequently, combined laser-thermal treatment eliminates the sharp softening and increase in wear intensity when heated to 900-950 ºC, characteristic of a coating that has not been annealed (see Fig. 1a). The coating formed by such a combined treatment (with annealing) also showed an increase in wear resistance up to three times during sliding friction at speeds of 3.1-9.3 m/s - under conditions of frictional heating of the surface layer to temperatures of ~ 500-1000°C ( about this in the article MAKAROV AV, KOROBOV Yu.S., SOBOLEVA NN, KHUDOROZHKOVA Yu.V., VOPNERUK AA, BALU P., BARBOSA MM, MALYGINA I.YU., BUROV SV, STEPCHENKOV AK WEAR-RESISTANT NICKEL-BASED LASER CLAD COATINGS FOR HIGH-TEMPERATURE APPLICATIONS // LETTERS-ON-MATERIALS. 2019. V. 9. NO. 4. P. 470–474).
A)
b)
Figure 1. Effect of heating temperature T (holding for 1 hour) on microhardness HV 0.05 and wear rate Ih when testing NiCrBSi corundum coating formed by laser cladding (a) and combined processing: laser cladding + annealing at 1025°C (b)
What is the reason for the improvement in the hardness and wear resistance of a laser coating as a result of high-temperature annealing, and what does this combination of laser and thermal treatments provide?
As Makarov noted , “structural studies have established that, in comparison with relatively dispersed strengthening phases in the deposited coating (Fig. 2a), in the process of annealing the metastable structure of laser surfacing and subsequent cooling, a high-strength wear-resistant frame of much larger chromium carbides and borides appears in the coating ( Fig. 2b), which retains its enhanced properties when heated up to the annealing temperature. Based on the established effect, a method has been developed for producing coatings of the NiCrBSi system with a particularly high (up to 1000°C) level of heat resistance by combined laser-thermal treatment (RF patent No. 2492980, 2013) , including laser cladding with additional high-temperature annealing.”
A)
b)
Figure 2. Microstructure of NiCrBSi coating formed by laser cladding (a) and combined processing: laser cladding + annealing at 1025°C (b)
Thus, the approach proposed by Ekaterinburg scientists, aimed at the formation of heat-resistant coatings by combined laser-thermal treatment, is based on the use of a new effect of increasing the hardness and wear resistance of laser-clad NiCrBSi coatings as a result of annealing. As Alexey Makarov emphasized , it is precisely this approach that “opens up unique opportunities for expanding the high-temperature use of NiCrBSi alloys both in resource-saving technologies for restoring worn parts and in the production of new products operated under conditions of significant heating (metallurgical, thermal and electrical equipment, hot deformation dies and etc.). The use of stabilizing annealing is most effective for technologies that form metastable structures in coatings that are prone to the active development of transformations during heat treatment (about this in the article MAKAROV AV, SOBOLEVA NN, MALYGINA I.YU., KHARANZHEVSKIY EV IMPROVING THE PROPERTIES OF A RAPIDLY CRYSTALLIZED NICRBSI LASER CLAD COATING WITH HIGH-TEMPERATURE PROCESSING // JOURNAL OF CRYSTAL GROWTH . 2019. V. 525. 125200).
In particular, with rapid heating and high-speed crystallization of the melt during laser surfacing of coatings, nonequilibrium structures are formed, in which, during heating and subsequent cooling, phase transformations associated with the dissolution and precipitation of phases (borides, silicides, carbides) occur intensively. Thus, high-temperature (≥1000°C) heating causes diffusion dissolution of Ni3B particles, and subsequent cooling from the annealing temperature leads to the release of nickel borides and silicides with a hardness of ≥1000 HV and the enlargement of the hardest (1650-2400 HV) strengthening phases CrB and Cr7C3, forming wear-resistant frame-like structures. By slowing down the cooling rate from the annealing temperature, larger particles of strengthening phases can be formed, thereby achieving a significant additional increase in the hardness and wear resistance of the coating.”
What have practical tests revealed based on your designs and where can these results be recommended?
“Methods that form favorable metastable structures in coatings include not only laser surfacing, but also the technology of gas-thermal spraying of composite coatings on the walls of molds of continuous casting machines (CCM), when, due to intensive heat removal into the copper alloy, ultra-high rates of crystallization of dispersed droplets of the sprayed material are achieved metal In metallurgy, more than 96% of the world's steel is produced on continuous casters (Fig. 3a) using copper alloy molds (Fig. 3b), which ensure efficient heat removal from the steel. During operation, the walls of continuous caster molds are subjected to intense heating, significant mechanical loads, wear, corrosion and cavitation-erosion destruction upon contact with liquid metal, the forming ingot crust, flux, coolant and steam.
The approaches considered, including scientific substantiation of the prevailing role of strengthening phases (compared to the role of the metal matrix) in the resistance to abrasive wear of NiCrBSi coatings and the greatest efficiency of composite coatings with large strengthening phases (TiC, etc.), as well as unique opportunities for increasing the heat resistance and wear resistance of thermal coatings processing have found application in a new innovative technology for the production of caster mold walls with wear-resistant Ni-based coatings formed by the method of supersonic gas-thermal spraying (Fig. 4) (about this in the article KOTELNIKOV A.B., VOPNERUK A.A., MAKAROV A.V. , KOROBOV Y.S., KIRICHKOV A.A., DAGMAN A.I., SHIFRIN I.N. NEW MATERIALS AND TECHNOLOGIES FOR SIGNIFICANTLY INCREASING WEAR RESISTANCE OF THE WORKING SURFACE OF METALLURGICAL EQUIPMENT // HEAVY MACHINERY. 2018. No. 9 pp. 14–20 )".
A)
b)
Figure 3. Scheme of the process of continuous casting of steel (a) and the design of a slab-type mold (b)
A)
b)
Figure 4. Process of applying thermal coating (a) and copper plate of the mold with thermal coating (b)
Alexey Makarov explained that “the innovative technology for designing and manufacturing crystallizer walls with gas-thermal coating from unique metal-ceramic powder materials includes two-stage heat treatment. This ensures strengthening of dispersion-hardening copper alloys (plate material), improvement of the mechanical characteristics of coatings and their adhesive properties (due to developed diffusion interaction and the formation of a soft layer in the transition zone “coating - base”).
Tests took place at the largest metallurgical plants in Russia (continuing caster of Severstal PJSC, NLMK PJSC, OMK JSC, EVRAZ N JSC, MMK OJSC, Ural Steel PJSC) and showed that the service life of the walls of slab molds increased by 3- 12 times compared to the performance of imported walls with galvanic nickel coating. “At the start of this work, the share of imported crystallizers with a protective galvanic coating based on nickel at Russian ferrous metallurgy enterprises exceeded 90%, which is critical for national security,” Makarov noted .
To develop the industrial production of crystallizers using innovative technology, the Production Complex of NPP Mashprom CJSC was created in Nizhny Tagil, which fully covers the needs of Russian enterprises and is focused on exporting products (Fig. 5). The production of products from the list of equipment included in the import substitution action plan in the field of heavy engineering of the Russian Federation was organized as part of the implementation of the State program “Industry Development and Increasing its Competitiveness”.
“The production center is an innovative robotic HVAF complex for spraying high-strength, corrosion-resistant coatings with unique properties used in metallurgical, oil and gas and chemical engineering. The crystallizer production process is significantly superior to galvanic production in terms of environmental friendliness, energy and resource efficiency,” said Alexander Borisovich Kotelnikov, General Director of NPP Mashprom CJSC.
Figure 5. Production complex of CJSC NPP Mashprom, Nizhny Tagil
According to the project manager of NPP Mashprom CJSC, candidate technical. Sciences Alexander Aleksandrovich Vopneruk , “the share of import dependence in the use of slab molds with a protective coating at Russian metallurgical plants has been reduced from 97% in 2012 to 65% at the end of 2019. Taking into account the gradual replacement of crystallizers in operation, the share of imports will be reduced to 17% by 2023.”
Based on the introduction of innovative technologies, production has been created to provide Russian metallurgical enterprises with high-tech, reliable and energy-efficient equipment that meets all modern technical, economic and environmental requirements with a total economic effect of over 10 billion rubles.”
So, this study is an example of fruitful cooperation between representatives of academic and industrial science with specialists from mechanical engineering and metallurgical enterprises, the purpose of which was to introduce the results of scientific research into the real sector of the economy to radically improve the operational efficiency of enterprises and the quality of domestic steel products (Fig. 6).
Figure 6. Casting slabs at CCM-4 of EVRAZ NTMK JSC
According to Makarov , “at present, when obtaining wear-resistant composite coatings on the walls of molds, the transition from gas-thermal spraying technology to laser cladding technology, which is one of the most progressive technologies for the formation of functional metal coatings, is relevant. The possibilities of forming a composite coating with a thickness of 0.6 and 1.6 mm by diode laser surfacing of NiBSi-WC powders onto a Cu-Cr-Zr alloy substrate are shown (about this in the article MAKAROV AV, KOROBOV Yu.S., SOBOLEVA NN, KHUDOROZHKOVA Yu .V., VOPNERUK AA, BALU P., BARBOSA MM, MALYGINA I.Yu., BUROV SV, STEPCHENKOV AK WEAR-RESISTANT NICKEL-BASED LASER CLAD COATINGS FOR HIGH-TEMPERATURE APPLICATIONS // LETTERS-ON-MATERIALS. 2019. V 9. NO. 4. P. 470–474). Laser surfacing of mold plates should provide better adhesion of the coating to the base of the plate and lower porosity of the coatings, increased productivity of the process, for example, in the case of broadband laser surfacing (Fig. 7); as well as a significantly higher coefficient of powder utilization during laser surfacing (K=95%) compared to gas-thermal spraying (K=40-60%). With the cost of powder materials being 50-70% of the total cost of producing coatings, this will provide significant savings and increase the competitiveness of domestic metallurgical equipment.”
Figure 7. Broadband laser cladding of composite coatings
The surface of the walls of continuous casting molds in the process of interaction with coolant and steam are subject to cavitation-erosion destruction. Therefore, the development by Ural specialists of methods for testing materials and coatings for cavitation resistance was especially relevant. The originality of the proposed method is confirmed by a patent ( in 2021, RF Patent No. 2710480 was received - Installation for testing cavitation erosion / V.I. Shumyakov, Yu.S. Korobov, Kh.L. Alvan, N.V. Lezhnin, A.V. Makarov, M. S. Devyatyarov. Published in BIMP. 2021. No. 36 ).
«Abroad, there is a test method according to the ASTM G 32 standard, in which cavitation occurs when a sample that vibrates at an ultrasonic frequency approaches the water surface. It has a number of disadvantages: an increase in the temperature of the test liquid during testing, the difficulty of maintaining a small gap, up to 0.5 mm, between the probe and the test sample, and changes in the composition of the liquid during testing. All this leads to instability of test results. We changed the principle of water supply to the surface of the sample: instead of the water surface to which the sample approaches, a stream of water is directed at the surface of the sample from below, which causes cavitation due to ultrasonic vibrations (Fig. 8).
a B C)
Figure 8. Installation for cavitation tests: a – general diagram; b – view of the working part during testing; c – view of the sample after testing
Yuri Stanislavovich Korobov – head of research from UrFU, Doctor of Engineering. Sciences, Head of the Department of Welding Technology of UrFU, since 2021 – Head of the Laboratory of Laser and Plasma Treatments of the Materials Science Department of the Institute of Physics and Mathematics, Ural Branch of the Russian Academy of Sciences
This solution made it possible to eliminate the disadvantages of the foreign technique: the gap varies from 1 to 3 mm; heating the liquid does not affect the test results; the composition of the liquid is constant during many hours of testing. In addition, our scheme allows you to set any liquid composition, which makes it possible to evaluate cavitation resistance in different corrosive environments. We also apply an electrical voltage to the sample, which reduces testing time by an order of magnitude. Using this method, we assessed the cavitation resistance of coatings obtained by different methods. And these results are currently being used in the development of technologies for producing coatings on the walls of continuous casting molds,” the scientific director of the project, corresponding member of the Russian Academy of Sciences, Doctor of Engineering, described the innovative potential of the development . Sciences Alexey Makarov and one of the most important participants in the project, Doctor of Engineering. Sciences Yuri Korobov.
Thus, the high efficiency of the comprehensive work of Ural scientists and engineers on the research and practical use of wear-resistant nickel-based coatings for high-temperature applications in metallurgy is confirmed by the excellent economic and technical indicators achieved. This is clear evidence of the advantages of Russian developments in the area under consideration.
Research by the Institute of Metal Physics of the Ural Branch of the Russian Academy of Sciences and the Institute of Mechanical Science of the Ural Branch of the Russian Academy of Sciences was carried out jointly with JSC NPP Mashprom and UrFU (Ural Federal University named after the First President of Russia B.N. Yeltsin)
Advantages
Laser surfacing technology has a number of significant advantages:
- It is possible to change operating parameters. Allows you to adjust the physical and chemical properties of the deposited layer in a wide range.
- Providing minimal temperature impact on the part. It is ensured by high precision pulse dosage, short time and locality of its delivery. After work, the geometric shape of the workpiece is preserved.
- High adhesive properties. The source material and the deposited coating are connected very firmly. Not inferior to metallurgical processing.
- Increased hardness, viscosity, corrosion and thermal resistance of the deposited layer. The surface becomes resistant to wear, cracking, mechanical damage and other defects.
- Minimum allowances. Significantly simplifies finishing machining.
- It is possible to work with large-sized parts without dismantling them, processing internal and hard-to-reach surfaces. Provided by fiber technology for transmitting laser radiation.
- High accuracy of the thickness of the deposited layer and its physical and chemical parameters. The operator and software control the work process very precisely.
- Low cost of the process and efficiency of work in comparison with other methods of restoring damaged and worn metal surfaces. The technology does not require the creation and maintenance of high temperatures or long-term finishing. When working with chrome-plated products, there is no need to remove the protective layer.
All these advantages have significantly expanded the scope of application of laser cladding technology, making it popular in various industrial sectors.
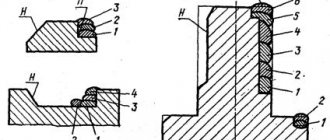
Cladding
Laser cladding involves melting a material previously applied to the surface of a part, which then spreads over it, followed by rapid hardening. This ensures that a surface layer with specified properties is obtained by applying certain special metals, alloys, etc., with the condition of minimal melting of the surface of the part for the least penetration of the base material into the cladding layer. The presence of a significant amount of part material in the cladding layer can significantly deteriorate its properties.
For cladding, materials are used, as a rule, alloys with a high melting point, applied to matrix parts made of materials (metals and alloys) with a fairly low melting point.
Cladding materials to increase hardness are usually Co, Ni or iron-based alloys and are used to reduce wear, increase corrosion resistance, etc. 174). This method is quite well studied and tested. Thus, heating of coatings and their fusion with the base material was carried out on gears, shafts, cams, surfaces of cylinder bores, grooves for piston rings, valve seats, etc. [59]. To harden the surface, they were applied with a flame.
self-fluxing alloys (nickel-cobalt with a high chromium content) followed by laser melting. The presence of sufficient concentrations of boron in these alloys,
silicon and tungsten carbide ensures a decrease in their melting point and the effect of self-fluxing.
You can also use the method of plasma deposition of cladding coatings 1Pat. Re 29815 (US)]. A scanning or stationary laser beam fuses such coatings with the base, obtaining a homogeneous chemical composition and microstructure and specified corrosion-resistant properties [59].
The optimal experimental conditions used for laser cladding are given in [59, 74]. These works present cladding materials, technological modes and features of their processing.
Let's look at specific coatings.
Coatings made of cobalt-based alloys are used as wear- and corrosion-resistant [74]. The wear resistance of these alloys is due to the presence of solid intermetallic phases in the form of dendrites, found5! in a solid solution of a eutectic matrix. The composition of this phase with a homopex hexagonal lattice is approximately between CoMoSi and CoaMosSi. Corrosion resistance was ensured by a chromium content of approximately 1/„ in the intermetallic phase and % in the solid solution. To prevent the formation of carbides, the carbon content did not exceed 0.08%. In the cobalt alloy, the volume of the hyperketallic phase was 0.5. Such an alloy was melted on the surface of steel (2.25% Cr, 1% Mo). One pass of the laser beam made it possible to obtain a coating with a thickness of -7 mm and a width of 10 mm when processing a matrix with a cladding material in powder form. The dilution of the cladding alloy with the matrix was less than 5% mass fractions,
Stellite alloy coating. The alloy in the form of a rod with a diameter of 3 mm was fused to the steel substrate with minimal dissolution. The stellite alloy rods placed on the part, when passing through the laser beam, sequentially clad the surface of the part. A deposition rate of ~1 kg/h was obtained at a laser power of 3 kW.
The resulting coating composition contained up to 51% Co, 31% Cr, 13% W. The composition and microstructure were fairly evenly distributed throughout the thickness of the coating, and the introduction of the dissolved substrate into the coating exceeded about %. The hardness of the coating was 730 MPa.
Temperature regimes for cladding for the dissolution of large carbides of STILITE alloy are given in [21]. During laser processing, stellite rods melt at a temperature of -1335 °C and then overheat to 1649 °C. After treatment, the layer is cooled at a rate of 650°C/s to 1335°C and at a rate of 40°C/s to room temperature
Treatment of the cladding layer in a carburizing atmosphere makes it possible to achieve a surface melting temperature of up to 1426 °C.
Silicon cladding. A silicon coating (melting point 1430X) was applied to a low melting point substrate (temperature range 508–649 °C) made of aluminum alloy with a silicon content of 17%. During laser processing, a layer of silicon powder melts (particle size 44 microns)
thin layer of the substrate surface. In the resulting microstructure, silicon particles embedded in the Al-Si eutectic matrix are observed. Moreover, their volume was 0.53 - 0.73, corresponding to 53-69% silicon. With a hardness of these particles of -9800 MPa, their presence in the melt region brings the hardness of this zone to 4000 MPa, while the average hardness of the aluminum alloy substrate was 1250 MPa.
Dense matrix coating with tungsten carbide particles. A matrix of a mixture of tungsten carbide particles (particle size -0.5 mm) and iron powder (size -44 μm) was applied to the surface of low-carbon steel without a binder, and tungsten carbide does not melt during laser processing. Reducing the possibility of WC decomposition is achieved by “immersing* carbide particles in fine iron powder. After laser processing, the hardness (average) of tungsten carbide particles is 000 MPa, while the surrounding matrix is 8700 MPa. Metal o - graphical analysis shows that on the WC particle there is an area of interaction of carbide with iron powder during processing.
Aluminum oxide coating. Using laser processing, cladding of an aluminum alloy with aluminum oxide (melting point 2063 °C) was carried out. The hardness of the resulting coating is 20,000–23,500 MPa.
Scope of application of laser surfacing
By fusing using laser welding, it is possible to eliminate damage caused by chips, crushing, wear, and fracture:
- edges of casting molds, including those used for working with rubber and plastic;
- bearings on shafts, gears, teeth in splined fastenings;
- elements of hydraulic systems: valves of suction and discharge lines, spools in hydraulic distributors;
- in the end part, in the area of the base and rib of the airfoil of gas turbine engines;
- turbine compressor rotors;
- products of their alloys of increased strength, operating under conditions of shock and shock-abrasive loads: hydraulic drills, vibratory hammers, cutting dies, etc.;
- large-sized metal products weighing tens of tons.
These are not all cases where laser cladding technology will be the optimal solution for restoring metal products. It will find worthy use in both small workshops and large enterprises.
offers specialized machines for laser surfacing with reliable guarantees and delivery throughout Russia. If necessary, consultants will come to the rescue and help you select equipment for the specific features of the upcoming work. To contact them, use the feedback form or call us.
Undoubtedly, laser methods of surfacing materials have a promising future for mechanical engineering production. However, to achieve a technical and economic effect, it is useful to know the capabilities and limitations of these methods, as well as the areas in which their use has no alternative.
Laser surfacing has been known since the 80s of the 20th century. During this time, not only technologies and devices for applying this method have improved, but also a number of alternative technologies have appeared that are in some competition with each other. The purpose of this article is to summarize the development of laser surfacing from the point of view of technical and economic efficiency and to outline the prospects for its further implementation in mechanical engineering. The main advantages of laser surfacing are: • minimal warping and distortion (an order of magnitude less than with other types of surfacing) due to the reduced thermal effect on the base; • the possibility of forming a weld pool of the melt from above, which ensures obtaining the chemical composition of the deposited material with minimal penetration of the base; • the possibility of forming a surfacing composition in a thin surface layer; • the ability to fuse hard-to-reach parts of parts; • the possibility of obtaining metal-ceramic surface layers with a given set of properties. What types of laser cladding are known? A classification can be given according to the filler materials used: • laser surfacing of wire; • slip surfacing - from slip layer paste; • laser surfacing from powder strip; • gas-powder surfacing - from supplied powder in a stream of protective gas; • melting the powder in bulk using a dispenser; • penetration of gas-thermal coatings applied by spraying methods. What are the main directions of implementation of laser cladding today? First of all, the active introduction of laser cladding continues on parts that require a deposited layer of less than 1 mm. It is almost impossible to obtain such a layer by other methods. An alternative to this method is spraying and, in some cases where there are no bending stresses, it is actively used in industry. The meaning of laser surfacing manifests itself on those parts for which the adhesion of sprayed coatings is small compared to the effective stresses, and, of course, in the presence of bending stresses. In addition, the porosity of the coating often plays a cruel joke on sprayed parts. When exposed to the environment, rapid corrosive destruction occurs. One could dismiss this number of details, but, as they say, “the spool is small but expensive.” A special place is occupied by laser penetration of coatings; such technologies occupy an intermediate position in terms of the properties of surface layers between sputtering technologies and laser cladding. The fact is that the adhesion of such fused coatings is many times higher than the adhesion of the coatings themselves, and this type of processing is quite common, although it is incorrect to talk about surfacing in this case - the coating itself is welded to the base. But the quality of welding depends on the development of technology and is a difficult technological task. Another direction is laser surfacing of hard-to-reach parts of parts, for example, valve seats and other valve parts; this is a promising direction. In addition to the technical result, savings are achieved in reducing the volume of surfacing, filler materials and reducing the cost of machining parts. The economic effect of manufacturing one part can exceed 3,000 rubles. The next direction is the use of gas-powder laser cladding. The formation of the weld bead occurs from above. With a certain selection of processing modes, it is possible to obtain beads of a given shape and the chemical composition of the deposited filler material with a low degree of penetration of the base ( Fig. 1 ). But in this case, the productivity of laser surfacing will approach the productivity of plasma surfacing, and the cost indicators will not be in favor of the laser method. Alas, plasma is cheaper. But in those rare cases when leashes are unacceptable and it is necessary to exclude the influence of inevitable heating, the laser has undeniable advantages. The leashes with the laser method can be significantly (by orders of magnitude) reduced.
Rice. 1. Microstructure of the deposited bead during gas-powder laser surfacing on bronze BRAZHNMts 9-4-4-1
A particularly relevant area is additive computerized methods of layer-by-layer deposition based on gas-powder laser surfacing (for example, on the surface of blades) with obtaining the necessary properties and chemical composition and shape of the deposited bead. Such laser installations appeared in Moscow and St. Petersburg and other large centers. But the cost of manufactured parts is high, and productivity is low. The method is used for the manufacture of products from non-ferrous expensive alloys, titanium and composite parts. Typically, installations are sold for a specific production and are very expensive. A cheaper alternative to the prototyping method is laser cladding, which produces a specified set of material properties in the surface layer. This method is based on the difference between laser radiation and other heating sources. The fact is that light energy heats the surface of non-metallic materials faster than metal ones. For example, a ceramic particle has a fused surface after just a few microseconds of irradiation. By varying the fraction of the filler material and suppressing the negative aspects of the decomposition of non-metallic particles, it is possible to achieve the formation of specified structures in the surface layer and even to deposit metal-ceramic materials with a high proportion of the ceramic phase. It is possible to obtain properties in the surface layer of materials that cannot be obtained in the weld bead using conventional surfacing methods. What problems can be solved with this technology? Let us present some results obtained by the author. From Fig. Figure 2 shows that the structure of the metal-ceramic material deposited using this technology consists of primary and secondary ceramic particles obtained by interaction with laser radiation. The particles are well wetted. There are no defects. The deposited metal-ceramic layer with a ceramic phase fraction of more than 65% has heat resistance up to 1100°C, corrosion resistance, and abrasive resistance 3 times higher than steel subject to improvement.
Rice. 2. Electron microscopy of the deposited metal-ceramic surface layer
Rice. 3. Change in the chemical composition along the cross-section of the processing zone at the metal-ceramic phase boundary
Let us consider the change in the chemical composition of such a roller ( Fig. 3 ). The figure shows the presence of a fairly deep transition zone in the particle and in the body of the matrix, which indicates the decomposition of the particle and the enrichment of the melt bath with elements of the ceramic particle. A similar distribution of chemical elements with significant assimilation of the decomposition products of the ceramic particle occurs in another case ( Fig. 5 ). Comparative wear characteristics of deposited metal-ceramic materials are presented in Fig. 4 . It can be seen that the creation of layers with a given structure makes it possible to obtain wear-resistant materials on the surface of materials that are difficult to harden. In fact, any material can become wear-resistant thanks to such surfacing.
Rice. 4. Wear of the materials under study with laser cladding of the surface and without hardening
Rice. 5. Distribution of elements near the fusion boundary of ceramics and metal
The distribution of chemical elements at the ceramic particle-matrix interface is shown in Fig. 5 . Data in Fig. 5 confirm the production of materials with high friction properties. Frictional properties with continuously adjustable friction coefficient can be easily obtained on the surface of a wide range of materials. With the correct use of technology and filler materials, it is possible to obtain cheap types of surfacing for solving various mechanical engineering problems. The mechanical properties of metal-ceramic layers are given in table. 1 . Using this technology, it is possible to obtain unique self-lubricating layers for mechanical engineering parts based on graphite and molybdenum disulfide ( Fig. 7 ). The antifriction properties of this material are close to those of molybdenum disulfide coatings. Industrial tests of adapters with metal-ceramic surfacing, performed using a laser beam, showed that their service life increased by 4–5 times. Tests were carried out while drilling rocks at the Kaula-Kotselvaara mine [1].
Figure 6. Change in the friction coefficient depending on the aluminum oxide content for the Br-Graphite-Al2O3 composition
Rice.
7. Microstructure of self-lubricating surfacing material based on molybdenum disulfide Table 1. Mechanical properties of deposited metal-ceramic layers
| Options | Yield strength, MPa | Tensile strength, MPa | Residual stresses, MPa |
| Cr3C2-Ni80Cr20 | 1200+50 | 1570+50 | –480+50 |
| MoS2-Mo-Cr | 750+50 | 1180+50 | +325+50 |
Another example of the use of metal-ceramic surfacing. Parts of winch mechanisms are subject to intense wear, which leads to frequent failure of the crackers, which is why ships need to have a significant supply of these parts. The load on the rubbing pair is 6–8 MPa. Parts operate in sea fog environments with limited lubrication. At the stand, crackers made of BrOF10-2 bronze with untreated and metal-ceramic surface layers paired with a screw made of steel grade 14Х17Н2 were subjected to comparative tests. It was found that with a test duration of 22 hours, the wear of unstrengthened bronze was 100 microns, and the metal-ceramic layer showed no visible wear after 35 hours. And in only 114 hours the wear of the latter amounted to 100 microns. Thus, the performance of crackers with a metal-ceramic layer increased by 4.5 times. Based on this technology, it is also possible to introduce some superhard materials. With its help, you can solve any problems of wear resistance, abrasion resistance, heat resistance, friction and antifriction problems, while using cheap materials. According to the authors, such laser surfacing will undoubtedly be widely used in mechanical engineering. Since we are now in a situation where the introduction of such technologies is just beginning, it is important to know the capabilities of various laser cladding methods, and its effectiveness is confirmed by practice and extensive material science and technological work. V. O. Popov, “Laserterm” V. A. Krasavchikov, S. N. Smirnov JV “Lazertech” Literature 1. Skripchenko A. I., Popov V. O., Kondratyev S. Yu. Possibilities of laser surface modification of mechanical engineering parts // RHYTHM. - 2010. - No. 6. - P. 23–29.