Home / Welding technique
Back
Reading time: 3 min
0
491
For beginners, it often becomes a mystery, “Why are there so many types of welding, so much equipment and methodologies, when at hand is always an ordinary gas semi-automatic machine with wire that copes with its job, in terms of time and cost?”
In fact, both qualified specialists at large factories and amateur home craftsmen often use semi-automatic equipment.
After all, it is optimal in terms of welding quality, seam accuracy, and most importantly, durability.
- Relevance
- General information
- Usage
- Advantages and disadvantages
- Features of the method
- Bottom line
Wire requirements
Flux-cored wire is made in the form of a tube. Welding flux with the addition of metal powder is placed inside it. It is classified depending on its purpose, the type of protection used, mechanical characteristics and position during welding.
The vast majority of flux cored wires are suitable for use on low alloy or less durable mild steel.
Among the main requirements for it are:
- stability in heating by an electric arc and the ease with which the arc occurs;
- uniform melting of the wire, absence of large splashes;
- the slag that appears during the powder welding process at the weld site must be easily cleaned off after cooling and ensure uniform coverage of the entire surface of the seam;
- the seam should not have any flaws.
The use of various fillers, as well as changes in the shell design, can improve the characteristics of flux-cored wire and use it for specific purposes.
Welding wire, which has a flux core, is used to ensure welding of low-carbon steels with a high degree of deposition.
It is used when installing low-alloy steels, as well as when welding in various, sometimes uncomfortable, positions. Flux-cored wire is used to weld cast iron and galvanized steel.
Welding Features
When welding with flux-cored wire, there are several key features to consider in order to get a quality result. It is sometimes difficult for beginners to conduct an arc and form an even seam, so it is recommended to set straight polarity on your semiautomatic machine when welding. To do this, you need to switch the contacts located inside the semi-automatic device. The wire connected to the burner must be disconnected and connected to ground, and the cable from ground is switched to the burner.
To work with wire, you also need to install special rollers that feed the material. The rollers are selected in accordance with the diameter of the wire itself. Typically, one set of rollers can be used with several diameters at once; they are indicated on the side. Don't forget that the wire is hollow and you don't need to clamp the rollers too hard so as not to deform it. In order for the wire to be pulled through easily, you need to remove the tip. It is also not necessary to use a nozzle, because we do not use gas in our work. To prevent metal splashes from sticking to the tip, you need to lubricate it with a special product that can be easily found in a welding store.
Powder core welding with wire should be performed at low voltage and with a minimum wire feed speed. Therefore, we do not recommend using overly powerful devices for these purposes. Their “power” may be too much for working with cored wire. If you need to weld metal one and a half centimeters thick, then set the voltage to no more than 15V and the feed speed to no more than 2 meters per minute. At first it may seem to you that this speed is insufficient, but believe me, you will not waste much time. It is better to hold the burner at an angle and move it forward. The arc should be intermittent.
Note! During welding, slag is formed, which then solidifies on the weld seam. After the metal has cooled, the slag must be removed mechanically. If multi-pass welds are planned, then removing slag is a must. To improve the characteristics of the seam after removing slag, you need to clean the surface with a wire brush.
An important fact is that the joints are rough and not entirely smooth (compared to gas welding); sagging and visible defects similar to scales can form. This is a consequence of working with an intermittent arc. Uncooked areas are also common. This should be taken as a given and powder welding should be used only in special cases.
Main types of wire
Depending on the method of use and the method of protection from external influences, wire for flux-cored welding can be gas-protected or self-protective.
Gas-protected type
Gas shielding wire is used when welding is carried out using semi-automatic and automatic machines for low-alloy and carbon steels.
The process involves carbon dioxide or its mixture with argon. Gas comes from outside. The powder filler can be selected to improve welding parameters. For example, you can increase the speed of vertical welding or firmly join difficult-to-weld steel.
This technology is used when it is necessary to create overlaps, when working at joints and at the corners of structures, both for automatic and semi-automatic machines . The use of such technology ensures a constant jet, a reduced level of spatter, as well as resistance to the formation of pores and slag.
The material, which is used in the welding process, has an increased deposition rate, has a low smoke level and allows for high-quality welds.
Self-defensive appearance
Self-shielding flux-cored wire is made in the form of a special “inverted” electrode (as if it is turned inside out). The use of this type of welding allows work to be carried out under different temperature conditions (even extreme ones), with strong gusts of wind, and the like.
The main components of the core are various additives (dioxidizing, slag-forming and protective), which allows welding to be carried out without the use of gas.
Self-shielding welding wire has a number of positive features, among which are:
- the ability to carry out welding work in various positions;
- due to the openness of the arc, it is possible to carefully move the deposited metal;
- a special type of wire coating ensures its resistance to pressure exerted by the rollers;
- By controlling the chemical composition, it becomes possible to obtain a very specific composition of the slag.
In installation environments, mechanized powder welding is becoming increasingly common. Although many people complain about the high cost of consumables, the efficiency of powder welding is significantly higher, you just need to choose the right brand of wire.
Efficiency of application
Flux-cored wire for arc welding has gained a good reputation due to the fact that by using it, it is possible to solve numerous problems and facilitate the processes of welding and surfacing. With its help, such work can be carried out in the field and at outdoor production sites. The productivity of the process increases several times. There is no need to deal with the consequences of splashing molten metal.
The quality of the formed connection is decent. Due to the fact that flux-cored welding wire for semi-automatic machines provides good metal penetration, it is possible to make such connections as lap, corner and butt in one pass. It can be used for both automatic and semi-automatic welding. Mainly used for working with carbon steels and low alloy steels.
The advantages include resistance to the appearance of slag inclusions in the weld, as well as the formation of defects such as pores. Welding work can be done in various positions.
Advantages of the powder method
A large number of advantages have determined the popularity of powder arc welding technology. When working with flux, it becomes more difficult to accurately hit the electrode at the desired point, and difficulties arise in controlling the seam.
In semi-automatic welding, problems arise with the flow of shielding gas. Air currents can blow it away, and the nozzles can splash.
The use of flux-cored wire for semi-automatic machines solves such problems. No flux, gas cylinder or all related tools are required. Powder welding combines the advantages of open electrodes and an automatic welding method.
It will only be enough to clearly determine the direction of the electrode to the desired point and control the process of formation of the weld. This makes it possible to achieve deposition exactly as intended during the manufacturing process of the consumable material. The welder only needs to select the right brand of wire by studying its characteristics and the manufacturer’s recommendations.
Advantages of welding without gas
Welding using flux-cored wire has a number of positive qualities, among which it is worth highlighting:
- There is no need to use bulky gas cylinders that are difficult to carry.
- It has unhindered movement, you can work at any height, in hard-to-reach places.
- High labor productivity.
- During the process, a special powder composition is used, which leads to the appearance of slag, which protects the metal from oxidation by oxygen, which is a distinctive feature of flux-cored arc welding from the welding process using shielding gas.
- The arc does not show increased sensitivity to wind.
Powder-cored welding is considered a popular technology for working with low-alloy and carbon steels. But still, in order for the process to be carried out correctly and accurately, it is important to know its main features and requirements.
To begin with, it is worth considering the types of welding material that can be used for welding metal. In addition, it will be important to know the principles of conducting the process without the use of protective gas.
Filling and outer shell
The outer part of the cored wire itself is made of cold-rolled strip, which has a special level of softness. The purpose of the wire is determined by the chemical properties of its core.
It is based on dielectric components, including iron powder of rutile and fluorite concentrate, additives to increase the quality of the weld, organic and carbonate additives for the release of protective gases.
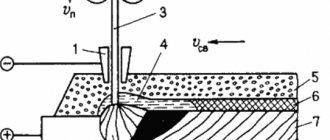
Powder welding by this method has similar specifics to work performed using electrodes. The protective layer melts under the influence of the welding current, and the core itself melts due to the presence of an electric arc and under the influence of the temperature of the hot metal.
If there is a need to apply several layers of welding, then the working surface is cleaned of slag formed on the previous layer.
Where is the method without protective gases used?
Often, it is inconvenient to carry out welding work using ordinary electrodes, since the location of the surfaces to be welded makes it difficult to connect them. To provide comfortable conditions, special consumables were developed.
It makes it possible to carry out welding work in any position and in the absence of a gaseous environment. Special-purpose wire ensures forced formation of seams, allows welding under water, as well as automatic welding.
You can weld both in a lower position and vertically (in some cases) due to the fact that the welding baths have a corresponding connector. The type of material used is selected based on its characteristics and the specifics of the work to be done.
Flux-cored wire is considered the most optimal option when work is carried out in open areas.
Wind and drafts have virtually no effect on the quality of welds, but their parameters are somewhat inferior to those provided by gas or electrode welding.
Flux-cored wire is selected not only on the basis of its technical features, but also guided by the need for a specific diameter for a given welding.
The diameter should not be less than 2.3 mm. Wire of a smaller cross-section is used only when welding on metal structures with the smallest thickness.
When carrying out welding work, they use a special automatic or semi-automatic hose welding machine, which has a section for placing a coil of wire.
It is secured by a latch in the handle, and is fed through a special hose, which ensures the stability of the arc and allows the core to completely melt. Semi-automatic machines for using flux-cored wire usually have a “No Gas” mode, which makes it possible to change the polarity.
Flux cored wire welding
The cored wire used for arc welding is a tube where the inside is filled with metal powder and flux. The material is based on a metal strip processed using cold forming technology and filled with a mixture of flux and powder. At the final stage of production, the cored wire is stretched to the required parameters.
Flux-cored wire used for welding without gas, the price of which is affordable, is classified according to its purpose, the method of protection used, the technology of welding with flux-cored wire in different spatial positions and mechanical properties. Flux-cored wire welding is used in the installation of low-alloy and low-carbon steel. The material can also be divided according to the conditions of use (for simple or special welding - under water, with forced welding, installation of reinforcement, etc.).
Welding work using shielding gases
Gas shielded welding involves supplying a gas jet to the melting area using a torch. Or powder welding is performed in special chambers containing gas inside.
The most common is jet protection. Its quality is determined by the dimensions and design of the nozzle, as well as the distance between the nozzle cut and the surface of the material being welded. The most effective protection is achieved by using stationary chambers containing gas. The product is placed there during work.
Semi-automatic welding in carbon dioxide is carried out using special equipment, which ensures excellent quality of the weld, a narrow heat-affected zone, and a high wire melting rate. All this increases the productivity of the process and increases the reliability of the finished structure.
Requirements for consumables and their advantages
Flux-cored wire used for arc welding is produced in accordance with the basic requirements:
- With the creation of uniform melting of the material without large splashes;
- Stable heating and easy arc initiation;
- The result should be a neat seam, without defects (pores and cracks);
- The slag formed during melting should be evenly distributed along the seam and separated upon cooling.
Such requirements are the main parameters for welding materials and determine the use of flux-cored wire when welding steel under different conditions.
Welding of powder steel helps solve construction and production problems, increases the productivity of the process, and reduces the labor intensity of manual cleaning of products from splashes. Depending on the type of use and protection from external factors, the wire can be gas-protective or self-protective.