General information about anodizing technology
Aluminum anodizing technology is similar to galvanic processing. The deposition of solution oxide ions on the workpiece occurs in a liquid electrolyte at high or low temperatures. The use of a heated solution is possible in industrial installations, where it is possible to carefully control and regulate voltage and current in automatic mode.
At home, they usually use the cold method. This method is quite simple, does not require constant monitoring, and the equipment and consumables are available. To prepare the solution, you can use the electrolyte used in lead car batteries. It is sold in every auto store.
The high strength of the protective oxide film depends on its thickness, which is obtained at home by processing in a cold solution. The increase is made by stepwise regulation of the operating current.
Result of anodizing aluminum
Black anodized aluminum
Oxidizing aluminum black is referred to as color anodizing. Black color is obtained in two stages. First, a colorless film is applied electrolytically, and then the workpiece is placed in a saline solution of acids. Depending on the acid, the color can range from pale brass to deep black. Black aluminum is widely used in construction and decoration.
Selecting anodizing electrolyte
As mentioned above, the properties of the oxide film obtained by anodization are influenced by many factors - the type of aluminum alloy, the method of pre-treatment of the surface of the part, the anodizing mode and the type of finishing operations. The composition of the electrolyte is also decisive. Acid electrolytes are mainly used (alkaline electrolytes can be used in some cases for special types of anodizing). The main acid is sulfuric; the vast majority of anodizing electrolytes are prepared on its basis. Other acids are used to obtain special types of coatings.
Preparatory process
To obtain a smooth surface, the workpiece must be polished at the preparation stage. Using a felt or other polishing wheel, scratches are removed and large pores are tightened. The absence of micro-irregularities reduces the likelihood of burnouts. The anodic film is not able to hide external defects.
Before anodizing aluminum, it is necessary to determine the dimensions of the parts to be processed. The resulting layer is 50 microns thick, so it will be impossible to screw a nut onto the treated thread. If the parts are connected using a fit, then do not forget that after anodizing the parts cannot be ground.
Carrying out anodizing at home
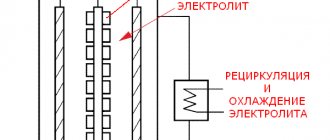
To carry out the process, containers are needed. Containers for anodizing must correspond to the dimensions of the parts, and be slightly larger. Therefore, they usually use several baths. The material of the containers is aluminum. But if the products are small, then plastic containers are suitable. Only aluminum sheets need to be laid on the bottom and along the walls. This is necessary to create a current of uniform density throughout the entire volume.
The electrolyte needs to be insulated from external heat. When heating it will have to be changed. To prevent heating, the outside of the container is covered with a layer of thermal insulation. It can be covered with polystyrene foam up to 50 mm thick or, placed in a box, the free space can be filled with polyurethane foam.
A sulfuric acid solution is prepared by diluting the electrolyte for car batteries with distilled water in proportions of one to one. By purchasing a canister with a capacity of 5 liters, you can get 10 liters of solution.
Mixing, when water is added to the acid, is accompanied by abundant heat, and it literally boils and splashes. Therefore, for safety reasons, sulfuric acid is poured into a container of water.
Before anodizing aluminum begins, it is subjected to chemical preparation. Chemical preparation is a degreasing process. In industrial conditions, treatment is carried out with caustic soda or potassium. But at home it is better to use laundry soap. A toothbrush and soap solution can easily remove dirt from the surface. After that, the workpieces are first washed with warm water, and then with cold water.
An alternative to laundry soap is washing powder. After dissolving it in a closed plastic container and placing the parts to be processed there, shake vigorously. Then the parts are washed and dried with a stream of hot air. The active oxygen contained in the washing powder protects fat-free products, even if handled with bare hands.
Electrolyte preparation
Acid solutions are considered unsafe reagents, so to anodize aluminum at home, they resort to a different type of solution. To prepare it, use salt and soda, which you always have on hand.
To prepare the electrolyte, take two plastic containers. They are filled with salt and soda compositions, observing the proportion: per serving of salt or soda 9 servings of distilled water.
Anodizing at home
After dissolving the components, the solution is kept to allow undissolved particles to settle to the bottom. When pouring into a container for anodizing, it must be strained.
Anodizing in chromic acid
Chromic acid is used if it is necessary to anodize critical aluminum parts and assemblies with thin walls or with high processing precision. The dissolution of aluminum in chromic acid is lower than in sulfuric acid, the reduction in the fatigue strength of the metal is lower - the film turns out to be thin, opaque gray in color. The maximum thickness of the oxide film reaches 10 microns, the standard thickness is from 2.5 to 5 microns.
The concentration of chromic anhydride CrO3 is taken in the range from 2 to 15% (by weight). In most cases, the regime temperature is set within the range of 25-400C; active stirring of the electrolyte solution is not required. When anodizing in a 10% solution of chromic acid, the process temperature is raised to 540C at a voltage of 30 volts to ensure a current density of 1.2 A/dm2. For alloys containing copper or zinc, the voltage is set within 15-20 volts at the same current density. When anodizing in an electrolyte of low concentration 3-5% (by mass), a special voltage supply mode is used and the process proceeds in cycles. This mode is used to detect defects in the surface of a product or when forming a sublayer for painting.
Aluminum anodizing methods
Several methods have been developed for processing aluminum alloys, but the chemical method in an electrolyte environment has found widespread use. Acids are used to obtain a solution:
- sulfur;
- chrome;
- oxaline;
- sulfosalicylic acid.
To impart additional properties, salts or organic acids are added to the solution. At home, sulfuric acid is mainly used, but when processing parts with complex configurations, it is preferable to use chromic acid.
The process occurs at temperatures from 0°C to 50°C. At low temperatures, a hard coating forms on the surface of aluminum. As the temperature rises, the process proceeds much faster, but the coating is highly soft and porous.
Aluminum hard anodizing technology
In addition to the chemical method, in some cases the following methods of aluminum anodization are used:
- microarc;
- color:
- adsorption;
- immersion in electrolyte;
- dipping into a dye solution;
- electroplating;
- interference;
- integral.
Principles of the anodizing process
The process of electrochemical oxidation of aluminum and its alloys in solutions of sulfuric, chromic, oxalic acids and their mixtures is called aluminum anodization. Despite its apparent simplicity, the anodizing process has many options that directly affect the characteristics and quality of the oxide film. The appearance and structure of the coating is also affected by the composition of the aluminum alloy, and adjusting the electrolyte allows you to change the properties of the coating within a wide range. The quality and presence of impurities in the electrolyte composition can also be critical.
Anodizing differs significantly from the processes of electroplating metals (electrochemical deposition), in which a protective or decorative layer of metal is applied to the surface of a metal product, as it is a process of transforming the base metal, as a result of which the appearance and characteristics of the surface change.
Warm anodizing
The warm anodizing method is used to obtain a base for painting. The coating is porous, but due to this it has high adhesion. Epoxy paint applied on top will reliably protect the aluminum from external influences.
The disadvantage is the low mechanical strength and corrosion resistance of the coating. It is destroyed upon contact with sea water and active metals. This method can be done at home.
The process takes place at room temperature or higher (no more than 50°C). After degreasing, the workpieces are mounted on a suspension that holds them in an electrolyte solution.
Anodizing continues until a milky coating appears on the surface. After removing the stress, the workpieces are washed in cold water. The parts are then painted. They are dyed by placing them in a container of hot dye. After that, the obtained result is consolidated for 1 hour.
Methods for color anodizing of aluminum
Application of Anodizing
The use of anodization is a topic for a separate article; in any industry where products made of aluminum or its alloys are used to one degree or another and any properties of the metal need to be changed, anodization is the optimal and often the only solution.
Here is a list of the main areas of application of anodizing:
- Thin oxide films are used as a basis for applying organic and inorganic coatings (paint or varnish).
- Color anodizing. The use of various coloring electrolytes makes it possible to obtain a wide range of shades and colors of the surface of an aluminum product. Nickel, cobalt or tin salts are used as additives. The resulting shades range from light bronze to black.
- Increased wear resistance. Oxide coatings on aluminum are much harder than the base metal. Hard anodizing is widely used for parts subject to abrasion under light loads, as well as to increase the corrosion resistance of products.
- Electrical insulation. Compared to organic insulating materials, oxide film not only has high insulating properties, but also has significantly greater heat resistance.
- Obtaining a compacted surface with high anti-friction properties. (lubricating coating).
Cold technology
To anodize aluminum you need:
- power supply 12 V (battery, stabilizer);
- aluminum wires;
- rheostat;
- ammeter;
- containers for solutions.
Cold technology is different in that the growth of the anodized coating on the metal side proceeds at a faster rate than its dissolution on the outside.
First, the preparatory work described above is carried out. Then the parts need to be secured. It should not be forgotten that a film does not form under the fastening element. And suspended workpieces, when lowered into the container, should not touch the walls and bottom.
The anode is connected to the parts from the power source, and the cathode is connected to the capacitance. The current density is selected within the range of 1.6-4 A/dm2. Recommended values 2-2.2 A/dm2. At small values, the process will proceed more slowly, and at large values, a breakdown of the circuit may occur and the coating will begin to collapse.
It is not recommended that the electrolyte temperature rise above 5°C. When anodizing, the electrolyte does not heat up evenly. It is warmer in the center than in the corners of the container, so constant stirring is necessary.
The duration of anodizing using the cold method is about half an hour for small elements. For large parts, the duration may be 60-90 minutes. The end of the process is indicated by a changed color on the surface of the aluminum product. After disconnecting the wires, the part is washed.
Stages of work
When anodizing parts, the temperature should remain in the following range: from -10 to + 10 degrees.
If it is lower, then the voltage of the power supply will not be enough to maintain the required current strength, and if it is higher, then a hard protective coating will not form - it will be soft and colorless and will not be able to protect the metal.
IMPORTANT TO KNOW: Technique of artistic metal forging
It is best to finish anodizing when the temperature has reached +5 degrees, because... There will be different temperatures in the corners of the bath and on the surface of the object, and the anodizing procedure allows you to generate a sufficient amount of heat.
In addition, the process of moving the electrolyte must be constant: it can be stirred with air, a spoon or a pump so that the temperature on the surface of the workpiece and the aluminum is approximately the same.
The temperature difference will lead to the fact that some areas of the part will overheat, and then breakdowns will appear on them or the product will be damaged.
To perform hard gold anodizing, you will need special equipment. Most often, these are several baths, in one of which aluminum parts will be processed, and the other - a small container.
You can use food containers or plastic pots for this. The walls and bottom of the bathtubs need to be covered with aluminum sheets, or a special pattern should be made from them and bent to form a container.
This is necessary to create a uniform current density on each side of the product.
The bath body must have good thermal insulation, otherwise the electrolyte will heat up too quickly, and the liquid will have to be constantly changed.
The easiest way is to create a thermal insulation layer by covering the walls with foam plastic 2-4 cm thick, or filling the gaps with construction foam.
After you have poured the electrolyte into the bath, you need to install a power supply generating current at the output. To regulate the amount of current supplied, attach a resistor to the circuit.
If the contact is good, you will see oxygen bubbles that will appear over the entire surface of the product. They are small in diameter and flow like streams of smoke.
The duration of this process depends on the speed of painting the parts - gold or another color. Painting the color will be visually noticeable, so no other devices are required.
The speed of painting gold, black and other shades depends on the size of the part: for small objects it is about 20-30 minutes, for large objects it is 60-90 minutes.
After the entire part has acquired the desired color, remove it from the container and rinse it under cold water, and then wipe it with a cotton swab dipped in a solution of potassium permanganate - this will help remove excess trace elements resulting from the reaction, but will help maintain the color gold or another.
IMPORTANT TO KNOW: Metal galvanizing technology at home
After removing the part, it should have a light gray color, be smooth and shiny.
Video:
Depending on the anodizing modes, products can acquire different colors: gray, dark matte, gold, etc. To further color the parts, you need to place them in an aniline dye, which will heat the part to 50-60 degrees.
Before starting color anodizing, you need to filter the solution so that stains that appear from remaining small grains of dye do not form on the surface of the parts.
To dye the products and get the desired color, 15-20 minutes is usually enough.
After the required color (black, gold, etc.) and the protective layer of the correct consistency (hard and shiny) have been obtained, you need to further fix it so that it does not peel off over time.
Since gold anodizing creates a porous structure of the material, which is not resistant to chemical influences, although it is carefully protected from mechanical influences.
The technology for closing micropores on metal can be different. The easiest way is to boil anodized parts in water on the stove for 30 minutes. For cooking, it is best to use distilled water, because... it will give the material more protective properties.
Another way: make a steam bath for the parts, in which they should also remain for at least half an hour.
The technology for working with aluminum may differ slightly, depending on the type of part and material, but in general, all stages of anodizing a material look similar.
Video:
There may be differences in the temperature of the electrolyte, however, it is recommended to follow the given figures, because otherwise, the protective properties of the material will be insufficient, or you will not get the color you needed.
If you are anodizing for gold and other colors, then it is best to choose the cold method, because in this case, the coating layer will be thicker, and the parts themselves will acquire a beautiful color: gold, black or other shades, and will also shine.