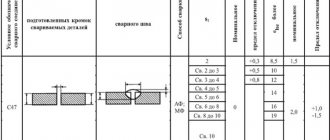
In places where, during welding, molten metal does not flow into the joint, lack of fusion occurs. Such a defect significantly reduces the strength of the weld, making it unreliable. Lack of penetration becomes a point of concentration of internal stresses, which further reduces the resistance of the connection to loads, especially impact.
What is lack of penetration
In reference books, lack of fusion refers to defects in places where the base and deposited metal have not fused or the weld cross-section is not completely filled. Defects of this type are formed on the edges, between layers when welding wide joints in several passes, and at the root of the seam. On fractures and areas cut out for inspection, lack of penetration looks like a dark stripe between the base and deposited metal. Visually, a flaw can be detected by external cracks and pores that form on the outer surface of the weld. Internal cracks and other defects are detected by scanning the welded joint with X-rays, gamma rays, and ultrasound.
Types of lack of weld penetration
Other reasons for lack of penetration and errors
The mistakes that cause incomplete cooking are numerous. The welder can set the current to be insufficient to weld a particular seam or move the electrode at high speed and intensity. Also, lack of penetration can occur due to the large length of the arc size range, due to an insufficient angle of repose for the edges, due to defects of a large blunting angle in the edges.
Often, lack of fusion occurs due to the inexperience of the welder when he incorrectly moves or matches elements for the edge. Or a small gap forms between the welded edges, due to which the parts do not touch tightly. A common mistake is to use large diameter electrodes that cannot be used at certain stages of welding. Lack of penetration will certainly form if slag flows between the edges during the process.
Causes
The reason why lack of penetration occurs may be:
- excessive speed of moving the electrode or torch along the seam;
- foreign inclusions;
- poor quality edge preparation;
- oversized electrode diameter;
- low value of welding current;
- voids in the form of pores;
- insufficient heating of the weld root due to the small angle of the chamfers on the edges, large bluntness, and lack of clearance between the workpieces being welded.
Foreign inclusions from slag that has not had time to float can be up to several centimeters in size. Tungsten particles enter the weld if there is insufficient protection during welding with a non-consumable electrode. Layers of oxide films with a high melting point are formed if the edges are poorly cleaned of dirt and rust.
Pores are formed from gas (mainly hydrogen) released during welding, which did not have time to escape when the weld cooled. Spherical or cylindrical cavities reach a size of up to several millimeters. Individually located pores are not dangerous, but when they form chains or groups, they weaken the welded joint. Gas bubbles are formed when the weld pool is insufficiently protected and the welding speed is too high. The number of pores increases if welding is performed with a consumable electrode with damp coating.
Cracks accompanying lack of penetration form on the seam and adjacent areas, inside or outside. Defects can be located in the longitudinal and transverse directions. Cracks are dangerous because, having microscopic initial sizes, under the influence of residual stress they increase at high speed to large sizes. The risk of cracking increases when welding rigidly fixed workpieces and metals with a high content of sulfur, phosphorus, and carbon. Carrying out installation in the cold and applying closely spaced seams is also fraught with the appearance of cracks.
Heavy slagging of the weld
Most often, lack of penetration of the metal is characterized by severe slagging of the weld. That is, when quickly moving the electrode along the joint, too little molten metal is formed, which leads to slagging of the seam.
Therefore, the main reason for slagging and the occurrence of large amounts of slag during welding is the insufficient volume of molten metal and its rapid solidification. As a result, the slag remains in the weld pool and does not have time to leave it in time.
Slagging can also occur due to the fault of low-quality electrodes, as well as when using unsuitable electrodes. The reasons may also be non-compliance with welding technologies, for example, an incorrect angle of inclination of the electrode or a high speed of its movement along the edges of the product being welded.
You can get rid of both problems if you learn the basics of welding and gain experience. Over time, examining certain defects, you will be able to completely get rid of them. However, this takes time and practice.
Share on social networks
Groups of lack of penetration according to GOST
In GOST 30242-97, weld defects associated with lack of penetration are presented in 6 groups:
| Group number | Name of defects |
| 1 | Cracks |
| 2 | Pores and cavities |
| 3 | Solid inclusions |
| 4 | Lack of fusion and lack of penetration |
| 5 | Seam shape irregularities |
| 6 | Defects not included in previous groups |
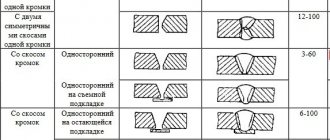
Each defect is identified by a three-digit number starting with the group number. For example, 101 is a longitudinal crack, and 402 lacks fusion. A fourth digit is added to indicate the location of the flaw. So code 4011 indicates lack of fusion between the seam and the base metal on the side. In the reference books of the International Institute of Welding (IW), defects are indicated by letters of the Latin alphabet. Lack of penetration and lack of fusion are marked with the letter D.
Lack of fusion of the weld: 4011 - on the side; 4012 - between the rollers; 4013 - at the root of the seam
Ways to prevent lack of penetration
The main danger of such defects as lack of penetration is a reduction in the strength of the seam by up to 70%. Therefore, it is easier and cheaper to prevent their formation than to redo the work from scratch.
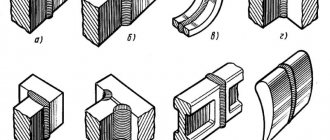
Edge cutting
Prevention of defects begins at the stage when joints are prepared for welding. On workpieces, the edges are cut at an angle sufficient for free access of the electrode to the root of the seam, not forgetting to leave a blunt edge. The surfaces near the joint are cleaned of dirt, rust, scale and degreased. Workpieces without rigid fastening are laid in the same plane without distortions or displacement in height. A gap is left between the edges necessary to compensate for temperature deformations accompanied by the appearance of cracks.
Heat supply
Lack of fusion often occurs due to a lack of heat at low voltage, so the arc power is not enough to completely melt the metal. A frequent reason for the formation of such a welding defect at the beginning and at the end of a welded joint is a decrease in the penetration depth due to an unsteady thermal process. The welding speed is chosen so that the metal of the edges has time to melt, otherwise, when the electrode moves quickly, the heat will only be enough to form a seam. If, during multilayer welding, you do not remove slag after each pass, the appearance of lack of penetration is ensured, since it will prevent the melting of the previous weld.
Compliance with welding modes
Inexperienced welders produce a weld with lack of penetration when setting a low current value that does not correspond to the thickness and metal of the workpiece. If the polarity is chosen incorrectly, if welding is performed with direct current, the oxide films are pressed to the edges by an electromagnetic field, preventing them from melting. It should also be taken into account that the magnetic field can deflect the arc to the side. To avoid the appearance of lack of fusion at the ends of the seam and when replacing the electrode, multifunctional inverters set up a short-term voltage increase function. It is triggered at the beginning and at the moment the electrode comes off. There is a high probability of defects forming when working on an old device without stabilizing the arc parameters. Its current will change with fluctuations in the mains voltage. Therefore, they choose to work at a time when they are minimal.
Prevention and elimination of lack of penetration
Of the possible causes of such a defect as lack of penetration of a weld, there are five most significant reasons:
· lack of heat;
· presence of refractory oxides;
· incorrect position of the electrode;
· poor-quality cutting of edges;
· failure to follow the sequence of welding technology.
To prevent such defects, it is necessary to eliminate the conditions that create the prerequisites for the occurrence of lack of weld penetration. Let's take a closer look at them.
Lack of heat
A weak network that allows large fluctuations in electrical voltage can cause poor weld penetration. In such a network, the electrical voltage before and after welding varies greatly. The voltage before welding begins will be higher, and the current corresponding to this voltage will also be higher. The welder selects this current in accordance with the welding mode. But, after welding starts, the voltage in the network drops and the welding current decreases.
As a result, the process does not proceed in accordance with the regime. Less energy is delivered to the welding zone, which causes lack of penetration. The same result can be obtained with correctly selected welding current, but at an increased welding speed. The cases are different, but the result is the same: lack of energy input. In the first case, due to low current, in the second case, due to a short period of time for warming up.
Refractory oxides
If you make a mistake with the welding mode, you can create conditions under which slag and oxides do not have time to reach the surface during the cooling process. In this case, they remain inside the metal, creating non-metallic inclusions, and, by analogy with gas inclusions, create unacceptable porosity.
Alloy steels are especially prone to this defect.
Incorrect electrode position
Of great importance for obtaining a well-welded seam is the angle of inclination of the electrode and its uniform guidance along the seam. In addition, the electrode must be guided strictly along the seam line. Otherwise, the electrode will move away from the joint axis and uneven heating of the welded edges will occur. The result will be lack of penetration of one of the edges.
When welding fillet welds, it is also necessary to adhere to the recommended electrode angles.
When welding in a symmetrical “boat”, the electrode is led at an angle of 45 degrees. The electrode line seems to become a bisector of the angle being welded. An asymmetrical boat is cooked at angles of 30 and 60 degrees. Sometimes an incorrect electrode angle is accompanied by an increased electrode diameter or a different polarity, which increases the likelihood of slag getting between the edges.
Poor quality edge cutting
High-quality cutting should be understood as careful adherence to the geometry of cutting edges followed by cleaning of rust and dirt. If the connection planes are not parallel, this is guaranteed to cause lack of penetration. Skewed or displaced edges will have the same consequences.
How to fix a lack of fusion defect
When high strength requirements are not imposed on a welded joint, the product can be accepted for service if a minor defect is located along the direction of the load. The shape and depth of the flaw is also taken into account. If the lack of penetration of the weld is accessible for welding, it is cleaned and welded. When installing critical structures, the rejected area is cut down or cut out, and after preparation it is welded again.
Regulatory documents allow the formation of lack of penetration if they do not exceed the established limits. Therefore, novice welders should not be afraid of defects; the main thing is to eliminate them in a timely manner. Knowing the reasons for the formation of lack of penetration, you can quickly learn to identify the places where they appear.
Types of defects in welded joints, depending on their shape
Existing weld defects can be divided into two types based on their shape. These are plane defects and spatial defects. Planar defects include hot and cold cracks and lack of weld penetration.
Spatial include various slag inclusions, pores, gas bubbles and all types of incorrectly executed welds (undercuts, burns, incorrect configuration, displacement, etc.).
Planar weld defects pose the greatest danger to the joint as a whole. And the existing types of cracks, depending on the temperature at which they appear, can be divided into several more types, which are mentioned above in the text.