Home / Welding technique
Back
Reading time: 2 min
0
590
How to work with welding current? What are the welding settings? All these questions and others will be discussed with you in this article.
Welding current - what is it? What is it for? Let's discuss these issues together. Welding current is the main parameter that describes the electrical properties of the welding arc.
It’s not easy for beginners to navigate all the settings the first time. The variety of GOST settings does not help beginners in any way. In order to correctly apply the welding current, all factors must be taken into account.
Here we will tell you everything about the correct use of welding current. In this article we will share our experience. A few years ago, workers had to do the calculations themselves.
Nowadays, everything has changed and you can use ready-made adjustments. This article will help you understand the types of welding work and device adjustments.
We will also talk about arc welding and settings for it. About how inverters are used and other questions.
- Introduction
- Current settings and electrode diameter
- conclusions
Welding current
On this page you will find information on welding currents for different brands of electrodes. Below are the current designations that are used by electrode manufacturers and used in our catalog. At the bottom of the page are selections of electrodes for welding currents.
- How welding current for electrodes affects welding
- What current is for which electrode? Welding current for a 4 mm electrode
- Welding current for 3 mm electrode
- Welding current for electrode 2 mm
- Useful video
How welding current for electrodes affects welding
When carrying out the welding process, it is necessary to select the correct current value. It is this parameter that largely influences the quality of the weld.
Low welding current
can lead to unstable arc combustion, the appearance of unwelded areas, the welding process will be constantly interrupted and, as a result, the welder will receive a poor-quality connection.
A value that is too high will result in overheating or burnout in the welding zone, as well as intense spattering.
In general, the choice of voltage indicators is influenced by several factors :
- brand and diameter of welding materials;
- spatial position of the rod during welding;
- voltage polarity (see the peculiarities of constant and alternating welding);
- seam size ;
- method ;
- type and thickness of metals being welded.
What is the current of welding electrodes?
Many people think that choosing high-quality electrodes, a good welding inverter and nothing else is needed for successful welding. However, these people are right in some ways and wrong in others. For successful welding it is also necessary to select the required current. What does it depend on? It depends on the thickness of the metal, the diameter of the electrode and the material from which the electrode is made. How can I find out these parameters? – this is not a secret, and you can easily read it later in the article.
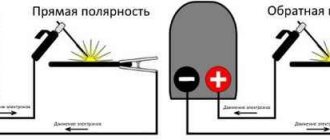
First, you need to determine which welding current to use : direct or alternating. When welding with direct current of straight polarity, the welding depth is reduced by 40 - 50% , and when welding with alternating current, penetration is reduced by 15 - 20% .
After you decide on the polarity of the current, you need to select the current for the electrode diameter used. Each electrode diameter has its own current. Here are all the main electrode diameters and the current needed for proper welding:
- 1.6 millimeters - 35 - 60 Amperes;
- 2.0 millimeters - 30 - 80 Amperes;
- 2.5 millimeters - 50 - 110 Amperes;
- 3.0 millimeters - 70 - 130 Amperes;
- 3.2 millimeters - 80 - 140 Amperes;
- 4.0 millimeters – 110 – 170 Amperes;
- 5.0 millimeters – 150 – 220 Amperes;
The exception is when it is necessary to weld thin metal. When welding thin metal (up to 3 millimeters), you need to use electrodes with a thickness of 2 -2.5 while using a current of 30 - 70 Amps. Also, each electrode diameter has its own thickness of the metal being welded:
- 2 – 3 millimeters metal thickness: 1.6; 2.0 – electrode thickness;
- 3 – 5 millimeters metal thickness: 2.0; 2.5; 3.0; 3.2; 4.0 – electrode thickness;
- 5 – 8 millimeters metal thickness: 3.0; 3.2; 4.0; 5.0 – electrode thickness;
Now, knowing the current, the thickness of the electrode and the thickness of the metal, you can start welding. However, for good and high-quality welding you need to have a reliable and inexpensive welding inverter. Of course, the best sellers are Temp welding inverters, but you don’t need to choose the cheapest one among them. It is best to buy an inverter “Temp ISA 200” or “Temp ISA 180”. How are they different from other welding machines? They are distinguished by the fact that they have everything you need for a high-quality welding machine: durability, reasonable price, pulls electrodes with a diameter of 1.6 to 5.0.
These qualities should encourage you to make the right choice. Now we have one question left: where can we buy all this inexpensively? You can make a successful purchase from our manufacturing plants, which have been maintaining product quality at the highest level for a long time. Our factories sell only high-quality welding materials, so in order to start welding work you just need to order everything you need and start welding work.
Despite the crisis or other problems, our factories try to keep prices as low as possible so that anyone can buy high-quality welding material at an affordable price.
Remember: by purchasing only high-quality products from us, you can easily carry out all the necessary welding work at low prices! Graphite Electrodes For Resistance Welding Capilla Electrodes Wutmarc Electrodes
What current for which electrode
The correct choice of current for welding with electrodes is the key to a comfortable working process, a high-quality weld and the entire product as a whole. For each brand there is a recommended voltage value. This information is written on the packaging of welding materials. You can find approximate figures below.
Welding current for 4 mm electrode
Rods with a diameter of 4 mm are common. Their demand is due to the fact that such consumables are suitable for working with large and small seams. The voltage force when welding with this rod ranges from 110 to 200 A.
Welding current for 3 mm electrode
Welding voltage for consumables with a diameter of 3 mm. should be in the range from 65 to 130 A. Before carrying out work, it is recommended to set the average value to 80-90 A. During the welding process, this will help determine what current is required for welding with a 3mm electrode. is optimal.
Welding current for electrode 2 mm
At 2 mm. a voltage of 30 to 80 A . The wide spread in values depends on the metal and the chosen spatial position.
Useful video
A short video where a welding practitioner shares his experience of setting the current value. A good tip is to empirically select the current strength from higher to lower.
Selection of current strength
The diameter of the consumables is selected according to the thickness of the part being welded, not to mention the size of the seam and the welding method. If you need to weld a surface 3-5 mm wide, then the diameter should be 3-4. Up to 8 mm width, 5 electrodes are sufficient. For each of these positions you need to choose your own number of Amperes:
- The current when welding with a 3 mm electrode should be in the range from 65 to 100 A. This spread depends on the metal and the selected position. To begin with, it is recommended to set the average value, in this case 80 A.
- The current strength when welding with a 4 mm electrode ranges from 120 to 200 A. This is one of the most common types of diameter used in industry, as it is suitable for working with both large and small seams.
- At 5 mm, a force of 160 to 250 A will be required, depending on the position and type of metal chosen. This is a fairly massive consumable and the number of Amperes here depends on the required welding depth. To make a bathtub more than 5 mm deep, the maximum full power will be required. For standard modes, a power of 200-220 A will be sufficient. To work with such things for a long time, you should have a high-quality and reliable transformer of sufficient power.
- 6-8mm electrodes need a minimum of 250A, although heavy duty applications may require a value of 300-350A.
Setting the welding current
"Note! The wrong choice of mode will lead to the fact that the metal will not be welded if the current is not enough, and if it is exceeded, the workpiece will be welded.”
It is worth noting that the modern trend in the production of compact welding machines for home use makes consumables with a thickness of 1; 1.5; 2 mm. For such values, a power from 30 to 45 A is suitable, but the adjustment on the device should be quite smooth, since even a small error here can be critical.
Table of relationship between electrode and welding current
Current selection mode for welding standard butt joints:
What is the difference between DC and AC electrodes?
The differences between DC and AC electrodes can be briefly explained by two statements:
- Welding materials designed for alternating current are also successfully used for welding with direct current. Therefore, experts often call such electrodes universal. More about them below.
- While DC electrodes are generally not suitable for AC welding.
However, it should be remembered that materials of the second group guarantee a better connection . When performing important work, this fact comes to the fore.
What are universal electrodes
Universal welding materials are
DC and AC electrodes. That is, those consumables that work equally effectively on both alternating and direct voltage. This category of welding materials has several advantages:
- good and stable arc;
- increased work productivity;
- fairly high efficiency;
- low level of splashing;
- good slag separation;
- the ability to weld surfaces that are uncleaned from contaminants, oxidized, wet and damaged by corrosion;
- minimum requirements for equipment and welder.
Popular brands of electrodes for AC and DC current
1. MP-3S electrodes are the most popular universal type materials. Advantages: easy ignition of the arc both during the first and subsequent ignitions; rutile coating protects the seam from rapid oxidation and from slag inclusions; high level of arc constancy. [ads-pc-3][ads-mob-3]
2. ANO-37 are intended for welding and repair work on structures made of carbon and low-alloy steels. Advantages: insensitive to the presence of dirt and rust; fairly wide gaps are well closed by consumables of this brand; easy arc ignition; the seam is perfectly formed even at low welding voltage values; well suited for a novice welder (even a beginner can make a high-quality product).
3. OK 46.00 are used for structural and carbon steels.
Pros: easy ignition; suitable for welding wide gaps, insensitive to rusty and dirty surfaces; minimum amount of splashes; welding is carried out in all spatial positions. 4. OZS-4 electrodes are used for working with carbon steels. Advantages: not susceptible to metal that is poorly cleaned of dirt, rust and moisture; easy arc ignitability; possibility of welding at high conditions; products of medium and large thicknesses are successfully welded by this brand.
5. One of the most popular imported brands of universal consumables is LB-52U. The demand for Japanese-made welding materials is due to several reasons: high level of productivity; minimal splashing; excellent mechanical properties; Arc stability is maintained in low and high voltage modes.
6. ANO-4 are used for welding critical structures made of carbon steels. Advantages: welding of wet, rusty or poorly cleaned metal is allowed; easy arc ignition and stable combustion; slight tendency to form pores; welds are of high quality; insensitive to changes in arc length.
[ads-pc-4][ads-mob-4]
Welding current symbols for electrodes, voltage and polarity
AC and DC current, any polarity
AC and DC current, reverse polarity (positive on electrode)
Alternating and direct current, straight polarity (minus on the electrode)
Direct current, reverse polarity (positive on electrode)
Source
How to set the welding current for a novice welder
How to set the welding current for a novice welder to weld metal from 1 to 5 mm
Welding current is one of the main parameters of electric arc welding. If this parameter is selected incorrectly, then it will not be possible to weld the metal efficiently.
Many errors during welding occur precisely due to incorrectly selected current values. For example, the electrode sticks or metal spatters, welding burns through the workpiece, etc. All this is due to incorrect welding current parameters.
It is difficult for a novice electric welder to decide and select the welding current. This is due to the fact that the welding current depends on many features, including the network voltage. How to set the welding current for a novice welder, read this article.
How to set the welding current for a novice welder to weld metal from 1 to 5 mm
Correct settings of the welding current will not only improve the quality of welding, but also significantly facilitate the work of welding metal. However, it is difficult for novice welders to achieve the correct current values because they do not have the appropriate experience.
For these purposes, you can use a ready-made table with welding current values or listen to the advice below.
The welding current must be selected taking into account the thickness of the metal being welded and the diameter of the electrodes used. If the inverter still refuses to weld, then there is a problem with the voltage in the network, it is low, and the welding current needs to be adjusted.
When choosing the optimal current for welding, it is recommended to focus on the following indicators:
- A 2 mm electrode can weld metal with a thickness of 1 to 2 mm. The welding current should be from 20 to 50 amperes;
- A 2.5 mm electrode welds metal with a thickness of 2-3 mm. The current values on the inverter are set in the range from 40 to 80 amperes;
- It is recommended to weld metal with a thickness of 3-5 mm using a 3 mm electrode. The current value should be about 100-120 amperes.
It is important to know that thin metal, up to 3 mm thick, must be welded with reverse polarity, when the electrode holder is connected to the positive of the inverter, and the ground clamp to the negative. In this case, the welding seam is shallow and wide, and metal burns are eliminated.
Selection of welding current depending on the diameter of the electrode
Welding is considered one of the most reliable methods of obtaining high-quality permanent joints of metals. Electrodes are the main consumable material used in this field. They are created in such a way as to best match the metal with which they interact, so that the resulting homogeneous mass is obtained. But material is far from the only parameter. The thickness is very important, on which the required power of the device depends, as well as the depth of the part of the metal being welded.
It is important not only to choose them correctly, but also to use them correctly. This requires not only the skill of the welder, since the correctly selected equipment mode also contributes to the success of the procedure. The experience of past generations has already helped to derive basic data on how to select the correct parameters for a particular material and how the welding current depends on the diameter of the electrode. Now it is not at all necessary to calculate all the data yourself, but you can simply refer to the calculations that have already been made so as not to make mistakes during work.
Welding electrodes
Operation modes
The current strength when welding with an electrode is selected depending on many factors according to the specified mode. The mode includes basic indicators that are determined by the initial data. You can determine the required seam shape, size and quality. The more data, the higher the quality of work. The main parameters are:
- Electrode diameter;
- His brand;
- Position during operations;
- Strength and type of current;
- Polarity;
- Number of layers in a seam.
With a multi-layer seam, the mode can change, as well as the diameter and other parameters. The initial data is taken from the electrodes, which in turn are selected for a specific grade of metal. If the general data shows values only for the lower position, then there is nothing to worry about. In a vertical position, the number of Amperes is reduced from the nominal by 10-20%, and in a ceiling position - by 20-25%. This is so that the metal does not melt so quickly and does not drain from the seam. It is also worth noting that for ceiling welding the maximum diameter is 4 mm. The welding current and the diameter of the electrode here have a directly proportional relationship. Its type is also determined immediately, as it is indicated in the technical data on the pack.
Selecting the diameter of the electrode for welding
Selection of current strength
The diameter of the consumables is selected according to the thickness of the part being welded, not to mention the size of the seam and the welding method. If you need to weld a surface 3-5 mm wide, then the diameter should be 3-4. Up to 8 mm width, 5 electrodes are sufficient. For each of these positions you need to choose your own number of Amperes:
- The current when welding with a 3 mm electrode should be in the range from 65 to 100 A. This spread depends on the metal and the selected position. To begin with, it is recommended to set the average value, in this case 80 A.
- The current strength when welding with a 4 mm electrode ranges from 120 to 200 A. This is one of the most common types of diameter used in industry, as it is suitable for working with both large and small seams.
- At 5 mm, a force of 160 to 250 A will be required, depending on the position and type of metal chosen. This is a fairly massive consumable and the number of Amperes here depends on the required welding depth. To make a bathtub more than 5 mm deep, the maximum full power will be required. For standard modes, a power of 200-220 A will be sufficient. To work with such things for a long time, you should have a high-quality and reliable transformer of sufficient power.
- 6-8mm electrodes need a minimum of 250A, although heavy duty applications may require a value of 300-350A.
Setting the welding current
"Note! The wrong choice of mode will lead to the fact that the metal will not be welded if the current is not enough, and if it is exceeded, the workpiece will be welded.”
It is worth noting that the modern trend in the production of compact welding machines for home use makes consumables with a thickness of 1; 1.5; 2 mm. For such values, a power from 30 to 45 A is suitable, but the adjustment on the device should be quite smooth, since even a small error here can be critical.
Table of relationship between electrode and welding current
Current selection mode for welding standard butt joints:
| Type of seam | Diameter, mm | Current, A | Metal thickness on the workpiece, mm | Gap before welding, mm |
| 1-sided | 3 | 180 | 3 | 1.9 |
| 2-way | 4 | 220 | 5 | 1.5 |
| 2-way | 5 | 260 | 7-8 | 1.5-2 |
| 2-way | 6 | 330 | 10 | 2 |
You can also use a universal table for a wide range:
| Workpiece thickness, mm | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Electrode thickness, mm | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Current strength, A | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Recommendations
The voltage when welding with current on modern machines is set automatically, so this parameter is not taken into account in special calculations. For the most common operations, you should have all the necessary data at your fingertips. Also, do not forget that each device has its own errors, therefore, you should adjust everything at your own discretion, starting from the specified modes.
Author: Igor
Date: 04/11/2016
Article rating:
svarkaipayka.ru
Practical guide to selecting welding current
Let's look at a specific example of how to select the correct current values for welding for novice welders. So, first we set the recommended welding current value from the table above. In this case, we take into account the thickness of the metal being welded and the diameter of the electrodes used.
We light the welding arc and try to cook, controlling the thickness of the seam. If the thickness of the welding seam turns out to be much greater than the thickness of the electrode, then we reduce the current on the inverter, since there is too much of it. Let's try cooking further.
Ideally, with correctly selected welding current, the width of the seam should be larger, but not more than twice. However, you should know that a lot here depends on the welding position. The most current is needed for welding corner joints.
Source
How to set the welding current and select the electrode diameter?
Welding current is a very important parameter, on which the quality of the finished welded joint largely depends. It is sometimes difficult for novice welders to understand the variety of settings offered by GOST standards. After all, in order to correctly set the strength of the welding current, everything is taken into account, even such features that are not obvious to a beginner, such as the thickness of the metal.
In this article we will tell you how to select the welding current parameter based on the diameter of the electrode. When writing this material, we were guided by our own experience and regulatory documents. Previously, novice welders were forced to calculate all the settings themselves using formulas. Now you can use ready-made recommended settings.
Separately, we would like to note that in this article we will talk about setting the current for arc welding using an inverter, as the most common and simplest type of welding equipment.
We select the welding current depending on the specific diameter of the electrodes
Welding of metal products is used when it is necessary to obtain a high-quality permanent connection characterized by increased strength. In this case, metals are connected to each other at the molecular level; electrodes are used to perform such welding, which directly affect the quality of the connection made. When performing welding work, you should correctly select the welding current indicators depending on the electrode used and its diameter. The quality of the work performed largely depends on this, so the welder needs to correctly calculate the ratio of power and electrode diameter.
Welding modes
Modern inverter welding machines allow you to change the current strength, which in turn makes it possible to work with metals of different fusibility characteristics. When choosing a specific welding mode, the following factors should be considered:
- Electrode brand.
- Its diameter.
- Electrode position during welding.
- Type and strength of current.
- Number of layers in a seam.
- Current polarity.
Simply put, current indicators are selected based on the diameter of the electrode. Such a rod, in turn, should be selected for a specific brand of metal elements that are used in the work. It is also necessary to take into account the position when performing welding. So, for example, if work is performed in a vertical position, it is necessary to reduce the number of Amperes from the nominal by 20%. This will prevent molten metal from draining from the seam. Remember that the maximum rod diameter for ceiling welding is 4 millimeters.
Selecting the correct current for welding
The diameter of the rods for working with an inverter or classic welding machines is selected depending on the thickness of the parts being welded. If you need to weld a surface of 3-5 millimeters, then you should choose a rod diameter of no more than 4 millimeters. For an 8 mm working seam, an electrode with a thickness of 5 mm will be sufficient. In this case, for each of these rods it is necessary to select the correct current strength.
When working with a 3 mm electrode, the current indicators are in the range of 65-100 Amperes. The choice of a specific current indicator in this case depends on the welding position and the type of metal. Experienced welders advise using an average value of 80 Amps.
When working with 4 mm electrodes, it is necessary to set the current strength to 120-200 Amperes. It should be said that 4 mm rods are most widely used today, as they are suitable for working with small and medium-sized seams.
Varieties of electrodes with a thickness of 5 millimeters will require the use of a current of 160-250 Amperes. It should be said that inverters capable of operating with such voltage are classified as professional. They guarantee deep welding and excellent joint quality.
Electrodes 6-8 millimeters thick require a current of 250 Amperes. In some cases, when working with refractory metal alloys, it is necessary to use a current value of 350 Amperes.
It must be said that the use of inverters made it possible to perform high-quality welding even with the use of thin electrodes. That is why today rods with a thickness of 1 to 2 millimeters are increasingly used. To work with them, a current of 45 Amps will be sufficient. Note that for high-quality performance of such welding, the inverter must have the function of smoothly adjusting the current, since sharp jumps and minimal errors can have a significant impact on the quality of the weld.
Recommendations
Modern welding inverters allow you to set the voltage completely automatically. You will only need to indicate the thickness of the electrode used, and the inverter automation will set the current indicators automatically. All this allows us to significantly simplify welding, while simultaneously improving the quality of such work.
svarkagid.com
general information
The current strength when welding with an electrode must be selected based on many parameters. We talked in detail about welding modes in this article, be sure to read it to understand the essence. In general, the welding mode consists not only of current strength and electrode diameter. The brand of the electrode, the position during welding, the type of welding current and its polarity, as well as the layers of the future seam are also taken into account. It is important to understand what end result you want to get. That is, what quality of seam, its size and other characteristics are important to you. Based on this, adjust the welding mode, and the current strength in particular.
Introduction
When performing welding work, you will need to take into account many parameters. You must understand what the welding mode consists of.
And that it will also consist of the strength of the current applied, and undoubtedly the diameter of the electrode. Pay attention to what current is used for welding (alternating or direct) - this is called the type of welding current.
Likewise, pay your immediate attention to the electrode, its brand, polarity, spatial position during welding, and layers of seams.
You need to understand what you will get at the end. Namely sizes, quality of seams and more. Correct adjustment will be very important in the work. Correctly configured mode, force during welding work.
So, let’s begin to understand how the current is selected correctly during welding.
Remember the main thing: the acceptability of the current depends on the definition of the electrode and its diameter in welding work. Of course, this is not one rule, these will be the basic skills for the upcoming work.
The selection of the electrode will also be very important. The thickness of the metal and the diameter of the electrode will be interdependent in relation to each other.
The thickness of the product (metal) will be equal to the diameter of the electrode used. It is also necessary to take into account that electrodes are also selected according to their intended purpose.
Current setting depending on the electrode
Now let's move directly to the electrodes and current settings. As we wrote above, the diameter of the electrode is selected based on the thickness of the metal. If you need to weld a part with a thickness of 3 to 5 millimeters, then use electrodes with a diameter of 3-4 millimeters. If the thickness is up to 8 millimeters, then an electrode with a diameter of 5 millimeters will be enough for you.
What about current? Everything is simple here.
When welding metal with a 3 mm electrode, the welding current should be from 65 to 100 Amperes. You might be surprised by the big difference in the numbers, but don't worry. You will choose a convenient value depending on the metal and its characteristics. For beginners, we recommend setting it to 80 Amps; this is the most universal value.
The strength of the welding current when welding with a 4 mm electrode can range from 120 to 200 Amperes. This electrode diameter is the most popular because it allows you to weld a wide variety of seams. It is widely used in industrial and home welding. Therefore, it is extremely important to learn how to adjust the welding current in this range.
If you plan to use an electrode with a diameter of 5 millimeters, then you will need fairly large welding current values. Minimum 160 Amps. The recommended value is 200 Amperes. To ensure continuous operation and a stable arc, we recommend using a semi-professional transformer.
But what if you are going to work with thick electrodes? Let's say 8 millimeters. Here you cannot do without professional powerful equipment. The minimum current value should be 250 Amps. But, most likely, in your work you will have to use much larger values, up to 350 Amperes.
Separately, we would like to say about compact inverter welding machines, which are now sold in every specialized store. They are loved by many home welders for their simplicity, compactness and reliability. But there is also a drawback: often such devices can only work with small-diameter wire, up to 2 millimeters. For such devices, a current of 40-50 Amps will be sufficient. We recommend purchasing models of devices that can smoothly regulate the current. Then the error will be minimal.
Do not set the amperage at random or based on unsubstantiated advice from other welders. This issue needs to be given due attention, otherwise the metal will either not melt to the required depth or will be burned through. In any case, the quality of the seams from such work cannot be called good or even tolerable. Your main advisor is GOSTs and other regulatory documents, which clearly define all settings. Study them, this is the only way you can get the right information.
Below you can see tables that will help you adjust the welding current depending on the diameter of the electrode used. Set the settings on your welding machine from the first table if you plan to weld butt seams.
The settings from the second table, which you can see below, are more universal. You can start your first attempts to set up a welding machine with them. This table of welding currents will definitely come in handy, so write it down or remember it.
Current settings and electrode diameter
I think everyone has already understood that the diameter of the electrode directly comes from the thickness of the metal product. As was written above in the text. Thickness=diameter.
Example: when a worker must weld a part whose thickness will be from 2 millimeters to 8 millimeters, then electrodes with a diameter from 2.5 millimeters to 5 millimeters are selected.
This will be enough for your work. What about the current strength? The answer is on the surface.
When you do welding work on a metal product with an electrode diameter of 3.5 millimeters or more, the current strength will be 60 Amperes-100 Amperes. There is no need to be surprised by this difference.
You will choose the value yourself, it depends on the density of the metal product with which you are working. The most universal value would be 80 Amps. It is good for beginners.
When a worker applies a 4 mm diameter electrode, the current will be 120 Amperes - 200 Amperes. This is one of the common electrode diameters. This diameter can be used by welding experts and beginners.
Selection of current strength and electrode diameter
Selecting the manual arc welding mode
Welding mode is understood as a group of controlled parameters that determine its conditions. Welding mode parameters are divided into basic and additional.
The main parameters of the manual welding mode include current strength, type and polarity of current, arc voltage, electrode diameter and welding speed. Additional parameters include the composition and thickness of the electrode coatings, the position of the electrode and the position of the product during welding.
The most important and primary stage in determining welding modes is the selection of the diameter of the electrodes. The diameter of the electrode is selected depending on the thickness of the metal and the spatial position of the weld and the type of connection. The approximate relationship between the metal thickness S and the diameter of the electrode when welding a seam is given in the table below. The spatial position in which electrodes can be cooked is indicated on the pack. For more information about the designation of the characteristics of electrodes and their decoding, read the article Coated electrodes, characteristics, technical requirements. Classification, marking GOST 9466-75
Vertical, horizontal and ceiling welds, regardless of the thickness of the metal, are welded with electrodes with a diameter of usually 3 mm to a maximum of 4 mm to avoid drainage of liquid metal and slag from the weld pool.
Also, the root of the seam is made with electrodes with a diameter of no more than 3 mm, to ensure complete penetration, and subsequent layers of the seam are made with electrodes of a larger diameter.
Setting the current depending on the diameter of the electrode
The strength of the welding current is selected depending on the brand and diameter of the electrode, taking into account the position of the seam in space, the type of connection, the thickness and chemical composition of the metal being welded, as well as the ambient temperature. Welding current is one of the main parameters of the welding process, on which the quality and reliability of the resulting weld depends. When taking into account all these factors, it is necessary to strive to work at the optimal possible current strength to ensure a stable welding process.
Important: Welding current and electrode diameter are interrelated.
The choice of welding current must be approached responsibly! Incorrectly selected welding current will lead to defects. If the current is too high, the welded parts will burn through. If the welding current is insufficient, the metal will not melt, resulting in lack of penetration and lack of fusion. There is nothing complicated in choosing a welding current. Recommendations for choosing the current strength can be found on the pack of electrodes or in reference books and regulatory documents. Recommended average welding current values are given in the table below. Depending on the spatial position of the weld, the current value must be adjusted, so for welding vertical and ceiling seams, the current strength is reduced by 10-15%. It should not be forgotten that for these welding positions the electrode diameter should not exceed 4 millimeters. If you follow these rules, the welding process will proceed steadily and the metal will not drain from the weld pool. Read more about welding techniques in various spatial positions in the article: Manual arc welding technique with coated electrodes
The welding arc voltage on the machines is set automatically, so we do not consider this parameter
Table 1 - Selecting the diameter of the electrode when welding butt joints
| Thickness of parts, mm | 1,5-2,0 | 3,0 | 4,0-8,0 | 9,0-12,0 | 13,0-15,0 | 16,0-20,0 | more than 20 |
| Electrode diameter, mm | 1,6-2,0 | 3,0 | 4,0 | 4,0-5,0 | 4,0-5,0 | 4,0-5,0 | 4,0-5,0 |
Table 2 - Selection of electrode diameter for corner and T-joints
| Seam leg, mm | 3,0 | 4,0-5,0 | 6,0-9,0 |
| Electrode diameter, mm | 3,0 | 4,0 | 5,0 |
The strength of the welding current is determined by the formula
where de is the diameter of the electrode (electrode rod), mm;
j is the permissible current density, A/mm 2.
With approximate calculations, the value of the welding current can be determined using one of the following formulas:
where de is the diameter of the electrode (electrode rod), mm;
k1, k2, α - coefficients determined experimentally:
Recommendations for choosing the current strength can be found on the pack of electrodes or in reference books and regulatory documents.
Recommended welding current values for electrodes of various diameters
| Electrode coating | Electrode diameter, mm | Current, A |
| Main (electrodes UONI-13/55, TsU-5, | 2,5 | 70-90 |
| TMU-21U, TML-3U, TML-1U, TsL-39, etc.) | 3,0 | 90-110 |
| 4,0 | 120-170 | |
| 5,0 | 170-210 | |
| Rutile (electrodes MR-3, OZS-4, ANO-6, etc.) | 2,5 | 70-90 |
| 3,0 | 90-130 | |
| 4,0 | 140-190 | |
| 5,0 | 180-230 |
If you find an error, please select a piece of text and press Ctrl+Enter.
Source
Operation modes
The current strength when welding with an electrode is selected depending on many factors according to the specified mode. The mode includes basic indicators that are determined by the initial data. You can determine the required seam shape, size and quality. The more data, the higher the quality of work. The main parameters are:
- Electrode diameter;
- His brand;
- Position during operations;
- Strength and type of current;
- Polarity;
- Number of layers in a seam.
With a multi-layer seam, the mode can change, as well as the diameter and other parameters. The initial data is taken from the electrodes, which in turn are selected for a specific grade of metal. If the general data shows values only for the lower position, then there is nothing to worry about. In a vertical position, the number of Amperes is reduced from the nominal by 10-20%, and in a ceiling position - by 20-25%. This is so that the metal does not melt so quickly and does not drain from the seam. It is also worth noting that for ceiling welding the maximum diameter is 4 mm. The welding current and the diameter of the electrode here have a directly proportional relationship. Its type is also determined immediately, as it is indicated in the technical data on the pack.
Selecting the diameter of the electrode for welding