What is heat treatment
The main property of metal is hardness, on which wear resistance, machinability, resistance to corrosion, loads, product service life and a number of other parameters depend.
In order to improve the basic hardness of the metal, it is subjected to additional heat treatment, that is, it is exposed to high and ultra-high temperatures. This allows not only to give the metal higher hardness, but also to achieve homogeneity, improve the microstructure and adjust the chemical composition of all elements in the alloy.
A few words about hardness. In metallurgy and metalworking, various methods for determining hardness are used: Vickers, Brinnell, Rockwell, Martens, Shore, Knoop or scleroscope. For steels, the Vickers method is most often used to determine hardness; for less strong alloys, the Rockwell method is used. The hardness of soft metal alloys is determined by the Shore or Brinell methods
What are the types of heat treatment?
In modern metallurgy, four technological heat treatment operations are used:
· Annealing;
· Hardening;
· Vacation
· Aging;
· Cryogenic treatment.
Let's look at each of them in more detail.
Annealing
Annealing is a heat treatment of metal in which the workpiece is exposed to high temperatures for a certain period, after which it slowly cools naturally.
Annealing goals:
· Improve the ductility of the metal and reduce its internal resistance for subsequent processing;
· Make the alloy more homogeneous;
· Increase the level of resistance;
· Increase mechanical performance.
Depending on its purpose and the technology used, annealing can be of the following types:
· Incomplete annealing or spheroidization. During this operation, heating is carried out to a temperature maximum 30°C above point A1, followed by slow cooling to room temperature, resulting in a change in the crystal lattice of the metal. This type of alloy heat treatment is used for alloy and hypereutectoid steels.
· Full annealing. The metal is heated to a temperature 50°C above point A3, after which it is cooled directly in the furnace at a rate not exceeding 100°C/h to 500°C. As a result, the steel obtains a coarse-grained structure, improves the quality of its surface and eliminates structural defects that arose during casting, welding or hot deformation.
· Diffusion or homogenization. With this heat treatment, the steel is heated to 1150 °C, maintained at it for about 14 hours, after which it is gradually (over 80-85 hours) cooled to 200 °C. This allows you to level out the chemical heterogeneity of the metal and obtain homogeneous steel.
· Isothermal. The whole operation consists of three stages. First, the metal is heated to a temperature exceeding point A3 by 40°C, after which it is rapidly cooled to a temperature below point A1, and then slowly cooled at normal temperature. This operation makes it possible to obtain a homogeneous metal structure over the cross-section of the product.
· Normalization or normalization. This heat treatment is used to improve the structure of the metal before hardening. During normalization, the metal is heated to a temperature 50°C above the critical point (Ac3 for hypoeutectoid steels, Acm for hypereutectoid steels), then cooled in air.
Hardening
Unlike annealing, heat treatment of alloys such as hardening involves heating to a critical temperature above point A3, followed by rapid cooling. Cooling can be done both with air and in other media: water mist, liquid polymer medium, oil, pseudo-boiling layer of solid coolant, and so on. In essence, a transformation of the metal occurs - it loses its viscosity and ductility, but becomes harder and more brittle.
- Order a consultation
Hardening of steels is carried out with a polymorphic transformation, heat treatment of non-ferrous metals - without it. The most common hardening methods:
· Only hardening of alloy and carbon steels is carried out in one cooler. The workpiece is heated to the required temperature, after which it is placed in a cooling medium until completely cooled;
· Intermittent. Heat treatment of steel with high carbon content. The heated workpiece is first placed in a fast-cooling environment for a short period of time, after which it is transferred to a slow-cooling environment until completely cooled.
· Stepped. The heated metal is immersed in a bath with a quenching medium (low-melting metals, salt solutions), the temperature of which is above the martensitic transformation point, for 90-120 seconds, followed by slow final cooling in air. This method eliminates thermal stresses inside the metal and increases resistance to fracture and torsion;
· Isothermal. The principle of operation is the same as that of step hardening, but final cooling is immediately carried out only after the end of the isothermal transformation of austenite.
· Induction. Unlike other types of hardening, this heat treatment of parts involves surface treatment of the workpiece with a high frequency current (up to 10 MHz) in an inductor. The advantages of this method include the ability to regulate the depth of hardening, the absence of scale, and also obtaining greater metal hardness than with other methods.
Vacation
Tempering is a type of heat treatment in which an already hardened part is reheated to a temperature of 150 to 650 ° C and then slowly cooled in air or water. As a result, residual carbon is released, after which polygonization and recrystallization of the metal occurs.
Thanks to this, it is possible, while maintaining high strength characteristics, to achieve an increase in ductility and reduce the fragility of the metal, which makes it possible to further process especially strong types of steels, such as 40ХНМА and others. Depending on the characteristics of the steel, as well as the purpose of the parts, there are three main types of tempering based on the temperature used:
· Low temperature. Carried out for low-alloy, low-carbon, tool and bearing steels with heating up to 250°C for 60-180 minutes;
· Medium temperature. Heating to 350...500°C with subsequent cooling ensures high stability, endurance and elasticity of the part;
· High temperature. Heating to 500...650°C allows the parts to be provided with high viscosity, strength and ductility, as well as resistance to high impact loads.
Aging
A technological process designed to separate particles of a strengthening medium. Used in non-ferrous metallurgy after annealing and/or hardening by one- or two-stage transfer to a lower heating temperature. In this way, for example, heat-resistant alloys and superalloys based on nickel and chromium are obtained
Cryogenic treatment
A modern and high-tech processing method that involves changing the mechanical and physical properties of metals under the influence of ultra-low temperatures. The workpiece is placed in the chamber of a special cryoprocessor, where it is gradually cooled to an ultra-low temperature (from -153°C and below). To avoid thermal shock to the part, the temperature decreases slowly over 20-24 hours. The part is then kept for another 24 hours at a stable temperature and then gradually returned to room temperature over the next 24 hours.
Because during cryogenic heat treatment, relatively soft and unstable retained austenite is transformed into strong and stable martensite. This increases the dimensional stability of the part, wear resistance and impact strength, increases the service life by removing residual stresses and increasing thermal conductivity.
For example, the barrels of modern sniper rifles are cryogenically treated to reduce wear on the internal bore and reduce thermal warpage. Cryo-treatment of car brake discs increases their service life by 70-100%
Heat treatment of non-ferrous alloys
HEAT TREATMENT OF COPPER AND BRASS
Copper.
It is the most common non-ferrous metal in technology and industry, with high ductility, thermal conductivity and electrical conductivity. Based on copper, technical alloys are formed - brass and bronze.
Copper is used to produce sheets, strips, and wires using the cold deformation method. During deformation, it loses plasticity and gains elasticity. Loss of ductility makes calcination, broaching and drawing difficult, and in some cases makes further processing of the metal impossible.
To remove hardening or hardening and restore the plastic properties of copper, recrystallization annealing is carried out according to the following regime: heating to a temperature of 450-500 ° C at a speed of 200-220 ° C/h, holding depending on the configuration and weight of the product from 0.5 to 1.5 h, cooling in still air. The structure of the metal after annealing consists of equiaxed crystals, strength σв = 190 MPa, relative elongation δ = 22%.
Brass.
An alloy of copper and zinc is called brass. There are two-component (simple) brasses, consisting only of copper, zinc and some impurities, and multi-component (special) brasses, into which one or more alloying elements (lead, silicon, tin) are introduced to give the alloy certain properties.
Depending on the processing method, two-component brass is divided into wrought and cast brass.
deformable two-component brasses (L96, L90, L80, L63, etc.) have high ductility and are well processed by pressure; they are used for the manufacture of sheets, tape, strips, pipes, wire and rods of various profiles.
Foundry brass is used for casting shaped parts. In the process of cold working, two-component brasses, like copper, are hardened, as a result of which strength increases and ductility decreases. Therefore, such brass is subjected to heat treatment - recrystallization annealing according to the regime: heating to 450-650 ° C, at a rate of 180-200 ° C / h, holding for 1.5-2.0 hours and cooling in still air. Strength of brass after annealing σΒ = 240-320 MPa, relative elongation δ = 49-52%
Brass products with high internal stress in the metal are susceptible to cracking. When stored in air for a long time, longitudinal and transverse cracks form on them. To avoid this, products are subjected to low-temperature annealing at 250-300° C before long-term storage.
The presence of alloying elements (manganese, tin, nickel, lead and silicon) in multi-component (special) brasses gives them increased strength, hardness and high corrosion resistance in atmospheric conditions and sea water . Brasses alloyed with tin have the highest stability in sea water, for example LO70-1, LA77-2 and LAN59-3-2, called marine brass; they are used mainly for the manufacture of parts for marine vessels.
According to the processing method, special brasses are divided into wrought and cast brasses. Deformable brass is used to produce semi-finished products (sheets, pipes, tape), springs, watch parts and instruments. Foundry multicomponent brasses are used for the manufacture of semi-finished products and shaped parts by casting (propellers, blades, fittings, etc.). The required mechanical properties of special brass are ensured by heat treatment, the modes of which are given in the table. To obtain fine grains, before deep drawing, deformable brass for sheets, tapes, strips is annealed at a temperature of 450-500 ° C.
Table
Heat treatment modes for special brasses *
| Alloy grade | Purpose of processing | Type of processing | Heating temperature, °C | Exposure, h |
| Deformable brass | ||||
| LA77-2 | Removing cold hardening | Recrystallization annealing | 600-650 | 2-3 |
| LO90-1 | Same | Same | 600-650 | 2-3 |
| LO80-4 | Relieving stress | Low annealing | 350—400 | 1-2 |
| Foundry brasses | ||||
| LA67-2.5 | Relieving stress | Recrystallization hot annealing | 300-400 | 2-3 |
| LKS80-3-3 | Same | Same | 250—300 | 1,5-2 |
| LS59-1L | » | » | 250—300 | 1-2 |
* Cooling medium - air.
THERMAL HARDENING OF BRONZE
Bronze is an alloy of copper with tin, lead, silicon, aluminum, beryllium and other elements. According to the main alloying element, bronzes are divided into tin and tin-free (special), and according to mechanical properties - into wrought and cast.
Deformable tin bronzes of the Br.OF8-0.3, Br.OTs4-3, Br.OTsS4-4-2.5 grades are produced in the form of rods, strips, and wire for springs. The structure of these bronzes consists of an α-solid solution. The main type of heat treatment of bronzes is high annealing according to the regime: heating to 600-650 ° C, holding at this temperature for 1-2 hours and rapid cooling. Strength after annealing σв - 350-450 MPa, relative elongation b = 18-22%, hardness HB 70-90.
Foundry tin bronzes of the Br.OTs5-5-5, Br.OSNZ-7-5-1, Br.OTsSZ,5-7-5 grades are used for the manufacture of antifriction parts (bushings, bearings, liners, etc.). Cast tin bronzes are annealed at 540-550°C for 60-90 minutes.
Tin-free bronzes Br.5, Br.7, Br.AMts9-2, Br.KN1-3 and other grades have high strength, good anti-corrosion and anti-friction properties. Gears, bushings, membranes and other parts are made from these bronzes. To facilitate pressure treatment, bronze is homogenized at 700-750° C, followed by rapid cooling. Castings with internal stresses are annealed at 550° C with a holding time of 90-120 minutes.
Most often in industry, double-aluminum bronzes of the Br.A5, Br.A7 brands and bronzes additionally alloyed with nickel, manganese, iron and other elements are used, for example Br.AZHN10-4-4. These bronzes are used for various bushings, flanges, guide seats, gears and other small parts that experience heavy loads.
Double aluminum bronzes are subjected to quenching and tempering according to the following regime: heating for quenching to 880–900° C at a rate of 180–200° C/h, holding at this temperature for 1.5–2 hours, cooling in water; tempering at 400-450°C for 90-120 minutes. The structure of the alloy after quenching consists of martensite, after tempering it consists of a thin mechanical mixture; bronze strength σв = 550 MPa, δ = 5%, hardness НВ 380–400.
Beryllium bronze Br.B2 is an alloy of copper and beryllium. Unique properties - high strength and elasticity with simultaneous chemical resistance, non-magneticity and the ability to be thermally hardened - all this makes beryllium bronze an indispensable material for the manufacture of watch and instrument springs, membranes, springy contacts and other parts. High hardness and non-magnetic properties make it possible to use bronze as a percussion tool (hammers, chisels) that does not produce sparks when hitting stone and metal. This tool is used when working in explosive environments. Bronze Br.B2 is hardened at 800-820° C with cooling in water, and then subjected to artificial aging at 300-350° C. In this case, the strength of the alloy is σΒ = 1300 MPa, hardness HRC37-40.
THERMAL HARDENING OF ALUMINUM ALLOYS
Deformable aluminum alloys are divided into those that cannot be strengthened by heat treatment and those that can be strengthened. Non-strengthening aluminum alloys include alloys of the AMts2, AMg2, AMgZ grades, which have low strength and high ductility; They are used for products produced by deep drawing and are strengthened by cold pressure working (cold-pressing).
The most common alloys are those that are strengthened by heat treatment. These include duralumin grades D1, D16, D3P, which contain aluminum, copper, magnesium and manganese. The main types of thermal hardening of duralumin are hardening and aging. Quenching is carried out at 505-515° C, followed by cooling in cold water. Aging is used both natural and artificial. With natural aging, the alloy is aged for 4-5 days, with artificial aging - 0.8-2.0 hours; aging temperature - not lower than 100-150°C; strength after treatment σΒ = 490 MPa, 6 = 14%. Alloys D1 and D16 are used for the manufacture of parts and elements of building structures, as well as products for aircraft.
Avial (AV, AVT, AVT1) is a deformable alloy that has higher ductility, weldability and corrosion resistance than duralumin; subjected to hardening in water at 515-525 ° C and aging: AB and AVT alloys - natural, AVT1 alloy - artificial at 160 ° C with exposure for 12-18 hours. Aviation is used for the production of sheets, pipes, helicopter rotor blades, etc. .
High-strength (σв = 550-700 MPa) aluminum alloys B95 and B96 have less ductility than duralumin. Thermal treatment of these alloys consists of quenching at 465-475 ° C with cooling in cold or hot water and artificial aging at 135-145 ° C for 14-16 hours. The alloys are used in aircraft construction for loaded structures operating for a long time at 100 - 200° C.
Forging aluminum alloys of grades AK1, AK6, AK8 are subjected to hardening at 500-575 ° C with cooling in running water and artificial aging at 150-165 ° C with exposure for 6-15 hours; alloy strength σΒ = 380-460 MPa, relative elongation δ = 7-10%.
Cast aluminum alloys are called silumins. The most common thermally hardenable alloys are AL4, AL6 and AL20 grades. Castings from AL4 and AL6 alloys are hardened at 535-545 ° C with cooling in hot (60-80 ° C) water and subjected to artificial aging at 175 ° C for 2-3 hours ; after heat treatment σв = 260 MPa, δ = 4-6%, hardness HB 75-80. To relieve internal stresses, castings from these alloys are annealed at 300°C for 5–10 hours with cooling in air. Heat-resistant alloys of grades AL 11 and AL20, used for the manufacture of pistons, cylinder heads, boiler furnaces operating at 200-300 ° C, are subjected to hardening (heating to 535-545 ° C, holding at this temperature for 3-6 hours and cooling in running water), as well as stabilizing tempering at 175-180 ° C for 5-10 hours; after heat treatment σв=300-350 MPa, δ=3-5%.
HEAT TREATMENT OF MAGNESIUM AND TITANIUM ALLOYS
Magnesium alloys.
The main elements in magnesium alloys (except magnesium) are aluminum, zinc, manganese and zirconium. Magnesium alloys are divided into wrought and cast alloys.
Deformable magnesium alloys of grades MA1, MA8, MA14 are subjected to thermal hardening according to the following regime: heating for hardening to 410–415° C, holding for 15–18 hours, cooling in air and artificial aging at 175° C for 15–16 hours; after heat treatment σΒ = 320~430 MPa, δ = 6-14%. Alloys MA2, MAZ and MA5 are not subjected to heat treatment; They are used for the manufacture of sheets, plates, profiles and forgings.
The chemical composition of cast magnesium alloys (ML4, ML5, ML12, etc.) is close to the composition of wrought ones, but the ductility and strength of cast alloys are much lower. This is due to the rough casting structure of the alloys. Heat treatment of castings followed by aging promotes the dissolution of excess phases concentrated along the grain boundaries and increases the ductility and strength of the alloy.
A feature of magnesium alloys is the low rate of diffusion processes (phase transformations occur slowly), which requires a long soaking time for hardening and aging. For this reason, hardening of alloys is only possible in air. Aging of cast magnesium alloys is carried out at 200-300° C; for hardening they are heated to 380-420 ° C; after hardening and aging σв = 250-270 MPa.
Magnesium alloys can be used as heat-resistant, capable of operating at temperatures up to 400° C. Due to their high specific strength, magnesium alloys are widely used in aviation, rocketry, the automotive and electrical industries. A big disadvantage of magnesium alloys is their low resistance to corrosion in a humid atmosphere.
Titanium alloys.
Titanium is one of the most important modern structural materials; has high strength, high melting point (1665° C), low density (4500 kg/m3) and high corrosion resistance even in sea water. Titanium is used to form high-strength alloys that are widely used in aviation and rocketry, power engineering, shipbuilding, the chemical industry and other areas of industry. The main additives in titanium alloys are aluminum, molybdenum, vanadium, manganese, chromium, tin and iron.
Titanium alloys of grades VT5, VT6-S, VT9 and VT16 are subjected to annealing, hardening and aging. Semi-finished products (rods, forgings, pipes) from an alloy additionally alloyed with tin (VT5-1) undergo recrystallization annealing at 700-800° C in order to remove hardening. Sheet titanium alloys are annealed at 600-650° C. The duration of annealing for forgings, rods and pipes is 25-30 minutes, for sheets - 50-70 minutes.
Highly loaded parts made of VT14 alloy, operating at a temperature of 400°C, are hardened with subsequent aging according to the following regime: hardening temperature 820-840°C, cooling in water, aging at 480-500°C for 12-16 hours; after hardening and aging: σв = 1150-1400 MPa, 6 = 6-10%, hardness HRC56-60.
Heat treatment of non-ferrous metals
Unlike ferrous metals, heat treatment of non-ferrous metals contributes not only to changes in physical and mechanical properties, but also in chemical properties. Therefore, not all steel heat treatment methods are suitable for non-ferrous metals. The most commonly used methods are:
· Low (soft) or recrystallization annealing. Within 60-90 minutes, the part is heated to a temperature 50...100 ˚C below the Ac1 point, after which the part is cooled in air. Allows you to eliminate small internal defects, relieve internal stresses and hardening, increase ductility and toughness. Used for copper, aluminum and nickel alloys.
· Stabilization. Heat treatment of non-ferrous metal parts that have deformation and excessive internal stresses due to uneven cooling of the product. Heating is carried out to a temperature that is lower than the recrystallization temperature, after which the part is kept at it for some time until it is completely warmed up and slowly cooled.
· Homogenization annealing. By heating the workpiece to a high temperature and maintaining it for a certain time, uniformity of the structure and composition of the metal is achieved (homogenization). This heat treatment method is also used to improve the chemical resistance and toughness of deformed metals.
· Dispersive rejection. A three-step process involving heating in a salt bath to near solidus temperature, rapid cooling in water or oil, and aging at high or normal temperature. Alloys that have undergone curing have very high strength while maintaining toughness.
You also need to understand that many non-ferrous metals require special heat treatment technologies and precise adherence to the temperature range. Titanium is processed only in a vacuum, as it absorbs hydrogen, which leads to deterioration in mechanical properties. Heat treatment of copper must be carried out in a protective environment, since copper actively interacts with oxygen at high temperatures. Products made of aluminum alloys are processed at a temperature of 450-500˚C, as they are capable of deformation when overheated.
Processes and varieties
In general, heat treatment of metals comes down to three simple processes, including:
- Heating raw materials or semi-finished products to the required temperature.
- Aging under specified conditions.
- Accelerated cooling.
Currently, several types of heat treatment are used, differing from each other in certain technological processing features. But in general, the processing algorithm remains the same.
Heat treatment according to the method of implementation comes in the following varieties:
- Direct processing of metal materials, which includes hardening, annealing, aging and cryogen treatment;
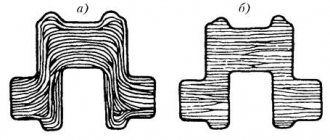
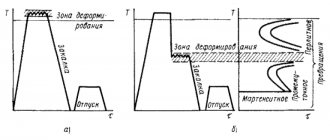
- The thermo-mechanical type of process involves a similar process using high temperatures and mechanical effects on the material;
- The chemical-thermal option involves metal processing including the process of enriching the material by adding chemical elements such as carbon, nitrogen and chromium.
Depending on the purposes of heat treatment of the metal and its alloys, one of the types of such treatment can be used.