In this article:
1. Features of thermomechanical processing
2. High temperature thermomechanical treatment
3. Low temperature thermomechanical processing (ausforming)
4. Preliminary thermomechanical treatment
5. High temperature surface thermomechanical treatment (HSTMP)
6. Controlled rolling
7. Accelerated cooling of rolled products
Virtually all rolled products produced on modern rolling mills are produced using thermomechanical processing.
Features of thermomechanical processing
Thermomechanical processing (TMT) is the combination of plastic deformation and thermal exposure, the purpose of which is to form the required structure of the metal being processed.
Combining the operations of plastic deformation and heat treatment, bringing them as close as possible and creating a single thermomechanical processing process provides a noticeable increase in mechanical characteristics (strength, toughness, etc.), which allows saving up to 15...40% of metal or more, or increasing the durability of products.
During TMT, both processes—plastic deformation and heat treatment—can be combined in one technological operation, or they can be carried out with a time interval. But in this case, a prerequisite is the passage of phase transformations under conditions of increased density of lattice defects that arise due to plastic deformation of the metal.
Thermo-mechanical processing of steel is carried out mainly according to three schemes: high-temperature (HTMT), low-temperature (LTMT) and preliminary thermo-mechanical treatment (PTMT). Thermomechanical processing also includes controlled rolling and accelerated cooling technologies.
NPP "ELSIT"
Thermo-mechanical processing of metals (abbreviated as TMT) is a set of processing operations that include deformation, heating and subsequent cooling. Moreover, the sequence of these operations can be completely different. The result of thermomechanical processing of metals is the formation of the final structure of the metal and, accordingly, its properties. There are three most common types of thermomechanical processing of metals: high temperature (HTMT), low temperature (LTMT) and preliminary (PTMT). An induction heater is capable of handling high-temperature processing of metals, performing it quickly and efficiently. High-temperature thermomechanical processing is carried out by heating the steel to a temperature that exceeds the critical point Ac3, then the metal is held for a specified period, subjected to plastic deformation and cooled at a rate that exceeds the critical cooling rate for tempering or martensite. When performing HTMT, the degree of metal deformation is 20-40%. Typically, high temperature processing is used for medium or low alloy steels. Low-temperature thermomechanical treatment of steel exposes the metal to a temperature above the critical point Ac3; cooling at a rate above critical to a temperature of high stability of supercooled austenite (this is approximately 450-550 degrees); plastic deformation at the same temperature; hardening and tempering. Low-temperature thermomechanical processing of metals makes it possible to achieve the highest strength of the product. The main advantage of this type of processing is the absence of a recrystallization process, which makes it possible to further strengthen the surface. Preliminary thermomechanical treatment is the hardening of steel before heat treatment; rapid heating to austenitic state; cooling, which allows maintaining the hardened state of the metal. An induction heater is the best equipment that allows high-temperature processing of metal products, including all types of thermomechanical processing. Thanks to the uniform distribution of heat, HDTV heating was able to take a leading position, displacing alternative heating capabilities into the background.
High temperature thermomechanical treatment
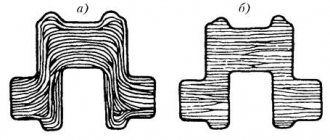
HTMT (Fig. 123, a) - heat treatment with deformation heating followed by low tempering. High-temperature thermomechanical processing practically eliminates the development of temper brittleness in a dangerous temperature range, increases impact strength at room temperature and lowers the temperature threshold of cold brittleness.
Rice. 123. Scheme of thermomechanical processing modes of steel: a – high-temperature thermomechanical treatment (HTMT); b – low-temperature thermomechanical treatment (LTMT)
High-temperature thermomechanical processing is effectively used for carbon, alloy, structural, spring and tool steels.
The essence of HTMT is that immediately after hot pressure treatment (rolling, stamping), when the steel has a temperature above Ac3 and an austenitic structure, sharp cooling is carried out - hardening. In the short time between the end of rolling (or stamping) and hardening, recrystallization does not have time to occur. In this regard, work hardening, which arose during plastic deformation during rolling or stamping, is not eliminated and remains in the steel after it cools.
Moreover, the shorter the time interval between the end of rolling and quenching, when the steel is at a high temperature, the more dislocations will remain and the greater the hardening effect will be. In practice, this period of time is several seconds, during which recrystallization partially occurs, which reduces the hardening effect. This is one of the main disadvantages of the HTMO method.
Thermo-mechanical processing of steels and alloys
Thermomechanical processing of metals (TMT) is a combination of plastic deformation of metal and heat treatment. This effect on the metal makes it possible to increase its strength both as a result of cold hardening, which is obtained during plastic deformation, and as a result of heat treatment. Thanks to this, it is possible to achieve a high range of mechanical properties of steels and alloys.
Thermo-mechanical processing of metal has existed since ancient times. Steel blades and swords were subjected to this processing method. In films about ancient knights, you can see footage of a blacksmith hitting a hot sword with a sledgehammer, after which he cools the weapon in water, then heats it again in a blast furnace and the whole process is repeated again. This is thermomechanical treatment. TMT became more widely used when it became possible to explain the physics of processes of high metal hardening.
Currently, there are two main methods of thermomechanical processing of steel:
1. HTMT - high temperature thermomechanical treatment
2. LTMT - low temperature thermomechanical treatment
High-temperature thermomechanical treatment of steel consists in the fact that immediately after hot pressure, when the metal has an austenitic structure, the steel is hardened. In the short time between the end of the deformation process and hardening, recrystallization does not have time to occur. In this regard, the hardening and hardening that occurred during plastic deformation during rolling or stamping are not eliminated and remain in the material after it has cooled. After hardening, this is further enhanced by strengthening due to phase hardening by a solid martensitic structure. Martensite formed under these conditions, in addition to its dislocations, seems to inherit those that arose during work hardening. It is clear that the shorter the time interval between the end of all processes, when the steel is at a high temperature, the more dislocations will remain and the greater the hardening effect will be. In practice, this period of time is several seconds, during which recrystallization partially occurs, which reduces the hardening effect. Recrystallization is one of the main disadvantages of the method of high-temperature thermomechanical treatment of steel. Because of this phenomenon, the degree of deformation during HTMO does not exceed 20-30%.
During low-temperature thermomechanical processing, the metal is heated to an austenitic state, then cooled below the recrystallization temperature, but above the temperature of the onset of martensitic transformation, i.e., the temperature range of plastic deformation is approximately 400 - 600 ° C. Deformation, as with HTMT, causes hardening of austenite, but recrystallization does not occur under these conditions. Then hardening is carried out: martensite is formed, which, as in the previous method, inherits dislocations, and therefore the hardening obtained during low-temperature thermomechanical treatment of steel. Here the disadvantage of the first method is eliminated, since recrystallization is practically absent and therefore the effect of hardening from work hardening is used most fully.
After hardening, in both cases, low-temperature tempering follows (100 - 300°C). TMT makes it possible to obtain a fairly high strength (σв = 2200-3000 MPa) with good ductility and toughness (δ = 6 - 8%, ψ = 50 - 60%). For comparison: after conventional hardening and low tempering σв = 2000 - 2200 MPa, δ = 3 - 4%.
There is also high-temperature surface thermomechanical treatment - VTMPO. Its essence lies in the fact that the part is subjected to surface heating by high-frequency waves and at the same time rolled with rollers. As a result, hardening occurs in the surface layer of the product, heated to the austenitic state, and after hardening a martensitic structure is formed, in which additional hardening obtained during rolling is inherited. The VTMPO method is very effective in strengthening crankshaft journals and fillets, car suspension ball joint pins and other critical parts.
The possibility of using TMT is determined by the fact that the processes of structural transformations are significantly influenced by the structural imperfections present in real alloys (dislocations, stacking faults, vacancies). On the other hand, as a result of some structural changes, new imperfections are formed, and a redistribution of existing imperfections also occurs.
The temperature of deformation during HTMT usually lies above the upper critical point of the polymorphic transformation, so attempts to draw an analogy between HTMT and heat treatment with rolling (or forging) heating are inevitable. The fundamental difference between these types of processing is that during HTMT conditions of high-temperature plastic deformation and subsequent hardening are created, under which the development of recrystallization processes is suppressed and a special structural state is created, characterized by an increased density of imperfections and their special distribution with the formation of a polygonization substructure.
The development of HTMT technology has led to the creation of a new scheme, HTMTizO, in which high-temperature deformation is combined with isothermal transformation. Products processed according to this scheme are characterized by increased performance characteristics.
TMT is widely used for both steels and non-ferrous alloys. TMO has the following varieties:
PTMT—preliminary thermomechanical treatment;
HTMT - high-temperature thermomechanical treatment;
VTMPO - high-temperature thermomechanical surface treatment;
VTMizO - high-temperature thermomechanical isothermal treatment;
LTMT - low temperature thermomechanical treatment;
NTMizO - low-temperature thermomechanical isothermal treatment;
VLTMO - high-low temperature thermomechanical treatment;
NHTMO - low-high temperature thermomechanical treatment;
DMO-1—deformation of martensite followed by tempering;
DMO-2—deformation of martensite after HTMT followed by tempering;
MTO—deformation of non-martensitic structures at the yield point;
MTO-1 - mechanical-thermal treatment by deformation at room temperature with aging;
MTO-2 - mechanical-thermal treatment by deformation at elevated temperatures with aging;
These schemes are shown more clearly in the table:
The effectiveness of a particular method of thermomechanical hardening is assessed by a set of mechanical properties.
In relation to dispersion-hardening alloys, TMT in industry is carried out according to the following technological schemes:
a) heating to hardening temperature, deformation, immediate hardening, aging (HTMT);
b) hardening, deformation, aging (HTMO).
The first scheme is relatively easy to implement, but has a drawback - the danger of strong development of recrystallization due to the high temperature of deformation carried out at the quenching temperature. It is widely used in the production of extruded products from many aluminum alloys, in which small additions of Mn, Cr, etc. make recrystallization difficult. When implementing the second scheme, difficulties may arise due to the high resistance to deformation of the solid solution at room temperature. This scheme has a number of advantages: aging occurs with the formation of very dispersed phases already during cold (or warm) deformation, a more uniform distribution of precipitates of strengthening phases formed on dislocations throughout the entire volume of grains is created. The second TMT scheme is successfully used to increase the strength of aging copper and aluminum alloys
Understanding the physical essence of hardening as a result of TMT turned out to be possible only after the basic patterns of structural changes during hot deformation began to become clearer. The old idea that hot deformation is always accompanied by recrystallization turned out to be incorrect. This is where a new wave of development of the main directions of thermomechanical processing began.
Literature:
- Bernstein M.L., Thermomechanical processing of metals and alloys, vol. 1., 1968
Solvent p 646 — https://www.dcpt.ru
Share
Tweet
Share
Share
Click to comment
You can say whatever you think about this
Cancel reply
Low temperature thermomechanical treatment (auforming)
When using the HTMT technology, the steel is first heated to an austenitic state. After holding at a high temperature, they are first cooled to a temperature above the temperature at which the martensitic transformation begins (400...600 ºС), but below the recrystallization temperature, and then at this temperature pressure treatment and quenching are carried out (Fig. 123, b).
Low-temperature thermomechanical treatment, although it provides a higher increase in strength characteristics, does not reduce the tendency of steel to temper brittleness. In addition, it requires high degrees of deformation (75...95%), which requires powerful equipment, since the steel is rolled not in a hot state, but in a warm state.
Low-temperature thermomechanical processing is used for medium-carbon alloy steels that are hardened to martensite.
The increase in strength during thermomechanical treatment is explained by the fact that as a result of deformation of austenite, its grains are crushed, the sizes of which decrease by two to four times compared to conventional hardening.
Purpose of heat treatment
The main task of heat treatment of a steel product is to give it the required performance quality or a combination of such qualities. When heat treating cutting tools made of tool and alloy steels, a hardness of 63 HRC and increased wear resistance are achieved. And the impact tool after it must have a hard surface layer and a plastic impact-resistant core. After heat treatment, steels for the manufacture of springs and spring plates become bending-resistant and elastic, and metal for rails becomes resistant to deformation and wear. In addition, thermal methods are used to strengthen the surface layers of steel products, saturating them at high temperatures with carbon, nitrogen or other compounds, as well as strengthening the cold-working by hardening after hot pressure treatment. Another purpose of heat treatment is to restore the original properties of the metal, which is achieved by annealing.
High-temperature surface thermomechanical treatment (HTMST)
The essence of this treatment is that the part is subjected to surface heating by high-frequency currents and at the same time rolled with rollers. As a result, hardening occurs in the surface layer of the part, heated to the austenitic state, and after hardening a martensitic structure is formed, in which the additional hardening obtained during rolling in with rollers is inherited. In contrast to conventional high-temperature thermomechanical treatment (HTMT), softening due to the time gap between work hardening and hardening does not occur in this case. The VTMPO method is very effective in strengthening journals and fillets of crankshafts and other critical parts.
Controlled rolling
Controlled rolling is actually a type of HTMT, and is an effective way to increase the strength, ductility and toughness of low-alloy steels.
Controlled rolling technology consists in such a choice of rolling and cooling modes after it that will ensure the production of fine and uniform grains in the finished product, which, in turn, will provide a higher level of mechanical properties. The most common application of controlled rolling is in the production of sheets.
Achieving the required microstructure is usually achieved by lowering the rolling temperature in the last three to five passes to 780...850 °C with a simultaneous increase in the degree of deformation to 15...20% and higher per pass. Accordingly, the use of controlled rolling technology requires more powerful and durable equipment. After rolling, tempering is usually carried out at a temperature of 100...200 °C to maintain high strength values.
Rice. 124. Inter-stand cooling of rolled products
During controlled rolling, due to a decrease in the deformation temperature in accelerated inter-stand cooling units (Fig. 124), in combination with accelerated cooling of the finished rolled product (Fig. 125), the steel structure is formed with fine ferrite grains, as a result, the yield strength increases, the temperature decreases and weldability improves. Controlled rolling makes it possible to obtain pearlite grains with a diameter of 5...10 microns or less, which leads to strengthening of steel by 10...30% while maintaining high ductility and toughness.
Rice. 125. Accelerated cooling after rolling
Controlled rolling has 3 stages of obtaining the required steel structure: deformation in the austenite recrystallization zone, deformation of non-crystallizing austenite, and deformation in the two-phase austenite-ferrite region.
Cooling the rolled product to a lower temperature before controlled rolling can also be done in air.
For example, such a scheme was implemented at mill 3600 of the Mariupol metallurgical plant "Azovstal".