Heat treatment of high speed steel
High-speed steels are most widely used for the manufacture of cutting tools.
Carbon in high-speed steel, as in any other steel, is an important element, under the influence of which the steel acquires the ability to be hardened to high hardness.
Χρ ohm in an amount of about 4% reduces the critical hardening rate so much that the steel becomes “self-hardening,” i.e., hardened in air. When the chromium content is higher than normal, the amount of retained austenite in the structure of hardened steel sharply increases.
Tungsten in high-speed steel is the main alloying element. Due to the high content of Wi and its carbides, hardened steel does not lose cutting ability at 560 - 600 ° C. Tungsten imparts red resistance to high-speed steel.
Vanadium is a strong carbide-forming element and creates strong carbides that inhibit grain growth when heated for quenching and reduce the tendency of the steel to overheat. Under the influence of vanadium, the red resistance of high-speed steel increases and the effect of secondary hardness during tempering increases. High-strength vanadium carbides, evenly distributed in the structure of high-speed steel, increase the tool's abrasion resistance and improve the cutting properties of the steel.
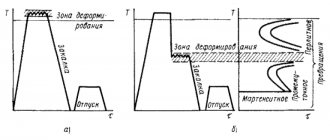
Rice. 1 . Heat treatment schedule for high-speed steel:
I - dissolution of carbides in austenite,
II - separation of carbides from retained austenite,
III —martensitic transformation
Heat treatment of high-speed steel has features determined by its chemical composition. To more completely dissolve carbides in austenite and obtain red-resistant martensite, heating during quenching is carried out to a high temperature (1260-1280 ° C).
The optimal heating temperature for hardening high-speed steel P18 for thin parts (5-8 mm) is 1260° C, for parts with a thickness of more than 10-15 mm 1280° C, and for tools of simple shape, such as cutters, 1300° C. For P9 steel, the temperature heating for hardening is 1230-1250° C.
High-speed steel has low thermal conductivity and is prone to cracking; products made from it are heated to 820–850° C slowly, so as not to cause thermal stress, and then quickly to 1260–1280° C. Final heating is best done in salt baths, since In this case, decarburization of the steel can be avoided.
The holding time at the hardening temperature depends on the cross-section of the tool and is measured in fractions of a minute. Cooling of high-speed steel is carried out in oil.
After hardening, high-speed steel must be tempered at temperatures of 580 ° C for P18 steel and 560 ° C for P9 steel.
The structure of hardened high-speed steel contains from 30 to 40% retained austenite; the hardness of such steel is significantly lower than with a homogeneous martensitic structure. Therefore, for the most complete transformation of retained austenite into martensite, multiple tempering with holding time of 1 hour is used (I, II, III, ... etc., Fig. 1). During holding and tempering, carbides are released from the austenite, and upon cooling, the austenite transforms into martensite. As a result, the hardness and wear resistance of the steel increase. The structure of high-speed steel after tempering is tempered martensite, highly dispersed carbides and a small amount of retained austenite.
Source: Ostapenko N.N., Krapivnitsky N.N. Metal technology. M. Higher school, 1970
Heat treatment of high speed steel tools
The specified heat treatment operations are used for all classes of tool steels. However, the temperature conditions of these processes largely depend on the grade of steel and the size of the tool. Considering the relatively widespread use of high-speed steels for the manufacture of cutting tools, let us consider the characteristic features of individual heat treatment operations.
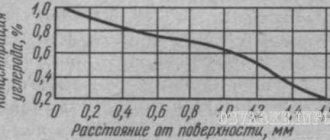
High-speed steels are typically supplied in an annealed state with a fine-grained (sorbitol-like) pearlite structure with excess carbides. The hardness of steels of normal productivity P9 and P18, according to GOST, should be no more than HB = 207-255, and of steels of increased productivity - up to HB = 269-293. In this case, the thickness of the decarbonized layer on the side for rods with a diameter of 5–100 mm should not exceed 0.45–1.3 mm.
For polished steel (silver steel), a decarbonized layer is not allowed at all. The ductility of the supplied high-speed steel, determined by the mechanical characteristics, should, if necessary, be checked by technological testing of samples by trial cutting, stamping, and bending tests.
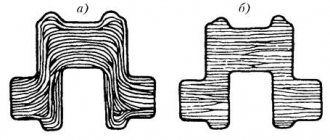
Since carbide heterogeneity in rolled products with a diameter of over 50 mm is usually greater than 3 cylinders, billets made from rods of large diameters should be subjected to additional forging to reduce carbide heterogeneity. High-speed steel ingots are also forged. Thus, the heat treatment of high-speed steels includes, in addition to the main operations of quenching and tempering, also the operations of forging and subsequent annealing. When choosing types and modes of heat treatment, one should take into account obtaining the required grain size, hardness (at least HRC = 62-65), strength and heat resistance of steel. It should also be noted that changing the heating, holding and cooling modes has different effects on obtaining the optimal values of the above characteristics. Thus, the hardness of hardened steel first increases with increasing quenching temperature and then decreases. Heat resistance depends only on the alloyed solid solution and increases with increasing quenching temperature, and strength depends on structural factors and, most of all, on the grain size and conditions of distribution of carbides. Therefore, an increase in the quenching temperature, which does not yet cause grain growth, but ensures the dissolution of small carbides, including those present in annealed steel along the grain boundaries, can increase strength. In addition, the quenching temperature that provides the highest red resistance does not coincide with the temperature that promotes maximum hardness.
Due to the poor thermal conductivity of high-speed steel, heating for forging must be slow. Billets made of P18 steel with a diameter of over 50-60 mm are first placed in a furnace with a temperature of 400-600 ° C and slowly heated, based on the calculation of 7-8 minutes for every 10 mm of thickness, and then heated to 780-820 ° C and kept at at this temperature, i.e. in the region of transformation of pearlite into austenite, also at the rate of 7-8 minutes for every 10 mm of diameter. Smaller workpieces should be immediately placed in a furnace with a temperature of 780-820° C. Further heating of rolled products to the forging start temperature / = 1140-1180° C, and ingots to / = 1150-1200° C is carried out relatively quickly. To prevent excessive hardening and the appearance of cracks, forging (rolling) stops at a temperature of 875-900 ° C, and for ingots at a temperature of 975-1000 ° C. Since high-speed steel is hardened by cooling in air, to prevent cracks, large workpieces are cooled slowly at hot sand and then isothermal annealing.
Isothermal annealing of high-speed steels is necessary to relieve stresses obtained during pressure treatment and to reduce hardness, as well as to create a structure of granular or sorbitol-like pearlite, which imparts relatively good machinability to the steel.
Isothermal annealing of high-speed steel R18 is carried out by heating to a temperature of 850-870 ° C with holding for no more than 12 hours at this temperature. After the end of holding, the steel is cooled to a temperature of 720-740° C at a relatively low speed (40-50° per hour), and then the steel is again held at 720-740° C for at least 4 hours. It should be especially noted that high-speed steels containing molybdenum or cobalt and are especially sensitive to decarburization during annealing, it is advisable to anneal in furnaces with a protective atmosphere or in cast iron shavings.
When cutting at high speed, uneven heating of the surface layer of the tool being processed is caused, which causes the creation of surface stresses and the formation of areas with a martensitic-austenitic structure. In this regard, for large tools of complex shape and long length, for example for broaches, it is recommended to perform high tempering after cutting to relieve stress and prepare the steel for hardening. This tempering is carried out by heating the tool to a temperature of 650-680 ° C, holding for up to 2-3 hours and then cooling in air or oil.
The high red resistance and cutting ability of high-speed steel depend not only on the chemical composition, the initial fine-grained structure with a uniform distribution of carbides, but also on the special conditions of quenching and tempering. Therefore, heating during hardening of such steels to high temperatures, not far from the melting point, is a specific feature of the heat treatment of these steels. Taking into account the reduced (up to 2-3 times) thermal conductivity of high-speed steels compared to carbon steels, to prevent the occurrence of increased stresses and cracks, stepwise heating is carried out for hardening. The first heating, which is done only for large (diameter over 30 mm) and complex instruments, is carried out at a temperature of 400-500 ° C in a furnace of any design. The second heating to 840 ° C, necessary for the transformation of pearlite into austenite, in order to avoid decarburization and oxidation, is carried out in furnaces with a protective atmosphere or baths. The duration of exposure during this heating depends on the shape and size of the instrument. When heated in salts, the exposure time is about -20 seconds, and in furnaces - 25-30 seconds per 1 mm of tool cross-section. Such a significant holding time is necessary not only for heating the tool over the entire cross-section to the specified temperature, but also for the complete transformation of pearlite into austenite. The final heating to the quenching temperature, necessary to dissolve the carbides of the alloying elements in the austenite, is carried out relatively quickly, since long-term exposure can lead to the growth of austenite grains. In addition, a carbide network can form along the boundaries of austenite grains, and decarburization of the surface layers of the tool can also occur. In addition, prolonged exposure near the temperatures of formation of the liquid phase changes the shape of the carbides. They acquire an angular shape and increase significantly in size due to the dissolution of small carbides.
The duration of heating to high temperatures, as established by practice, is to some extent proportional to the cross-section of the tool and is 8-9 seconds per 1 mm of diameter or thickness when heated in salt and 10-12 seconds for heating in an oven.
It should be noted that the quality of quenching largely depends on the accuracy of setting the quenching temperatures, since the quenching temperature changes with a slight change in the chemical composition of the steel. In this case, the range of changes in quenching temperatures for a certain steel should be reduced to 10-5 ° C, which increases the cutting ability of the tool up to 1.5 times.
It is most advisable to perform the final heating of tools made from conventional high-speed steels in molten BaCl2 salt, and for steels containing cobalt or more than 1.5-2% molybdenum, for better protection against decarburization, in controlled atmospheres or in very well-molten salt, but with reduced exposure, using heating to 1100-1150° C.
The cooling conditions for a tool heated to the quenching temperature should be established depending on its size and shape. Accelerated cooling to 500-400° C delays the precipitation of carbides from austenite and helps to obtain better heat resistance.
Continuous hardening with cooling in oil (30-100° C) can be used for tools of simple shape (cutters, drills) with a diameter (thickness) of up to 30-40 mm. Tools of small cross-section with a diameter or thickness of 3-5 mm can be cooled with compressed air or directly in air.
Step hardening with preliminary cooling in air with holding for 2-5 minutes in a hot cooling medium (potassium nitrate) at r = 450-500°C or 250-350°C, i.e. in the region of greatest stability of austenite, is advisable to carry out for shaped small and not very long and thin instruments. After the end of exposure, the tool is cooled directly in air. In the absence of a bath with a molten mixture, the instruments can also be cooled in oil to 300-450°, and then in air.
Isothermal hardening, recommended for large and long instruments, is carried out by cooling in molten salt at a temperature of 200-300 ° C for 30-60 minutes. In addition, for very large tools with sharp transitions, intermittent hardening can be used, which is first carried out in heated oil to 90-100 ° C, when a partial martensitic transformation is obtained, and then the tools are transferred to a tempering furnace. Hardening under pressure also deserves attention. It is used to reduce the deformation of instruments of simple shape and very small size. In this case, the instruments are first cooled in salt to 500-600 ° C, and then in oil under pressure.
Despite the high heating temperature, properly hardened high-speed steel should have a fine-grained structure consisting of alloyed martensite (about 50%), highly alloyed retained austenite (about 30%) and complex carbides (about 20%). To further convert retained austenite into secondary, more alloyed martensite, multiple tempering is carried out immediately after quenching. The latter is carried out for tools made of high-speed steels of normal productivity at a temperature of 560-570 ° C with exposure for 60-75 minutes when heated in a salt bath and with exposure for 60 minutes when heated in a furnace. After this, the instrument is cooled in air to room temperature. During aging, finely dispersed carbides are released from the retained austenite, as a result of which the austenite is depleted of carbon and alloying impurities and becomes less stable. In this case, the transformation of retained austenite into secondary, more alloyed martensite increases the hardness of the steel to HRC = 63–65. It is recommended to carry out such tempering for P18 steel 2-3 times, and for P9 steel - 3-4 times. In addition, tools that have been subjected to incomplete isothermal or intermittent hardening, as well as all large tools with a diameter of more than 80 mm, are subject to sin-, four-fold tempering.
The number of tempers can be reduced to one if freshly hardened high-speed steel is subjected to a single temper and then placed in an environment with sub-zero temperatures (-75-120 ° C). In this case, a more intense process of further transformation of retained austenite into secondary martensite occurs.
Increasing the tempering temperature of high-speed steels of normal productivity to 580-600 ° C, as is known, reduces hardness and wear resistance, but does not increase strength much, and tempering at temperatures below 550 ° C makes it difficult to completely transform austenite. On the contrary, steels of increased productivity to obtain hardness HRC = 65-66 should be tempered at a higher temperature (575-585 ° C). This provides better cutting properties for tools mainly used in finishing. For tools of the same complex shape on these steels, used for removing large-section chips, tempering is carried out at even higher temperatures (580-590′ C).
A significant increase in the durability of high-speed tools can also be achieved by additional tempering of the tool after grinding, if the tool is not subjected to such chemical-thermal refining methods as cyanidation and hot steam treatment.
Dressing of tools made of high-speed steels, in contrast to tools made of other steels, is best done immediately after hardening or when the hardened steel is heated to 300-350 ° C, i.e., under conditions when the steel has a reduced resistance to plastic deformation. In this regard, after the holiday, only additional editing is done, if necessary.
It is worth pointing out a certain feature of hardening a welded tool, which during heating during hardening must be immersed in a bath so that the upper zone of the working part of the tool is above the salt level in the bath, since the tool, due to thermal conductivity, is heated to some part of its length protruding above the surface baths. In this regard, in order to avoid strong heating, the weld is usually located above the working part by an amount approximately equal to the diameter of the working part.
Heating for hardening with high frequency currents (HFC) is a more highly productive process compared to heating in a furnace and salts. The induction heating rate is 20-1000 degrees/s (and sometimes more), while the heating rate in molten salts does not exceed 10, and in a furnace - 0.8 degrees/s. However, the quality of heat treatment of tools made of high-speed steels heated by high-frequency currents largely depends not only on the heating temperature, but also on the speed. It is known that an increase in the heating rate shifts the beginning and end of phase transformations to the region of higher temperatures. In addition, with an increase in the heating rate, the range of hardening temperatures that ensure the greatest hardness of the tool also shifts to higher temperatures, since the completion time of the processes of austenite formation and carbide dissolution changes. Although with induction heating the deformation of the entire product is less than with volumetric hardening with heating in a furnace or salt, the protruding parts of the tool can receive very large distortions. In addition, an increase in the HFC heating rate also reduces the thickness of the hardened layer, creates a sharper difference in hardness across the cross-section and increases stress and deformation. Therefore, in order to obtain higher performance properties of a TC-treated tool, it is necessary to very accurately establish the main parameters of high-frequency hardening: temperature and heating rate. When choosing the heating rate, it is necessary to take into account the required thickness of the hardened layer, depending on the size, shape and operation of the tool.
Therefore, only steels that have a sufficiently wide range of hardening temperatures at different heating rates are suitable for induction heating. These steels include carbon and alloy tool steels. In this regard, high-frequency hardening of high-speed steels is used in limited cases. This is explained both by the requirements for most tools made of high-speed steel, and by the technological features of its hardening, associated with the special conditions for the dissolution of carbides of alloying elements and their saturation of the solid solution at high temperatures close to the melting point of high-speed steels. High-speed tools such as drills, cutters, broaches, etc. are subject to repeated sharpening, and therefore must be continuously hardenable or have a hardened layer of high heat resistance and strength to a great depth. In this regard, it is advisable to use high-frequency heating of high-speed steels to obtain only local and surface hardening or when the tool has a small thickness. Such tools include hacksaw blades, segments for circular saws, taps, dies and other small tools. In addition, it is advisable to use induction heating for some low-alloy high-speed steels, the hardening temperature of which when heated in salts is significantly lower than the melting point. But even for these steels, the induction heating rate should be relatively low (15–40 s). The impossibility of strictly limiting the temperature of induction heating makes it difficult to obtain high heat resistance even for these steels, since at the specified heating rate, the duration of the steel's stay at high temperature is insufficient to dissolve the required amount of carbides and obtain the same concentration of austenite as when heated in salt. In this regard, the heat resistance of P9 steel, quenched with induction heating to temperatures that do not cause the formation of eutectic, retains a hardness of 60 only after heating to 590-600 ° C, while the heat resistance after quenching with heating in salt reaches 610 C. In addition, high-speed cutting As a result of high-frequency hardening, steels retain slightly more retained austenite compared to that obtained when heated in salt.
Based on materials: Zhigalka N. I., Kiselev V. V. design and production of cutting tools.
Characteristics of high-speed steels
The category of high-speed steels includes alloys whose chemical composition is supplemented with a number of alloying additives. Thanks to such additives, steels are given properties that allow them to be used for the manufacture of cutting tools that can operate efficiently at high speeds. What distinguishes high-speed alloys from conventional carbon alloys is that the tools that are made from them can be successfully used for processing hard materials at high speeds.
Milling a part on a professional engraving machine
The most notable characteristics that distinguish high-speed steels of various grades include the following.
- Hardness maintained when hot (hot hardness). As is known, any tool used to perform cutting processing is intensely heated during such processing. As a result of heating, conventional tool steels are subjected to tempering, which ultimately leads to a decrease in the hardness of the tool. This does not happen if high-speed steel was used for manufacturing, which is capable of maintaining its hardness even when the tool is heated to 6000. Typically, high-speed steel grades, which are often called high-speed steels, have even lower hardness compared to conventional carbon steels if the cutting temperature is within normal limits: up to 2000.
- Increased red fastness. This parameter of any metal characterizes the period of time during which a tool made from it is able to withstand high temperatures without losing its original characteristics. High-speed steels as a material for the manufacture of cutting tools have no equal in this parameter.
- Resistance to destruction. A cutting tool, in addition to its ability to withstand exposure to elevated temperatures, must also have improved mechanical characteristics, which is fully demonstrated by high-speed steel grades. Tools made from such steels, which have high strength, can successfully operate at large depths of cut (drills) and at high feed rates (cutters, drills, etc.).
Characteristics and purpose of high-speed steels