Sand casting technology
The technology of sand casting is not complicated. This casting method is used for the manufacture of castings and parts from gray cast iron and low-carbon steel alloys. Sometimes, sand casting is used for processing non-ferrous metals - aluminum, copper, etc.
When choosing such sand casting, a technologist must understand that the quality of the finished parts will be quite low. This is primarily due to the fact that the use of such technology cannot guarantee that foreign inclusions will not get into the liquid alloy. When casting in sand molds, gas formation occurs very rapidly, especially this process manifests itself when casting in wet molds. It is acceptable to use this form of casting to produce parts with complex geometry. But a number of restrictions on obtaining such blanks are imposed by the fact that the removal of the finished casting is associated with certain difficulties.
Sand casting makes it possible to produce workpieces weighing up to hundreds of tons. Thus, they produce frames for metal-cutting equipment, body parts, etc. Meanwhile, the accuracy of the resulting workpieces is below 14th grade; in addition, cavities and foreign inclusions can be found on the surface of cast parts. That is why those surfaces that will come into contact with other parts are always machined.
Lost wax casting
This method was used for casting sculptures many years ago. In the 40s of the twentieth century, it found application in the field of mechanical engineering.
It is characterized by a labor-intensive process and high prices. But in many situations the use of such technology is justified, for example:
- In the absence of subsequent mechanical processing.
- If the machining itself is too complex and time-consuming.
- Difficult-to-cut alloys are used.
There are a large number of castings made using lost wax models, as well as recipes for model and molding mixtures.
A mixture containing 50% stearin and paraffin is widely used. Under slight pressure, a low-melting alloy in a molten state is placed into the mold from the furnace. The result is fusible models that maintain precise dimensions.
The low-fusibility model is removed from the mold when the product has completely hardened. Then everything is assembled into blocks with a gating system. The next stage is immersion in a refractory suspension, the composition of which includes 70% quartz flour and 30% hydrolyzed ethyl silicate solution with increased adhesiveness. The block with the models is sprinkled with quartz sand and then dried. These operations are repeated several times to ultimately obtain a structure with a thickness of 5-8 millimeters.
Melting occurs with the help of hot air, the temperature of which will be 120-150 degrees; the use of cold water is also acceptable. The lined and dried mold is placed in the metal jacket when it comes to large varieties of castings. Then everything is covered with sand and compacted, or covered with metal mixtures.
Then the finished mold is calcined until the temperature reaches 850-900 degrees. Under such conditions, all remaining fusible metal burns out. The mold itself becomes a durable ceramic shell.
The molten alloy is placed into a mold. Use centrifugal forces when the need arises.
The casting blocks are knocked out of the flasks after the metal has hardened. Separately, the ceramic crust is beaten. To do this, the castings are leached in a bath of solution at 120 degrees. Then all that remains is to rinse everything in hot water. Many factories automate and mechanize processing processes.
To obtain precision castings, the industry began to use the following technologies:
- According to gasification models.
- Based on burnt-out models.
- By defrosting.
- Based on soluble.
- Gas-firing models or the use of foam models are one of the most promising methods.
In this case, it is assumed that one-piece forms will be used. The model is not extracted from them. The heat of the molten metal provides gasification. The mass of the final castings ranges from 0.2 kilograms to several tons.
Expanded polystyrene itself, which is used in the manufacture of parts, is characterized by its low density. Its decomposition occurs at 300-350 degrees. As a result, only styrene vapors are released; processing is carried out even with ordinary wire and knives.
For individual production, foam models are taken and undergo manual processing. Saws, planes and machines become indispensable assistants in this process. Models can be made in parts and then combined into a single whole.
Foaming inside molds made of plastic or metal is a method that is used in the case of large-scale production. Polystyrene granules are loaded inside a mold with a cavity that resembles the model in configuration and size. The granules begin to foam and expand when heated and sinter with each other. The mold cavity is filled completely. The model is removed from the mold after cooling is complete.
Conventional methods are used to mold foam models in molds. Shaking and vibrating machines are used for molding sands.
The mold is filled with alloy when production is almost complete. The model is undergoing gasification. Gases are removed into vents. The casting is formed in the place where the model used to be.
Making castings on a foam base also involves other methods. At the final stages, model removal involves the use of the following technologies:
- Dissolution.
- Calcination of the mold.
- Electric smelting.
- Mold blowing.
Foam models can easily replace lost wax counterparts.
Foundry products
Sand or earth casting is used to produce many parts. For the convenience of consumers, they can be systematized into several groups. Group A - this group includes castings of simple shapes - rings, wheels, flywheels, etc. Group B - this group includes reinforcement elements, bearing housings, complex surfaces with an obtuse or acute angle. Group B - it includes blanks for gears, frames, casings, etc. Group D - these are castings for the production of machine beds, complex body parts. Group D are castings that are produced by molding according to a model.
Complex body parts
Blanks for gears
Armature
Simple shaped castings
Thus, we can conclude that sand molds can be used to cast sewer manholes and parts with complex geometric shapes, for example, compressor stage casings, etc. When designing a sand mold, the designer must take into account what is in the direction where the finished casting will be removed and must not have any obstacles in the form of protruding rods, etc.
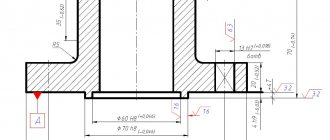
Development of a drawing of an assembled casting mold
Based on the configuration of the models and the casting, an assembled casting mold is drawn (vertical section), consisting of an upper and lower mold halves with compacted molding sand. This drawing shows the rod (shaded in a square), elements of the gating system, vents (profits), and ventilation pins. All elements of the casting mold are designated and specified by the name corresponding to the element. A drawing of the casting mold is shown in Fig. 2.6.
Rice. 2.6. Casting mold assembly
Foundry models
Models for this form of sand casting must withstand quite a lot of pressure that occurs when filling the flask with casting soil. That is why metal and hard wood are used to make injection molds. All materials that can be used to make injection molds can be combined. That is, they can be assembled on threaded connections, glued, etc. To eliminate pores on the wooden parts of the models, they are carefully treated with abrasive sandpaper. Then it is varnished. When making casting molds, it is necessary to take into account the fact that it is necessary to maintain the angles of inclination of the vertical planes. The presence of these corners will subsequently make it easier to remove the finished casting from the mold.
Basic elements of casting in sand-clay molds
One of the key factors determining the quality of casting is the properties of the sand (earth) used to obtain casting equipment. Practice shows that the finer and purer the sand, the higher the quality of the resulting casting will be. We must not forget about the rods, which can be multi- or disposable.
General classification of sand molding sands
Depending on the application, the mixtures can be divided into the following subtypes:
- facing them are used to create the working surface of the mold;
- single (filler), they are used directly to create the mold.
General classification of sand molding sands
Facing materials have a thickness that is determined by the thickness of the future casting; it can be 20 – 100 mm. A filler mixture can be poured on top of the mixture used for cladding. A filler or single mixture is used to fill the entire mold and is used for the production of equipment for all types of production, from single products to mass production.
Making sand casting mold
Sand casting begins with its creation. A distinctive feature of sand tooling is that they can only be used once and to obtain a new part it is necessary to make a new one.
The equipment is produced with a model of the future part in hand. It is installed in a flask (a wooden or metal box for molding sand) and covered with earth. Then it is necessary to compact the filled sand mixture. To do this, use manual or mechanized impact tools and devices. Once the mixture reaches the required condition, that is, the required density, the model is removed and the foundry workers will have ready-made technological equipment at their disposal.
To obtain cavities located inside the future casting, rods are used. They are usually made from the same material as the equipment itself. The process of producing a sand casting mold includes the following main steps.
- installation of the model in the flask;
- compaction of the sand mixture;
- removing the model from the flask.
The complexity and technology of production of foundry equipment largely depends on the following parameters:
- the size of the future casting;
- number of cavities;
- type of equipment.
If the mold being manufactured requires additional heating or baking, the time required for its production will increase sharply. To facilitate the removal of the finished casting, various lubricants, for example, grease, are applied to the working surfaces.
Sand casting mold assembly
After the casting tooling has been produced, it is prepared for pouring the melt. The working surfaces must be lubricated with a special compound that facilitates the free removal of the finished casting. After preparing the working surfaces, the injection molding rods are installed.
Mold making process
At the final stage, the half-forms are connected to each other and securely fastened. The reliability of the assembly will not allow the melt to flow out of the mold.
Hello student
In foundry, a mold is a cavity filled with molten metal in order to give the metal the shape of this cavity after cooling; The outlines of the casting mold correspond to the outlines of the part being cast on it.
Molds used to make only one casting are called one-time, for several - semi-permanent and for a significant number of castings - permanent.
Molding materials and requirements for them
The materials from which foundry molds are made are called molding materials.
The molding material used for the manufacture of one-time molds, in terms of strength, must only satisfy the requirement to withstand the dynamic action of the jet and the hydrostatic pressure of the metal poured into the mold, since after one casting the mold is destroyed.
For the manufacture of permanent forms, materials with significant strength are used.
Materials for making one-time molds are usually called molding soil; they must have the following qualities:
1) fire resistance - the ability not to melt under the influence of high temperature of the molten metal and not to stick (stick) to the casting material;
2) plasticity - the ability to give a good imprint of the model;
3) viscosity - adhesion between particles of the material with a minimum moisture content;
4) strength - resistance to static and dynamic loads during the manufacturing, assembly and transportation of the mold, as well as when pouring metal;
5) gas permeability - the ability to pass gases, air and vapors;
6) homogeneity;
7) durability - the ability to retain its properties under repeated exposure to molten metal;
 do not contain impurities that form a large amount of gases when pouring metal into a mold.
do not contain impurities that form a large amount of gases when pouring metal into a mold.
In addition to all this, the molding material should be cheap.
The molding material is usually a mixture of quartz sand and clay; sometimes coal powder, sawdust, chaff and other organic substances are added to it.
The presence of sand in the molding material increases the gas permeability of the material, clay increases the connection between sand particles and increases the fire resistance of the material (the melting point of sand reaches 1630°, clay 1850°). The addition of organic impurities to materials containing a lot of clay increases the porosity of the molding material, since when the molds dry, as well as when they are filled with molten metal, the organic impurities burn and form pores. When coal powder comes into contact with molten metal, it undergoes dry distillation, and the resulting gases protect the mold from excessive heating and melting.
The qualities of sand as a molding material may vary depending on the size and shape of the sand grains, as well as its chemical composition.
Sand, consisting of large round grains, has low adhesion between particles; Small grains with an irregular surface have greater adhesion.
Rounded grain shapes are typical for river sands, while angular ones are typical for mountain sands. The more even the size of its grains, the greater the porosity of sand; With a variety of grain sizes, sand porosity decreases, as smaller grains fill the gaps between larger ones. Therefore, sand containing dust should not be used as a molding material at all.
Mountain sand requires less moisture and clay for particle adhesion than river sand, but the latter is more permeable to gases.
With regard to the influence of the chemical composition on the quality of molding sand, the following can be noted: 1) a decrease in fire resistance in the presence of metal oxides; 2) a decrease in fire resistance and overall strength of the mass in the presence of lime in the material. The total amount of metal oxides in the foundry sand composition should not exceed 5%, the amount of lime should not exceed 2%.
The coal mixed with the molding soils must be thoroughly crushed. Small particles of coal should, if possible, lie between all grains of sand and, forming gases upon contact with the molten metal, protect the sand particles from both sintering among themselves and from welding to the surface of the casting.
Molding mixtures.
Molding mixtures are very diverse. Below are data on the clay content in molding sands.
Molds made from mixtures with low clay content lose strength when dry; Therefore, such forms are not dried (wet molding). This molding mixture, sometimes called lean earth, is easy to mold and is a relatively cheap molding material, but it has the following disadvantages: 1) low strength, which makes this material unsuitable for casting objects of considerable height due to the high hydrostatic pressure arising in the lower part of the casting; 2) the possibility of mold destruction when casting objects with strongly protruding parts; 3) hardening of the casting surface.
Forms made from mixtures with a high clay content are dried. This mixture, sometimes called fatty earth, has great strength when dried and is used to make molds with thin outlines and filled with highly heated metal.
In fatty mixtures, clay is not only a binding agent, but also gives strength to the molding mixture.
Molding material for rods. Cores are parts of molds designed to form voids or depressions in castings. When pouring, the cores, with the exception of the parts on which the cores are attached in the mold, called marks in the foundry industry, are surrounded on all sides by molten metal, as a result of which the gases must travel a considerable distance through the thickness of the molding material. Therefore, the materials used for the rods must have maximum gas permeability, and due to the fact that the relatively small mass of the rod material is exposed to strong exposure to molten metal, this material must also have maximum fire resistance.
Clay-free sand with a small amount of binders (fasteners) is used as a material for the manufacture of rods with the best properties. The following are used as binders:
1) Oils that are oxidized by air oxygen during the drying process of the rod. A strong film of oil oxidation products is formed on the sand grains, binding the grains together. Flaxseed oil has the best properties as a fastener.
2) Water-soluble—sulfite lye, starch, molasses. The strength of rods made with water-soluble fasteners may be reduced due to the hygroscopicity of these fasteners; therefore, the time of installation of such cores in raw molds should be as close as possible to the time of pouring the molds.
3) Melting when the rod is heated during drying and hardening when the rod is cooled - rosin, pitches, bitumen.
4) Cement; Rods made using this fastener do not require drying, acquiring the necessary strength within about 24 hours.
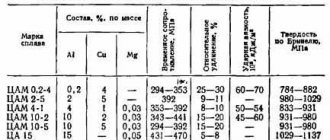
In table 31 shows indicators characterizing molding and sand-clay core mixtures of various castings.
In order to speed up the drying of cores and molds, fasteners with the addition of catalysts (alkali or acid) are used. An alkaline solution speeds up the drying process, but almost does not change the strength of the rods in a dry state. The use of acid catalysts allows not only to reduce drying time, but to increase the dry strength of the rods by 80%. The following are used as catalysts:
The use of these fasteners makes it possible to obtain rods and forms with high mechanical properties; tensile strength from 15 to 35 kg/cm2, with high gas permeability; As a result, there is no need to drill through heavy rods and install metal frames. With good pliability and knockout, the rods have low hygroscopicity and therefore can be stored for a long time under industrial conditions. Drying times are reduced by 8-15 times.
Use of liquid clay in molding sands. The clay included in the molding mixture binds the sand grains; The higher the stickiness of the clay introduced into the mixture, the stronger the mixture.
The smaller the clay particles, the better they “envelop” the sand grains and the less they reduce the gas permeability characteristic of each type of sand (large clay particles will fill the gaps between the sand grains).
In fig. 184, a shows a diagram of the correct placement of clay and sand particles in the molding sand, and FIG. 184, b - diagram of incorrect placement.
With all other properties being the same, the most important qualities of clay used in molding sands are the fineness of its particles and stickiness.
Clay comes from quarries in the form of lumps. At foundries it is crushed, dried, ground and sieved.
During the drying process, part of the clay, exposed to high temperatures, loses chemically bound water - it becomes chamotte; Since fireclay does not have stickiness, the stickiness of the clay decreases after drying.
The situation will be completely different if clay is introduced into the molding soil in the form of a solution in water (emulsion).
In this case, there is no need to dry the clay; lump clay is mixed in water to the required concentration and in this form is introduced into the molding mixture.
The clay introduced in this way envelops the sand grains with a thin layer and glues them together without filling the gaps between them.
At the same time, the total consumption of clay is reduced (by approximately 2 times).
The overall result of using liquid clay for molding sands is a reduction in clay consumption, an improvement in the quality of the molding soil and, as a consequence, a reduction in casting defects, a simplification of the technological process and a reduction in the cost of cast products.
Filling and facing soil.
Molding earth used for the manufacture of wet and dry molds is divided into filler and facing or model; the first goes to most of the form, except for the part that is adjacent to the model, and the second is applied in a small layer to the surface of the model. With such a division of the molding earth, one does not have to worry about the thorough preparation of the filling earth, which makes up the main mass of the material. However, it must be borne in mind that when using soil of the same composition, the molding process is greatly simplified. The amount of model earth is about 8-15% of the total molding mass.
The use of soil of the same composition is more advantageous for raw molding in the case of centralized mold knocking (for example, during conveyor service of a foundry), when all the earth, after knocking out and preparing, is again supplied to the molding areas.
Dividing the ground is useful when knocking out the ground throughout the hall; then there is no point in collecting the entire mass of earth, transporting it to the agricultural area and from there, after preparation, delivering it to the molding sites; in this case, it is rational to prepare only model soil in the agricultural soil, and prepare the filler soil at the molding site.
In dry molding, in most cases, soils of the same composition are not used, and the larger and more critical the castings, the more appropriate it is to separate the soil.
For the manufacture of semi-permanent molds, which are generally rarely used, molding mixtures are used with a predominant amount of clay and special additives, for example, coke, asbestos.
Cast iron and steel are used as materials for making permanent molds. In injection molding machines, molds are made from heat-resistant steels.
Permanent molds are used when casting a large number of homogeneous objects (mass production).
Castings into permanent metal molds are sometimes also made for the purpose of hardening the surface of the object being cast. To protect the casting from the molding material sticking to it, molds that are dried before pouring are coated with paints, and raw molds are coated with dry powders.
For raw forms, charcoal or graphite powder is used; the powder is poured into a canvas bag, which is shaken over the mold; In this way, a uniform coating of the mold with a thin layer of powder is achieved.
Paints for dry forms are prepared from graphite, charcoal and coke with an admixture of clay, flour or molasses. These inks, often called molding inks, leave a layer of charcoal on the mold when mixed with clay or easily charred substances when they dry.
The effect of both powdered materials and ink is that the carbon contained in them burns under the influence of the high temperature of the molten metal, forming gases that protect the mold material from destruction. When permanent metal molds are used, coating materials can sometimes also serve as a means of slowing down the cooling of products cast into such molds in order to protect them from hardening.
Download abstract: You do not have access to download files from our server. HOW TO DOWNLOAD HERE
Archive password: privetstudent.com
Types of sand molds
The variety of sand molds for casting has allowed them to be divided into several groups designed to produce castings with different characteristics.
Sand casting molds
In total, we can name 7 groups of foundry technological equipment or model kits.
- A model kit made of metal, which includes additional devices for machine molding.
- The set is made of metal and includes additional devices that are designed for machine and manual molding.
- Model kit used for machine and hand molding. The models themselves are made of metal, and some parts, for example, rods for forming cavities, are made of wood of different species.
- Set for the production of manual and machine molding. Models and rods subject to heavy wear are made of metal.
- Set for molding castings from hardwood.
- Set for forming castings, made of soft wood.
- Kits for performing manual molding of castings.
Raw sand mold
To produce casting equipment, mixtures consisting of sand, water, clay and some kind of binding material are used. A typical recipe looks something like this:
- 90% sand;
- 3% water;
- 7% clay.
Raw sand mold
Equipment of this type is considered to be very economical and widely used.
Dried sand mold
The production of such equipment is similar to the production of a raw form, but additional materials are introduced into the formulation to bind the components of the mixture.
Dried sand mold
The working surfaces of the equipment are dried by heating. This approach to the manufacture of molds leads to an increase in the dimensional accuracy of the workpieces and their quality. The production of such forms requires a lot of time and, as a result, their cost increases and the production of parts decreases.
Dry sand mold
This type of equipment uses organic additives. Their task is to bind the components of the mixture into a single whole. Final processing is carried out in an oven. The obvious advantages of these products include the accuracy of the casting. But we must understand that these molds have high manufacturing costs and low casting productivity.
Chemically hardening sand mold
Resins are introduced into the molding composition of chemically hardening equipment. They provide the formation of a model in the open air without the use of heat treatment.
Chemically hardening sand mold
The mixture is based on quartz sand. In addition to sand, the mixture includes liquid glass and caustic soda. The addition of this chemical affects the technological properties of the mold. In particular, its service life will be extended. After hardening, its strength will be higher than that of other types of mixtures.
Casting mold assembly
1- Pin; 2.13 – flasks; 3- sprue bowl 3 half-molds; 4 – casting cavity; 5 - ventilation ducts; 6,12 - rod signs;
7-rod;8,11-upper and lower half-forms; protrusions (signs) of the model;
Casting shape
most often consists of two halves: upper 8 and lower 11, made from a sand-clay mixture (in metal frames 2 and 13 (boxes). In the lower half of the mold, using model 10, a cavity 4 is formed, intended for obtaining a cylinder casting. The internal hole in the casting forms a sand core 7, which is firmly fixed with the help of rod marks 6 and 12. The protrusions 9 on the model serve to obtain impressions of the rod marks in the mold.
Before pouring the melt into the casting cavity of the mold through the sprue bowl, 3 mold halves are fastened with pins 1 or a weight is placed on the upper half of the mold. To remove gases released from the sand-clay mixture and the melt during pouring, ventilation channels 5 in the mold and rods are used.
A set of channels designed to supply the melt into the mold cavity and feed the casting during solidification, as well as to capture slags and contaminants resulting from erosion of the mold surface by the melt, is called the gating system. It consists of a sprue bowl, or funnel 3, a riser 4, supplying the melt to the slag traps 1, feeders 6, connecting the mold cavity with the bowl and the riser, and a profit 2, which serves to feed the massive parts of the casting during its cooling.
1- Slag catchers; 2- profit; 3 - sprue bowl, or funnel;
4- Riser; 5- thrust.
A set of channels designed to supply the melt into the mold cavity and feed the casting during solidification, as well as to capture slags and contaminants resulting from erosion of the mold surface by the melt, is called the gating system. It consists (Fig. 5) of a sprue bowl, or funnel 3, a riser 4, supplying the melt to slag catchers 1, feeders 6, connecting the mold cavity with the casting when it is cooled.
Characteristics of foundry sand
When performing sand casting, you must understand that the quality of the casting directly depends on the composition and properties of the foundry sand. Foundry practice has identified five key parameters that determine the quality of foundry sand.
Physical characteristics of sand
- strength;
- gas permeability;
- stability when exposed to temperature;
- subsidence ability;
- possibility of repeated use.
Strength
Strength is the ability of the mixture to maintain specified parameters during the casting operation and transportation of the flask inside the production facility.
Gas permeability
Gas permeability is the ability of sand to pass through gases formed during the solidification of the melt. If the mixture has high permeability, the porosity of the casting will be reduced. If the permeability is low, the surface quality will be much better. Gas permeability directly depends on the composition and fraction of the sand mixture.
Thermal stability
The ability of equipment to maintain a given shape when exposed to temperature, resist cracking and the appearance of other defects that appear when exposed to high temperatures of molten metal is called thermal stability.
Drawdown capacity
The ability of the molding sand to compress tightly during the solidification of the cast part. If sand did not have this property, then the cast workpiece would not have the ability to change dimensions inside the mold. And this would ultimately lead to cracking of the workpiece and the appearance of other defects that arise when molten metal spills.
Casting molds are divided into multiple and one-time (sand) molds. Multiple forms are metal (molds and chill molds), or graphite or ceramic refractory.Multiple forms
. Metal molds (molds and chill molds) for steel are usually made of cast iron, sometimes of heat-resistant steel. For casting non-ferrous metals such as brass, zinc and aluminum, cast iron, copper and brass molds are used.
Molds
. This is the most common type of multiple casting molds. Most often, molds are made of cast iron and are used to produce steel ingots at the initial stage of production of forged or rolled steel. Molds belong to open casting molds, since the metal fills them from above by gravity. “Through” molds are also used, open both at the top and bottom. The height of the molds can be 1-4.5 m, the diameter - from 0.3 to 3 m. The thickness of the casting wall depends on the size of the mold. The configuration can be different - from round to rectangular. The mold cavity expands slightly upward, which is necessary for removing the ingot.
The mold, ready for pouring, is placed on a thick cast iron plate. As a rule, molds are filled from the top. The walls of the mold cavity must be smooth and clean; When pouring, you need to make sure that the metal does not spill or splash onto the walls. The poured metal hardens in the mold, after which the ingot is removed (“stripping the ingot”). After the mold has cooled, it is cleaned from the inside, sprayed with molding paint and used again. One mold allows you to get 70-100 ingots. For further processing by forging or rolling, the ingot is heated to a high temperature.
Kokili
. These are closed metal casting molds with an internal cavity corresponding to the configuration of the product, and a gating (pouring) system, which are made by machining in a cast iron, bronze, aluminum or steel block. The chill mold consists of two or more parts, after connecting which only a small hole remains at the top for pouring molten metal. To form internal cavities, gypsum, sand, glass, metal or ceramic “rods” are placed in the mold. Chill casting produces castings from alloys based on aluminum, copper, zinc, magnesium, tin and lead.
Chill casting is used only in cases where it is required to obtain at least 1000 castings. The lifespan of the chill mold reaches several hundred thousand castings. The chill mold goes into scrap when (due to gradual burnout from the molten metal) the surface quality of the castings begins to deteriorate intolerably and the calculated tolerances for their dimensions are no longer met.
Graphite and refractory molds
. Such forms consist of two or more parts, when connected, the required cavity is formed. The form can have a vertical, horizontal or inclined parting surface or can be disassembled into separate blocks; this makes it easier to remove the casting. Once removed, the mold can be reassembled and used again. Graphite molds allow hundreds of castings, ceramic - only a few.
Graphite multiple molds can be made by machining graphite, and ceramic ones are easy to form, so they are significantly cheaper than metal molds. Graphite and refractory molds can be used for recasting in case of unsatisfactory die castings. Refractory molds are made from porcelain clay (kaolin) and other highly refractory materials. In this case, models made of easily machined metals or plastics are used. Powdered or granular refractory is mixed with clay in water, the resulting mixture is shaped and the casting mold blank is fired in the same way as bricks or dishes.
One-time forms
. Sand casting molds are subject to far fewer restrictions than any other mold. They are suitable for producing castings of any size, any configuration, from any alloy; they are the least demanding on the design of the product. Sand molds are made from plastic refractory material (usually siliceous sand), giving it the desired configuration so that the poured metal, upon solidification, retains this configuration and can be separated from the mold. The molding mixture is obtained by mixing sand with clay and organic binders in water in a special machine.
When making a sand mold, it is provided with an upper sprue hole with a “bowl” for pouring metal and an internal gating system of channels to supply the casting with molten metal during the solidification process, since otherwise, due to shrinkage during solidification (typical of most metals), voids may form in the casting (shrinkage cavities).
Shell forms
. These molds come in two types: low melting point material (gypsum) and high melting point material (fine silica powder). A gypsum shell mold is made by mixing gypsum material with water with a fastener (quick-hardening polymer) to a thin consistency and lining the casting model with such a mixture. After the mold material has hardened, it is cut, processed and dried, and then the two halves are “paired” and poured. This casting method is only suitable for non-ferrous metals.
Lost wax casting
. This casting method is used for precious metals, steel and other alloys with a high melting point. First, a mold is made that matches the part being cast. It is usually made of low-melting metal or (machined) brass. Then, by filling the mold with paraffin, plastic or mercury (then frozen), a model for one casting is obtained. The model is lined with fireproof material. The shell-shaped material is made from a fine refractory powder (for example, silica powder) and a liquid binder. The layer of fire-resistant cladding is compacted by vibration. After it hardens, the mold is heated, the paraffin or plastic model melts and the liquid flows out of the mold. Then the mold is fired to remove gases and, when heated, is filled with liquid metal, which flows by gravity, under compressed air pressure or under the influence of centrifugal forces (in a centrifugal casting machine).
Ceramic forms
. Ceramic molds are made from porcelain clay, sillimanite, mullite (aluminosilicates) or other highly refractory materials. In the manufacture of such forms, models from easily machined metals or plastics are usually used. Powdered or granular refractory materials are mixed with a liquid binder (ethyl silicate) to a gelatinous consistency. The newly made mold is flexible so that the model can be removed from it without damaging the mold cavity. Then the mold is fired at a high temperature and filled with a melt of the desired metal - steel, a hard brittle alloy, an alloy based on rare metals, etc. This method makes it possible to produce molds of any type and is suitable for both small-scale and large-scale production.