Bronze is a copper-based alloy that does not contain nickel and zinc as the main alloying components. Characterized by a relatively high melting point, the metal becomes liquid in the range from +940°C to +1300°C. The most refractory is tin-phosphorus. Bronze alloys are used to produce long products, sheets and pipes, engine parts, elements of transmission devices, liners for shut-off valves, fittings, taps, souvenirs, instrument parts and much more. You can make casting at home. Bronze is smelted in muffle furnaces or furnaces. At the melting temperature, bronze becomes thick and does not flow well into the mold; you need to know some tricks in order to do casting yourself.
Classification
Bronze alloys according to their composition are divided into:
- Tin.
- Tinless.
As the name implies, this refers to the presence or absence of tin in them. The latter are aluminum, silicon, beryllium and others, depending on the main alloying component.
Additives affect the quality of the alloy in different ways:
- Tin – adds strength and improves anti-friction properties. Large amounts of tin make metal brittle.
- Beryllium strengthens the material well; its properties are comparable to steel.
- Lead – improves corrosion resistance.
- Aluminum – again corrosion resistance and anti-friction qualities.
- Iron – improves structure and strength properties.
According to their technological properties, bronzes are divided into:
- Processable by pressure (deformable) - well stamped and forged.
- Foundry.
This is interesting: Soldering aluminum at home with a gas torch
Marking
The marking principle is as follows:
- They write the letters Br (meaning “bronze”).
- Write letters denoting alloying elements:
- Write numbers indicating the percentage of each element. For wrought bronzes, the numbers are written at the end of the markings in the same order as the letters. For foundries, a number is written after each alloying component. For example:
BrOF10-1 – deformable bronze. Tin is approximately 10%, phosphorus is 1%, the rest is copper. Or:
BrA10Zh3 – cast bronze, where aluminum is 10%, iron is 3%, the rest is copper.
There may be other impurities, but their number is insignificant.
Types of alloys
Bronze contains copper and alloying additives (beryllium, lead, aluminum, silicon and tin). All its alloys also contain components such as zinc, phosphorus, etc. In addition to bronze, the modern industrial industry is engaged in the production of other alloys from copper - constantan, copel, nickel silver, cupronickel, brass, etc.
The amount and type of alloying components in a bronze alloy determines its chemical and physical characteristics, as well as the color of the material.
Brands of bronze alloys, the melting point of which lies in the range from 930 to 1140 degrees Celsius, have their own markings. , bronze-based alloys
- Tinless;
- Tin.
People learned to combine tin with copper to produce bronze a long time ago. Tin makes the material stronger and also reduces its melting temperature. A striking example of this type of alloy is bell bronze. It contains twenty percent tin and eighty percent copper. However, products made on the basis of bell bronze are characterized by high fragility.
Tin-free bronzes, as the name suggests, do not contain tin. Such alloys today are classified into separate categories of bronzes:
Beryllium is the strongest and has many characteristics superior to steel;- Silicon-zinc - have increased resistance to abrasion (the advantage of such bronzes of this group is that when molten they have high fluidity);
- Based on aluminum and copper, they have high anti-corrosion protection and excellent anti-friction properties.
Currently, the most common bronzes are those containing tin. For the purposes of marking the material, regardless of the composition, the designation “Br” is used, after which the additives used and their content in the material are indicated. For example, you can decipher the bronze “BR OTSSNZ-7−4−2-. This tin alloy contains tin, zinc, lead and nickel. The numbers indicate their percentage in bronze. The composition of any brand of bronze may contain other elements having the following designations:
- A - aluminum alloys;
- B - beryllium-based alloys;
- F - ordinary iron;
- K - silicon element;
- Mts - ordinary manganese;
- F - phosphorus.
A little history
Bronze is actually the first alloy that humanity began to use. In the 3rd millennium BC. e. craftsmen actively used copper for a variety of purposes. Some types of ore contained a small percentage of tin. When processing this material, people noticed that such copper is denser and harder than ordinary copper. Thus, this became the birth of a new historical and cultural period, which is now known as the “Bronze Age”. Further research led to the discovery of tin, which began to be specially added to copper to obtain a high-quality alloy for making tools and jewelry.
Bronze metallurgy qualitatively increased the productivity of a wide variety of industries in which humanity was occupied at that time. Melting gradually improved, and people began to make special stone molds in which various products could be cast repeatedly. Gradually, closed molds were invented, which made it possible to make weapons and jewelry with complex designs and patterns.
Read also: Lubricator oil for pneumatic tools
Casting at home
To independently cast bronze products at home, it is necessary to provide suitable conditions.
The most important points are effective ventilation in the room and reliable fire safety measures. If you need to make small bronze products, then the work can be done in a small room. For larger structures, it is better to use a garage or workshop. It is worth noting that the flooring in the workroom must be made of some kind of non-combustible material. In order to melt bronze, it is impossible to do without a special muffle furnace. It would be great if the equipment had a built-in heating temperature controller. If you do not have the opportunity to use such a stove, then at home you can use an ordinary forge.
In addition to a furnace that can melt a metal alloy, for casting bronze products you will need:
- Crucible - a cast iron or steel container with a spout (for pouring material into molds and melting);
- Special tongs with which the crucible will be removed from the muffle furnace;
- Hook;
- Casting mold;
- Coal from wood that will act as fuel (when using a smelting forge).
So, the casting procedure is carried out according to the following scheme:
A metal alloy that needs to be melted, crushed and placed in a crucible.- The crucible is placed in a furnace and heated to the required temperature.
- After the metal alloy is melted in the crucible, it is heated in the furnace for another four to five minutes. This is necessary for the purpose of making the material as fluid as possible and filling the entire casting mold.
- The crucible, which contains the molten metal alloy, is removed from the furnace using tongs and a hook.
- The liquid metal is cast into a mold through a special hole. When performing this procedure, it is necessary to ensure that the stream is not intermittent or too thin.
The casting mold must be properly prepared in advance by properly calcining it inside the furnace. To do this, the oven must be brought to a temperature of 600 degrees and only after that the mold should be placed in it. Next, the temperature must be increased to 900 degrees and the mold must be kept in the oven for two to four hours. The larger the mold, the longer it needs to be kept in a heated oven.
Filling Features
If a molten metal alloy is cast into a large mold, then its mass will be sufficient to displace the accumulated air. If small molds are used for casting, then you should resort to special technological methods.
In this case, the forms are placed in centrifuges that operate either electrically or manually. During the rotation process, centrifugal energy is generated, ensuring uniform distribution of the metal alloy over the inner surface of the mold. However, this technology is only effective in a situation where the metal alloy is still liquid and not frozen.
After the casting is completed and the material has cooled, the product is removed using ordinary devices (tweezers and a hook). It must be remembered that the surface of recently removed structures cannot boast of a high level of quality, so they need to be subjected to special mechanical processing.
Manufacturing of casting molds
The level of quality of the resulting products is also influenced by the correctness of the casting mold, which allows the product to be endowed with the necessary geometric parameters and configuration. To create molds, a special tool is often used - a flask. The flask, the dimensions of which should be approximately one and a half times larger than the dimensions of the finished structure, includes a lower drawer and an upper frame.
The parts of the device can be connected to each other using side clamps.
The composition of the standard molding mixture includes:
- Clay;
- Fine sand;
- Stone dust.
When these components are mixed, a homogeneous mixture is obtained. To make a mold, you also cannot do without a model made of wood or other fairly soft material.
The production of the molding structure itself is carried out as follows.
- The molding mixture is placed inside the bottom drawer of the flask, which needs to be tamped down a little.
- The model is placed in the prepared composition, which must be coated in advance with powdered graphite or talc.
- The upper frame is attached to the bottom of the flask, after which it is filled with molding solution. Before backfilling, you need to make a hole for the future sprue. To do this, you can use a special conical plug.
- After the molding mixture has been compacted, the mold must be divided in two. To do this, you can use any sharp device.
- The final stage involves eliminating defects and leveling out unevenness.
The made form must be dried, only then can it be used.
Manufacturing methods and characteristics
Physical data
The characteristics of the alloy are determined by its chemical composition and can vary within certain limits. Bronze is less susceptible to corrosion and provides better metal-to-metal glide than brass. It has higher strength and is less susceptible to atmospheric influences (water and air) and better resists salts and organic acids. It is easy to machine, it can be soldered and fastened by welding. Some physical characteristics of bronze:
- specific gravity from 7.8 to 8.7 tons/cu.m. meter;
- melting point of bronze – melts when heated from 930 to 1140 degrees;
- color changes from red - the color of copper, to white - the color of tin;
- wear resistance and good sliding on metal determine the scope of application as sliding bearings; they work well in any temperature conditions;
- There is high electrical conductivity and heat transfer, resistance to steam, which contributes to the manufacture of parts for equipment operating in extreme situations.
How to make bronze
Melting and mixing copper melts and additives of different metals, which make it possible to give the alloy certain required characteristics, leads to the production of an alloy metal such as bronze. The manufacturing process involves electric induction furnaces and crucible forges; with their help, any alloys with copper can be produced.
Melting is carried out with flux additives, and the initial raw material for smelting can be either copper ore or copper scrap. Typically, scrap copper is added to the melt along with the filler metal during the smelting process. When smelting only copper ore, the following operations are performed:
- the furnace is heated, copper ore with flux additives is placed in it, and melted at a temperature of about 1200 degrees;
- a chemical oxidizer is added - phosphorous copper, half could be loaded as part of the flux, and the rest is additionally loaded with a ladle;
- during melting, filler metals are added to the deoxidized molten copper, preheated to one hundred degrees;
- After settling the melt for half an hour, the floating slag is removed from its surface, and the resulting alloy is distributed into molds.
When using scrap copper, the procedure for making bronze is the same.
Melting temperature
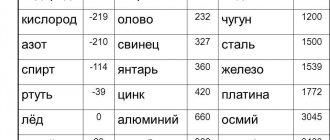
There is a table of melting temperatures of different types of bronze. Before proceeding directly to melting, it is necessary to understand what determines the temperature at which a particular metal begins to melt or completely transforms into a liquid state. Bronze is actually a number of different alloys , which contain copper as the main component, and other elements as additional (alloying) elements.
Such alloying substances can be aluminum, beryllium, tin, silicon, and so on. All the physical properties of the metal, including the melting point, depend on the chemical composition of bronze. To melt a copper alloy, you need to know its chemical composition , this is the only way to correctly determine the melting point in degrees Celsius. Let's take a look at melting temperatures.
pure metal
Although it is extremely unprofitable to produce pure copper, since its technical properties are in many ways inferior to the special grades that are produced from this metal in the metallurgical industry, it is nevertheless necessary to know the melting point of copper .
Why? The fact is that those grades of copper that are used in the national economy contain in their composition a negligible amount of alloying substances, which are considered as impurities. Thus, due to the insignificance of their quantity, the melting point of copper grades is close to the melting point of pure copper and is approximately 1084.5 degrees Celsius.
As already mentioned, the melting point depends on the composition of the substance; for this reason, the melting point of bronze varies between 900-1140 degrees Celsius.
Mixtures
Tin in bronze reduces the melting point of such alloys; it does not exceed 900-950 degrees Celsius .
Tin-free bronzes, including aluminum bronzes, have a wider range of temperatures, which depend on the chemical composition of the copper alloy. Their melting point is 950-1080 degrees. It is also necessary to take into account that bronze has high viscosity , so it is overheated after final melting to ensure better melt fluidity. Let's look at the process of melting and casting bronze step by step.
This is interesting: Semi-automatic welding in a carbon dioxide environment: diagram and modes
Characteristics of brass
The manufacture of products from this alloy is achieved primarily through casting . Therefore, it is very important to know at what temperature brass melts. This greatly depends on its chemical composition, and more specifically, on the zinc content in it, because the more of this metal, the less heat is required to melt it. If brass contains a significant amount of bismuth or lead impurities, this has a very negative effect on its flow, complicating the processing of products. Therefore, its melting point ranges from 880-950 degrees Celsius.
When making brass products, it is very important to cover them with a protective layer. For this you can use regular varnish. Despite its resistance to corrosion, it is very susceptible to oxidation in the open air. Many exposed parts or furnishings need to be cleaned regularly to prevent them from discoloring. But this is easy to do, because brass polishes very well .
Technical characteristics of the alloy
In addition to its melting point, brass has several other important characteristics due to which it is so widely used in various fields. Here are some of them:
- Specific electrical resistance is in the range of 0.07−0.08 microohms per meter.
- Density is about 8.3−8.7 tons per cubic meter.
- Heat capacity is 0.377 kilojoules per kilogram Kelvin.
Depending on the composition, brass is:
- Double - an alloy containing only copper and zinc.
- Multicomponent - containing a large number of other metals and impurities.
Pouring metal
In order to melt the material you will need:
- Melting muffle furnace, preferably with a heating regulator. For large castings you need a forge. Sometimes the material is melted with an autogen, a blowtorch, a gas or gasoline burner.
- Crucible - a steel, cast iron or fireclay (fireclay) container for melting, preferably with a spout.
- Tongs and a hook for removing the hot crucible from the furnace and other manipulations.
- Casting shape. How to prepare it for work is described below.
- Flux. Needed to protect the alloy from oxidation by air. Charcoal, borax.
- Fuel for the forge, for example, is the same charcoal.
- Ceramic or birch stick for stirring the melt.
Process sequence
- Individual pieces of metal are placed in the crucible, and the crucible itself is placed in the furnace. Then a heating regulator is installed, and bronze, the melting point of which depends on its constituent elements, begins to change shape.
- After this, the crucible is removed from the furnace using a hook, and the alloy itself is poured into the prepared mold.
- Bronze, whose melting point is relatively low, allows you to replace the muffle furnace with an autogen or a blowtorch.
A similar sequence is also suitable for working with other copper alloys. Since, for example, the melting point of bronze and brass is approximately in the same range - 930-1140 and 880-950 degrees, respectively.
Casting technology
- Pieces of raw material are placed in a crucible and heated in an oven to the desired temperature (50-100˚ Celsius above the pouring temperature) and held for 4-5 minutes. Overheating is undesirable, since some alloy components can burn at high temperatures. Before pouring, the melt is stirred several times with a stick. Melting is carried out under a layer of flux. It isolates the metal from the air and prevents oxidation.
- The crucible with liquid metal is removed from the furnace using a hook and tongs. Be sure to use a spoon to remove the slag from the surface of the melt.
- Using a thin continuous stream, the material is carefully poured into the tooling cavity through a special hole (sprue).
- When the metal has cooled, the hardened product is removed. Sometimes the melting mold is opened and the part is knocked out or the equipment is destroyed if it is disposable.
If the part has complex geometry or is very small, the melt may not squeeze out all the air from the cavity, and defects may appear on the part. In this case, centrifugal casting is used. The equipment is installed in a rotating centrifuge. Under the action of centrifugal force, the liquid metal is evenly distributed throughout the mold cavity. The centrifuge drive can be manual or electric.
Preparing the form
Before work, the mold is warmed up. The oven is heated to 500-600˚C, the equipment is placed there and the temperature in the oven is increased to 900˚C. Calcinate for 2-5 hours. The time depends on the size of the mold. Then it is taken out and cooled to 500-600˚C. After this, the metal can be cast.
Stages of artistic bronze casting
In order to perform quality casting, it is necessary to adhere to a certain sequence of actions. First of all, you should reflect in the sketch the shape of the product that you plan to cast from bronze. Based on the sketch, which is created by professional artists and designers at modern enterprises, specialists create a drawing that accurately reflects all the dimensions of the future casting. It is the drawing that is the basis for making an accurate model, which is used to produce a casting mold.
To create a model of a product that will subsequently be made from bronze by casting, various materials can be used, in particular:
- Ivory;
- wood (in this case, preference is given to such varieties of this material as pine, alder, beech, linden);
- gypsum;
- various types of polymer materials.
The cavities of the wax model of the future figurine are filled with clay, which will be removed after casting
To make the surface of the model as smooth as possible, it is primed, puttied and covered with several layers of varnish. When making a casting model, not only different materials can be used, but also different design approaches. So, models can be:
- detachable (these are complex structures consisting of several component elements that can be connected to each other along flat or complex surfaces);
- one-piece (monolithic models, the simplest type, most often used for casting at home);
- special (this includes skeletal or molding templates used in cases where it is necessary to make a casting mold for the manufacture of objects with a complex configuration).
The longest stage of bronze casting is molding - making a casting mold
In such a technological process as casting, made from bronze and any other metal, the casting mold plays a decisive role. It is into such a mold, the internal cavity of which must exactly repeat the product being cast, that the molten metal is poured, and in it it cools, forming the finished casting. Foundry molds, used both in production and at home, can be single-use or reusable, which is determined not only by the material from which they are made, but also by the features of their design.
To ensure that the compressed and solidified mixture from which the casting mold is made does not collapse at the moment when the molten metal begins to act on it, it is placed in special devices called flasks.
The mold is often made from plywood or wood
The size of such flasks, which can also be disposable or reusable, entirely depends on the geometric parameters of the future product. In flasks, which are usually made of metal, both the creation of the casting mold and the casting itself take place.
Generally accepted marking of alloys
It is necessary to understand that the composition of any alloy contains several additives that give this brand of bronze certain specific qualities. For example, the BrO3Ts12S5 alloy contains tin, zinc and lead.
You can learn about the composition of this alloy from its markings. The letters present in it, except for the first Br (bronze), mean:
Bronze markings - explanation
- aluminum – A;
- iron – F;
- manganese – Mts;
- tin – O;
- antimony - Su;
- zinc – C;
- nickel – N;
- phosphorus - F;
- silicon – K;
- lead - C;
- beryllium - B.
Step-by-step instruction
In artisanal conditions, small bronze items are mainly made, for example, decorative elements. a room specially adapted for these purposes , as well as special equipment . In some cases, it is necessary to resort to finishing the casting to the desired state by editing at home , such as removing excess molten material by hand, grinding and polishing the product.
Before you start melting metal, you need to prepare the room and acquire the necessary tools and equipment . The main requirement for the room is the presence of good exhaust ventilation, as well as a floor made of non-combustible materials such as concrete, cement or brick. When making small products, these requirements are quite easy to comply with, otherwise you will have to use the garage.
In order to smelt bronze at home, you need to purchase a special muffle furnace with the ability to regulate the temperature, but you can get by with a simple forge, the fuel for which will be charcoal.
Preparing tools
A novice foundry worker should purchase or make the following tools.
- A refractory crucible made of a refractory material (such as cast iron or steel) is a special vessel with a spout into which pieces of metal to be melted are placed.
- Devices for removing the crucible from the furnace that minimize the risk of getting burned are special hooks and tongs.
- A mold for pouring molten metal, which is made using a flask and a model.
- The flask itself is two boxes that hold a casting mold filled with molding sand.
- A welder's suit or simply a very thick apron and mittens, the purpose of which is to protect a person from flying sparks and splashes of molten metal.
Once you are convinced that all of the above is present, you can proceed directly to melting bronze.
- Preheat the oven by setting the temperature using the regulator. The temperature depends on the chemical composition of the bronze, as we discussed above. For example, for aluminum bronze this temperature will be 1040-1084 degrees Celsius.
- Next, be sure to warm up the mold , this is done so that the molten metal does not freeze when it enters a cold container. The mold is placed in the oven when it warms up to a temperature of 600 degrees, after which the thermostat is set to 900 degrees. When the temperature inside the oven rises to 900 degrees, leave the mold to warm up for 3-4 hours, after which it is carefully removed using special devices and cooled to 500 degrees Celsius.
- Place a crucible with pieces of bronze intended for melting inside a furnace heated to the desired melting temperature and bring it until the metal is completely melted. After this, leave the crucible to overheat for another 5 minutes to achieve better metal fluidity and better casting quality.
- Remove the crucible from the furnace or forge using hooks and tongs and begin pouring it into the mold.
Let's look at how to properly make a mold to obtain a high-quality product. In foundries, such a mold is made using a flask into which a mixture consisting of clay, sand and coal powder is poured. The flask consists of two halves, each of which is a box into which the molding sand will be poured.
- First, take the first box and begin to fill it with the mixture, filling it halfway, and place the model inside the box.
- Next, they continue to pour bulk material until the box is filled to the very top. During work, it is necessary to constantly level and compact the molding mixture.
- Place a second box on top and continue pouring a mixture of clay, sand and coal powder.
- In the second box it is necessary to provide sprues - holes for pouring molten bronze into the mold.
- When both boxes are filled to the top, separate them using a sharp object. One half of the model is in one box, the other half is in another.
- Carefully take out the model, connect both boxes again - the resulting void inside is the mold for filling.
Pouring into a mold
The molten metal is poured in a thin stream from the crucible into the mold , making sure that the stream flows continuously. If the part being cast has a complex shape, you need to use a special centrifuge , which, using centrifugal force, will help the melt to be correctly distributed inside the mold, completely filling it.
Carrying out work
To melt brass at home and make a high-quality casting, you must follow the technological process exactly and do not reverse the steps. Carrying out work:
- The crucible is filled with crushed consumables. It is desirable that their size be as small as possible. The speed of the smelting process will depend on this.
- Using tongs, the container is placed in the oven. The heating elements turn on.
- The crucible is heated until all the pieces of metal are melted.
- The crucible is removed from the furnace. There will be a film on the surface of the molten brass that needs to be removed with a metal rod.
- All that remains is to pour the molten alloy into the mold and wait for it to cool.
If the mold is disposable, you need to break it with a hammer or break it with any tool. Reusable structures are separated.
When casting, you need to take into account the safety rules:
- Wear protective gloves and clothing made from heat-resistant materials.
- Safety glasses will protect your eyes from fumes and drops of molten metal.
- The room must be ventilated. Vapors concentrated during metal melting can be harmful to health
- Avoid contact of heating elements with flammable liquids, materials, and substances.
By following safety rules, you can protect yourself from injury.
Brass casting is a technological process that can be repeated at home. To do this, you need to prepare equipment, assemble a homemade furnace, make molds, and perform melting and casting step by step. Allow the molten metal to cool and carry out additional processing of the finished product.
Features of the casting process
The bronze melting process occurs in the following sequence:
- Bronze scrap is crushed and placed in a crucible.
- The crucible is placed in a muffle furnace, which is recommended to be heated in advance.
- The molten metal must be overheated, for which it is kept in the oven for 5 minutes longer than necessary. This makes the melt more fluid.
- Using a hook and tongs, the crucible is removed from the oven and immediately poured into the prepared mold.
The mold should be prepared by thoroughly calcining it in the oven. If this is not done, the metal will immediately cool down and become hard when casting begins, without filling the entire mold.
Centrifugal casting
The form is prepared in the following order:
- The oven heats up to 600°.
- The mold is placed in the oven and heated to the desired temperature.
- The heating of the oven is increased to 900° and the mold is maintained in such conditions for about 3–4 hours.
It should be taken into account that the melting temperature of bronze of a given grade should be lower than the heating value of the furnace. The melt must be heated to a higher temperature to obtain maximum fluidity (bronze has a high viscosity in the liquid state), as well as to obtain a certain temperature reserve for high-quality production of the casting.
Processing temperature and technical properties of tin bronzes
Pouring bronze into a mold
Pouring the melt in itself is not difficult - the metal is poured in a thin, even stream until the mold is completely filled.
Difficulties may arise if there are no air channels into which air can escape. If the outlets are clogged, air pockets will not allow the melt to completely occupy the entire mold, and the casting will be damaged. The problem can be solved by using a centrifuge, which distributes the metal inside the mold and helps it overcome the resistance of air pockets.
How to improve the quality of a product?
In fact, it is impossible to obtain a truly high-quality item at home without fine-tuning.
It is also possible to improve the quality and appearance by making the mold using a low-melting material . To do this, we first make a plaster cast of the model from which our part will be made; this cast must consist of two parts that are fastened to each other. Paraffin or wax melted in boiling water is poured into the resulting cavity, and after it hardens, the gypsum shell is removed.
Next, the resulting low-melting model is placed in a special casting mass, forming holes for draining paraffin and pouring molten bronze. After this, the casting mass is placed in boiling water, the paraffin melts, and it is easily poured out of the mold.
The resulting casting mold is smoother and produces higher-quality products than a mold made using the conventional method.
The following video shows the process of smelting bronze at home.
Main stages
To obtain high-quality cast products, strict adherence to the technological sequence is required. The casting process is as follows:
- Making a model or copy according to a sketch or drawing. Materials for the model are easily melting at low temperatures: stearin, paraffin, wax and others. The ability to completely fill the volume of internal space in a mold has made these materials widely used.
- The gating system is attached to the model by gluing, soldering or mechanical fastening. Thus, feeders, channels, vents and other elements are formed.
- The production of injection molds is made from a refractory mixture. The main composition of the mixtures is fireclay or alumina clay and quartz sand.
- The mold is released from the model composition by heating with steam or immersion in heated water.
- Typically, bronze casting is carried out by free pouring using centrifugal machines, excess or insufficient pressure (vacuum).
- Cooling is done in air or using a thermostat.
- After cooling, the model form collapses. The gating system is cut off. The workpiece is sent for cleaning using washing or chemical compounds.
Main characteristics of bronze alloys
Bronze is the collective name for copper alloys with various alloying additives. There are many such additives that can be used:
Classification of bronze alloys
- Tin.
- Aluminum.
- Lead.
- Beryllium.
- Silicon.
All types of bronze contain small amounts of zinc, lead or phosphorus. At the same time, alloys of copper with zinc (as a full-fledged component) do not belong to bronze and are classified as brass. A separate group are alloys of copper and nickel (constantan, cupronickel, copel, nickel silver).
Bronzes are divided into:
Copper alloys - characteristics
- tin. They are alloys of copper and tin in one ratio or another;
- tin-free. Instead of tin, other materials are present (beryllium, aluminum, etc.).
Tin types are the most common. Widely known bell bronze (80% copper and 20% tin). The disadvantage of tin bronze is its fragility.
Tin-free compounds have a lot of specific qualities that are successfully used to perform various tasks.
Common types of tin-free bronze are:
- Beryllium bronze. Has high strength, superior to high-quality steel.
- Silicon-zinc. It is resistant to friction and has high fluidity in the molten state, which is facilitated by the addition of silicon.
- Lead. Demonstrates high resistance to corrosion.
- Aluminum. It is resistant to corrosion and has high friction capabilities.
Alloying additives of alloys in bronze
Comparative characteristics and differences between metals
In the metallurgical industry, there are clear criteria for distinguishing between bronze and brass. However, if a person is not associated with this field of activity, he will not be able to determine by eye what material is in front of him. Combining copper with tin or zinc produces alloys that have different properties and are used in specific areas.
Bronze and brass have different properties and belong to completely different categories. The first alloy can be tin or tin-free, while the second can be two- or multi-component.
Bronze alloy consists of tin to which lead may be added. The color of the metal will depend on the percentage of one element or another. The main additive element in brass is zinc.
Bronze is resistant to chemical and aggressive compounds. In addition, its negative reaction to salty sea water made it possible to use the alloy in shipbuilding and navigation. Brass cannot boast of this, so to give it improved qualities, additional elements must be introduced into the alloy. In addition, bronze has better strength and anti-friction characteristics than brass. This allows you to significantly expand the scope of application of the alloy.
The high zinc content in brass gives the alloy a variety of colors from pink-red to golden yellow. This is what makes it similar to noble gold.
What does brass look like?
The silvery-white color of bronze is achieved by adding more than 35% Sn to its composition. An alloy containing at least 85% copper is brownish-red in color. Since compounds with high levels of impurities are rare, it can be argued that basically brass is a metal of golden yellow color, and bronze is closer to red, sometimes dark brown. The same colors of brass and bronze will appear on the broken objects. This allows you to easily distinguish brass products from bronze ones.
From a metal such as brass, not only decorative elements are made, such as furniture fittings or artistic objects for interior decoration, but also main parts used in various industrial fields.
Bronze and brass have a lower melting point than pure copper. This makes it possible to make various products from them for home use. Artistic casting made of bronze and brass looks very beautiful. However, for this you need to have the appropriate equipment and know the technology and rules for performing such a procedure.
How to make a casting mold
The material for the mold (equipment) in non-industrial conditions is sand or clay mixture (casting into the ground) and gypsum.
Examples of mixtures for casting into the ground:
- sand, clay, coal dust in a ratio of 75% - 20% - 5%.
- clay, fireclay brick, thin sawdust, ratio 40% - 40% - 20%.
The components are mixed until a homogeneous consistency is obtained.
A model of a product made of wood or other material can also be used. It can also be a finished part, a sample.
A device for preparing sand equipment - a flask. It consists of two boxes without a lid, usually wooden. The lower one has a bottom, the upper one has no bottom (essentially a frame). The parts of the flask have centering elements for their precise location relative to each other. They are sometimes fastened together with clamps.
The equipment is made as follows:
- Before work, the surface of the flask and the product sample are sprinkled with talc.
- The sand mixture is poured into the bottom box to the edge and compacted.
- The model parts are placed in a flask on the ground and pressed.
- The upper frame is placed on the lower box of the flask.
- A truncated cone is attached to the model with its narrow part to the product. This is a model of the sprue; the melt will be poured through it. It is desirable that the sprue location be the thickest part of the product. It must be taken into account that the finished part may have defects at the pouring site.
- The upper flask is filled to the top with the mixture. They're ramming again.
- A model of the sprue is taken out of the sand.
- Use a sharp thin object to separate the upper and lower halves, marking the parting line. The upper flask with the sand mass in it is removed, and the product is carefully removed from the sand.
- The mold parts are dried and put back together.
The parting line is chosen so that the part can be removed from the tooling without damaging it. In addition, sometimes an “air vent” is made in the part of the product opposite the sprue. This is the same hole in the tooling as the sprue. Air escapes from the cavity through it during the filling process.
Production of high quality castings
It is possible to obtain products of higher quality than by casting into the ground. For this purpose, lost wax casting is used.
The equipment is made of gypsum. It is disposable and destructible. To make a mold, you need a model of the product made of wax, paraffin or other fusible material. This material should be lighter than water. The following will explain why this is important.
A wax model is also made by casting into plaster casting. Models of complex configuration are made from several parts. And plaster equipment for the model is made according to the original product or its model, similar to equipment made from sand. The result is a chain: original product - plaster mold for wax model - model - plaster mold for metal - finished product.
When the tooling for the product is ready, a wax model is melted from it by immersing the mold in hot water or simply heating it. The melted wax flows out of the cavity through the same hole into which the metal will then be poured. That is why the material of the model must be lighter than water - so that when smelted in water it rises to the surface.
You can familiarize yourself with the process by following the instructions in the video provided.