Metal welded I-beams have been used for the construction of structures and floors for a long time. But until this time in Russia its use was strictly limited to the sphere of industrial construction, i.e. when truly grandiose structures are erected, which should not care about anything.
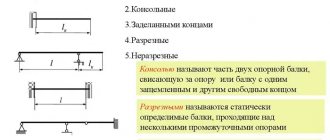
And only in recent years have such types of I-beams begun to appear that can actually be used in the construction of new houses of an ordinary residential building. Are you thinking about just such an overlap? Then we will help you learn all the features of its manufacture!
About the new technology of private housing construction
Today, the production of welded I-beams has been launched throughout the country, and is in demand even in private housing construction. And all this is due to new design and architectural solutions! Their modern volumetric planning projects require special quality load-bearing frames and reliable ceilings, which will be most effective for large spans - from 7 meters.
You've probably noticed how country cottage houses and similar buildings differ in their appearance from the original Russian hut. Now imagine how different their architecture and construction principles are! That is why steel I-beams today have become actively used to cover spans from 4 to 18 m, and both carbon and low-alloy steel are used for their production, which guarantees the required qualities and strength.
For the manufacture of such beams there is even a GOST and the necessary certificates. Tangential stresses are taken up by solid walls, and compressive and tensile stresses are evenly distributed along the length. To make it more clear to you, the role of such a vertical wall is essentially the same as that of a zigzag lattice in a metal truss. Although at first glance such beams do not look too strong or monolithic:
Manufacturing of I-beam metal structures
The process of manufacturing metal beams with an H-shaped (or I-beam) section is quite complicated. To obtain a high-quality design, it is necessary to use proven high-quality raw materials, modern high-tech production mechanisms, as well as the presence of highly qualified personnel. At the same time, high-quality incoming control, comprehensive control of all stages of manufacturing and processing of elements, as well as control of products at the output are required. Only this approach to production can guarantee the highest quality and performance characteristics of the finished product.
What is a welded I-beam?
According to their type of section, I-beams today are usually divided into rolled or composite, which are also called welded. A welded I-beam is a special type of shaped rolled metal in the form of an inclined or horizontal beam. Today it is made from carbon and low-alloy steel, always of high quality.
Let's list the main advantages of welded I-beams:
- Cover large spans with significant loads.
- Ideally redistribute horizontal and vertical loads.
- They work well in bending due to the rigidity of the beam profile.
- They do not burn and do not lose their load-bearing capacity when heated even at fairly high temperatures.
- Resistant to biological influences.
- Excellent for the construction of prefabricated building structures.
- They allow a significant reduction in the weight of the entire structure compared to hot roots.
- They are also manufactured with a completely asymmetrical cross-section.
That is why such welded beams are used today in the construction of residential buildings, industrial complexes, and even bridges and tunnels. It would seem that such a beam would be too heavy for private house construction, but in fact, the use of steel I-beams can ultimately reduce the total weight of load-bearing structures. But remember that in relation to the ceiling made of welded steel I-beams, there are strict requirements:
Assemblies of metal beams, columns, trusses, and frames
All the main connections between them can be used at the factory, and they are also made during the development of the product itself in industry. Thanks to this, it will be possible to significantly increase the overall length of all products. Moreover, such units from metal beams can be manufactured as an assembly option. Then production will be carried out on the construction site itself. With their help, it will be possible to connect separate components, combining them into one whole structure. Such connection work will cost a little more than the total cost of factory work. In this case, the same mounting bolts are required, and they are made to special order and only in accordance with the beams.
Advantages of the welded beam production method
Today, metal I-beams for the construction industry are manufactured in two main ways: hot-rolling and welding. A welded I-beam has great advantages over a rolled one. It also has better strength characteristics, while its weight is lower by as much as 30%. And all thanks to the fact that the calculation of a welded I-beam involves a competent combination of different grades of steel. This is why a welded beam in industrial production is cheaper than a hot-rolled one.
Also, welding itself as a method is good in that with its help, metal beams can be made of a wide variety of sizes, even up to 4 meters or more in height, but all this is impossible to do with hot-rolled beams. In addition, only with this method is it possible to produce a beam with different widths along the entire length.
Why create beams with variable sections, you ask? The fact is that such beams are much more economical than shelves with a constant profile. After all, even a person who is far from construction understands that in different places of the beam after its installation it will have to be subject to different stresses: in some places it is almost not loaded, and in others it is subject to wear and tear. In such “important” places they make it thicker, and where possible they rationally save on material.
In addition, if we are talking specifically about a welded beam, then a variety of steel grades are used for its manufacture. This technique allows you to reduce metal consumption. Almost the entire beam is made of ordinary steel, the most stressed part is made of high-strength steel, and the least stressed part is made of low-carbon steel. Thanks to all this, the cost of the beam is reduced by 5%, which is quite noticeable.
Installation ↑
The metal I-beam is manufactured in stages. First of all, the metal is cut into strips of the required sizes. To improve penetration, the edges are cut on a special machine. The prepared strips are mounted on an assembly mill. They are placed on the incoming conveyor, clamped, positioned and secured. The assembly is completed with welding work on a special machine. It is welded with two sets of submerged arc welding heads. The I-beam mainly consists of three elements. The waist seams are welded using automatic welding machines, and the stiffeners are welded across often manually, or in extreme cases, semi-automatically. Welded structures are assembled in various ways: using clamps and tacks or in a special jig.
metal I-beam: production process
The finished I-beam is cleaned of rust, grease, dirt and other deposits using a shot blasting machine. After this, the quality of its paint and varnish coating improves noticeably.
When constructing a structure, the seams of the belts are sometimes welded using manual technology. Then the assembly sequence changes completely. First, a vertical wall is mounted on the belt in the lower part of the structure, followed by stiffening ribs. They are grabbed and the belt is mounted at the top. The assembled structure is clamped with clamps and welding work begins.
in the photo there is a metal beam I-beam
The most critical stage of installation is the joining of I-beams. The seams of the belts in both directions from the joint are not welded to a length one and a half times greater than the waist width. The joint of I-beams is welded in the following order: the joints of the vertical wall and two chords are welded, first the one that works in tension, then the second that works in compression. The joint is completed by welding the seams on the belts in those areas that remain unwelded.
A welded structure has a lot of advantages over a rolled one and, first of all, it has higher strength characteristics with a weight that is about a third less than the rolled one.
Calculation and production of welded I-beam
High-quality welding of I-beams for floors will require a lot of attention and responsibility from you. You will need to calculate all the upcoming loads on the structure in general and on the joints of the beams themselves.
Just designing and planning I-metal welded beams takes a lot of time. Therefore, we recommend that you focus on the dimensions and purposes of finished products from manufacturers.
The modern market offers a fairly large variety of sizes of finished I-beams with their own designations and types. The dimensions of the beam are determined by the number, which indicates the distance between the outer edges parallel to each other.
For example, the marking K denotes columns and beams that must withstand enormous loads. Keep in mind that there is also a certain type of beams that are not used for floors, but only for creating heavy equipment and machinery. Such beams have their own manufacturing standards and properties.
Wide-flange designs are suitable for lighter loads. And the strength of such beams will directly depend on the length, the formula of the transverse profile, the use of raw materials and manufacturing methods, i.e. metal rolling technologies. Here is a standard welded beam for private housing construction:
Here are the parameters of welded steel I-beams for the manufacture of such beams:
How to weld a beam yourself?
If you already have some experience working with this material and you want to make welded beams for building your house yourself, you will need an alloy steel sheet as a base. The hot-rolled method of manufacturing at home is quite complicated, so welding is really better for you. This is a responsible task, so if you have the opportunity, it is more rational to immediately invite an experienced welder.
After the individual elements are ready, assemble the structure using the selected welding method. First you will need to install a vertical wall and secure the stiffeners and press everything down with clamps. The finished beam must be protected with a special coating so that it does not corrode in an aggressive environment.
How to avoid deformation?
If you make mistakes during the manufacturing process, you may encounter such unpleasant deformations of the beam, which in the future will significantly complicate the installation process:
Let us explain in more detail. Your main task when making welded beams is to then join the parts so that the seam does not work in tension.
You also take into account this important fact that the welding itself puts some stress in the beam, and this is not always noticeable to the eye. Therefore, it is advisable not to immediately weld the next part to it. Just push the seam back slightly and the beam will be level.
Comparisons: in order to avoid any deformation of the beam, especially for arranging an interfloor floor, it is subjected to special processing in the factory:
If you undertake making such a beam yourself, the following steps will help you figure it out:
Production technology
In the typical version, an I-beam is made from three sheet blanks: a wall and two flanges, welded to its ends at right angles. Manufacturing is carried out on specialized assembly lines configured to produce beams of a certain size.
The workpieces are moved on special rollers and pre-fixed in the desired position by clamping devices equipped with a hydraulic or pneumatic drive.
On the section of the assembled beam fixed by the clamping device, tacks are made by welding along the waist seam. After this, the beam moves along the rollers, is secured again, and its next section is tacked by welding.
The waist seam is finally welded after the entire structure is pre-fastened with welded tacks.
Welding of T-joints between the wall and the flanges is carried out automatically under a layer of flux. The automatic welding process can be performed with different devices. These can be welding manipulators, the torches of which weld, moving along given trajectories through articulated joints with several degrees of freedom.
Simpler devices such as self-propelled welding tractors, which are much more suitable for creating straight connections, can also be used.
Another class of devices capable of automatically welding waist seams of I-beams is cantilever or portal installations. In addition to the welding equipment itself, they include equipment for monitoring and quality control of the weld, as well as devices for supplying flux and subsequent cleaning of the seam from its residues.
Such installations carry out welding at an optimal angle of 45 °, which ensures the most favorable location of the weld pool and, accordingly, high quality of the weld.
Intense heating of the workpieces during the welding process leads to warping of the shelves. For this reason, the process of assembling I-beams includes a procedure for leveling them, carried out on special machines to correct the mushroom shape.
At the final stage of manufacturing, the ends of the product are milled.
Fastening units for welded I-beams
So, now let's understand the support nodes of metal I-beams. Their support on a steel column (support) can be rigid or hinged, that is, movable.
The connection of finished welded beams to each other during the installation process can be done in two ways:
- The first of which is that the I-beams are first welded to a special plate, and welding is carried out along the contour of the profile using fillet welds. The advantage of this particular method is that it is not necessary to separate the edges of the beams.
- The second method is to use overlays that are mounted symmetrically to the longitudinal axis, cut and welded with oblique seams. Thanks to this, it is possible to avoid problems with applying a weld along the entire side of the overlay. This welding method is suitable for structures with little future load, i.e. just for the construction of a private residential building.
- Welded beams can also be connected using a bolted connection - this is a detachable method, which is necessary to ensure that there is no residual stress in the structure, and the floor structure itself is resistant to shock and vibration loads. And also when it is not possible to invite professional welders.
Here is an interesting video comparing both types of beam connections:
As you already understand, in most cases, a metal welded beam is connected by welding, less often with bolts and even less often with rivets. All this directly affects the cost of installing such beams.
As for rivets, working with them is the most labor-intensive, although sometimes, unfortunately, you cannot do without such elements. For example, if the beam will be constantly subject to vibration (such equipment will be used), then it cannot be connected too rigidly to the structure.
If you are going to connect the entire metal structure with bolts, then:
- You will need normal and high precision fasteners. Only in places where there will be a shear load, bolts of normal or rough accuracy should not be used.
- You will need to make gaps in the beam in advance (or order something similar at the factory) so that the outer diameter of the hole itself is only 2-3 mm larger than the outer diameter of the bolt. This design will be resistant to deformation, and assembly is generally simpler.
- Precision bolt connections are well suited for hard-to-reach areas where riveted connections are not possible. But here the diameter of the holes needs to be increased by 0.3 mm so that the fasteners can easily withstand the upcoming load.
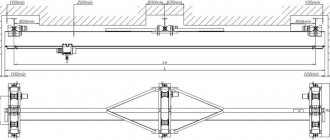
So, let’s now consider such an important stage as welding the main beam with the secondary one. Do everything step by step:
- Step 1. At the top of the main beam, make a triangular cutout of the exact size.
- Step 2. Weld the trim to the bottom of the main beam.
- Step 3. Make cuts in the bottom of the auxiliary beam that will be equal to half the width of the bottom of the main beam.
- Step 4. Now the top of the secondary beam needs to be formed into a triangular shape, the same as the top of the main beam was cut.
- Step 5. Next, we carry out installation: first the main beam, then the secondary one, and all this using the method of using an overlay.
- Step 6. And finally, the last stage is the installation of the junction of the upper parts and walls, where the overlay is also welded to the lower parts of the beams.
You can also fasten metal I-beams to each other using the bolt connection method. This method is necessary when from time to time you have to install or dismantle a specific unit. The advantage of such a connection is that there will be no residual stress in the structure. Which in itself is good, because then the ceiling will be more resistant to shock loads, and, in addition, you will not need to invite a professional welder to create the unit.
Rigid node: for static loads
Those. the beam can rest on top, directly on the center of the column profile, or the beam can be attached to the side. Then only a compressive load arises in the column, but the action of all forces occurs, so it has to be made stronger and more reliable, and this is an overconsumption of metal.
Sometimes it is also necessary to lay two beams across a span, then they are connected to each other using bolts and plates are installed between the two ribs. It is important to remember that metals are subject to thermal expansion due to temperature changes, and therefore you need to leave a small distance for their unnoticeable movement.
To transmit transverse pressure force, the rib of the beam is placed so that during installation it is directly above the column flange. In this case, the beam is connected to the column using a special overhead plate, and preferably immediately on both sides. But in such a way as not to create too tight a knot.
Here is a good example of how welded beams are combined on two spans so as not to create point stress on the intermediate floor wall:
To create a rigid beam connection, you will need a bolted or welded connection:
Hinge joint: for dynamic loads
Now about the hinged support of the welded beam. It is created using a support rib on the support table, where the entire load will be transferred. You will need to make the table itself from sheet steel.
Weld a table on three sides of the beam and make its width 2-3 cm larger than the rib of the beam. So the supporting edge should lie completely on the supporting table.
I-beam welding
Welding can be used in two situations: connecting an I-beam end-to-end when it is necessary to extend the beam (for example, when installing spans) or when cross-fastening a secondary beam to the main one. Butt welding is done in two ways.
Through the gasket
Between the ends of I-beams located in the same plane, a steel plate is placed, the size of which extends beyond the boundaries of their profile. The plate is welded using a fillet weld on both sides. The same method can be used to install rolled products of different sizes.
Among the advantages: relative simplicity - you only need to maintain the straightness of the longitudinal axis, and high speed of installation, since preliminary cutting of the edges is not required.
With overlays
Overlays can be used to further strengthen the joint. To do this, the edges of the wall (base) and shelves are pre-beveled to ensure high-quality penetration. The rolled product is welded around the perimeter while maintaining the straightness of the longitudinal axis. Sheet steel linings are attached to the upper and lower planes of the shelves, as well as to the sidewalls of the wall with clamps. Their shape can be rectangular or, for greater convenience, diamond-shaped, with the obligatory observance of the symmetry of the shape relative to the longitudinal axis. The final stage is welding of the linings around the perimeter.
Both methods are used only in cases where the structure is not critical and the load on the connection point will be insignificant.
Welding with secondary beam
This method of connecting I-beams is used in the construction of floors and load-bearing structures, and, despite the noticeably greater strength and reliability, it is performed almost as simply as the previous one.
In the upper flange of the main beam, cutouts are made in the shape of an equilateral triangle, and an overlay is welded to the lower flange. The top flange of the additional beam is given the shape of a triangle, corresponding to the shape of the cutouts in the main one. Its lower flange is cut to a length equal to the distance to the wall of the main I-beam.
The installation of the entire structure is carried out one by one: first, the main I-beams are mounted, then additional ones are docked and welded to them.
Additional functions of an I-beam in private housing construction
The floor itself does not necessarily have to consist only of metal I-beams. Often they are used only in the most intense places, and wooden I-beams are installed between the metal parts.
Why is that? The fact is that welding requires highly qualified workers. Further, in ordinary literature and Internet sites there is not that variety of components and ready-made design diagrams for installing such a ceiling; a competent engineer is really required here, and even we only give recommendations. In addition, metal is not cheap. And the quality of welding is very important. It must work for a long time, even under conditions of corrosion or changing loads.
Therefore, this option not only has the right to life, but is also quite practical:
And finally, a metal I-beam often serves as an additional functional element, which has value in any household:
Beam markings and dimensions
According to GOST wide-flange I-beam 8239-89, the size of the product is determined by the height of its wall. How to understand this? For example, if we take profile number 14, then its height (distance between the shelf) will be 140 mm, which means that beam number 55 will have a height of 550 mm. But these are not all the parameters that are specified in GOST and characterize the material. Each beam number has its own dimensions, cross-sectional area, mass and values for the axes. Beams can be distinguished by the following parameters:
- shelf arrangement. Products can be parallel or have a slope of internal edges;
- manufacturing principle. Beams are made welded from steel sheets and hot-rolled. Hot rolled are a monolithic metal structure;
- precision production. Mark “B” denotes I-beams made with increased precision, and mark “B” indicates normal precision.
First, let's look at the parameters of a hot-rolled I-beam; its dimensions and cross-section are indicated in the table in accordance with GOST 8239-72:
Additions:
- The weight of 1 m of the beam and its cross-sectional area were calculated based on the nominal dimensions, with a steel density of 7850 kg/m3.
- The values in the table provided above are defined as follows: “I” indicates the moment of inertia, “W” indicates the moment of resistance, “S” indicates the static half-section moment. As for the value of “i”, it indicates the radius of gyration.
GOST also specifies maximum deviations of weight and dimensions. They can be seen in this photo:
The designations are deciphered as follows:
- b1 – width of the part that is shortened;
- b2 – width of the part that is extended;
- ∆ – skew level;
- f – deflection level at the I-beam wall.
It is considered normal to consider metal I-beams that have a slope of edges inside from 6 to 12%. According to their purpose, they can be divided into two types: ordinary and special. The range of I-beams is specified in GOST 19425-74. It is suitable as overhead track beams and can also be used to reinforce mine shafts. In the first case, this is the “M” series, in the second, the “C” series.
GOST 26020-83 specifies the production of I-beams with parallel edges located inside. Depending on the features, the following types of products can be noted:
- Beam shelves, the height of which reaches 1 m, and the width of the shelves is 32 cm. They are designated by the letter “B”.
- Wide-shelf products, up to 1 m high, and shelves up to 30 cm wide. They are designated by the letter “W”.
- Column profiles, the width of the shelf of which is close to its height. They are designated by the letter "K".
Note! A standard metal profile has a length of 4–12 m. Products with a length of 13 m are available. But the size can be negotiated according to customer requirements.
If we talk about the sizes and parameters of wide-flange I-beams, you can pay attention to this photo. Wide-flange I-beam GOST 26020-83 table.