The need to create threaded connections is in demand in many areas of production, repair and construction. Thanks to the thread, you can create very reliable connections that are easily and quickly opened/connected.
If we don’t talk about serial and mass production, where specialized equipment is used to create screw grooves, threaded connections can also be made manually . Taps and dies are designed for this purpose .
Threaded connections have been used by humans since ancient times. The first documented use of carving dates back to the 5th-4th century BC. Humanity came to the widespread standardization of threaded connections only at the beginning of the 19th century.
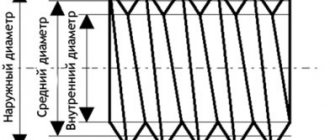
The threaded connection consists of 2 parts: internal and external threads. Holes are equipped with internal threads, and shafts are equipped with external threads. The main thread parameters are:
- Diameter
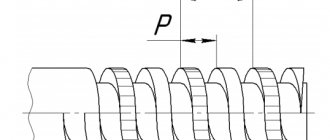
- Step
- Direction (right, left)
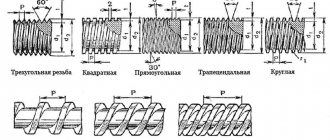
- Profile (triangular, round, rectangular, etc.)
Today there is a fairly wide variety of threaded surfaces. Main types of thread: metric, inch, pitch, modular. Threads are cylindrical, conical, trapezoidal. According to their purpose, threads are divided into fastening, sealing and running threads. The review will tell you how to cut threads.
The most common thread is metric, followed by inch thread, also known as pipe thread.
How to make a carving
The threaded connection includes 2 components:
- Internal thread
- External thread
A separate tool is used to produce each type of threaded surface. Internal threads are created using taps . The tap is used in conjunction with the driver. The external thread is created with a die , which in turn is installed in the die holder.
How to cut a thread with a tap.
How to properly cut threads with dies and taps - instructions
Often, when performing home repairs, it becomes necessary to make threads - external or internal. In order not to involve specialists in this, but to do it yourself, you need to purchase a special tool. Cutting with dies and taps does not require any special skills or abilities. It is enough to know their types and technical parameters.
A little about the features of the tool
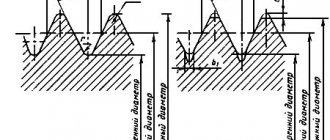
The first step is to decide on the type of thread. It is divided into 2 main types: metric and inch. The first one with the left direction is most often used. In order not to measure the distance between the grooves, you can find out the type by the shape. A metric thread in cross-section is an equilateral triangle, and an inch thread is an isosceles one.
Which products use a certain type of thread? Fasteners use metric, while water pipes use inch. In addition, you need to take into account the following factors that influence the process of cutting connecting elements.
- If the thread is intended to be connected to a finished part, its geometric dimensions must be appropriate.
- When manufacturing complete fasteners, it is recommended to use the metric type.
- The diameter of the workpiece must be different from the thread size. For the outside - to a lesser extent, for the inside - to a greater extent.
Self-cutting of threaded connections is carried out using dies and taps. They are made of high-strength steel with a standardized working fluid size.
Outdoor
The die is a nut with internal slots and external clamps for turning the tool. It can be of various shapes - round, square or hexagonal. If the work is carried out at home, you will need a vice to fix the part.
Die holder and dies
Before performing work, the main thing is to choose the correct diameter of the workpiece. It should be 0.2-0.3 mm smaller than the size of the future thread. For metric, you can use the data from the table.
The workpiece should be prepared in advance. If its cross-section is not a circle, you need to turn it. Then a conical chamfer is removed from the end part to mark the first turn of the thread.
Next you need to follow the instructions exactly:
- Having secured the workpiece in a vice, the correctness of its location is checked.
- Installing the die into the die holder. Its surface must be in the same plane as the surface of the workpiece end.
- The first turn is performed with little effort. It is important to make turns in the right direction.
- Having reached the lower limit, the die must be turned in the opposite direction.
External thread cutting
One such pass will not be enough to form a thread with good geometry. It is recommended to repeat the procedure 3-4 times until the die is freely screwed onto the workpiece. To check the quality, tighten a nut of the appropriate diameter. If force is observed, you can treat the outer part of the workpiece with fine-grained sandpaper.
Internal
Taps must be used to form internal threads. They are a cylinder with an external notch. If you need to process small parts with a diameter of up to 20 mm, you can use a manual type of tap. Larger sizes require machining using a machine.
Internal thread cutting
To cut internal threads, the master will need a tap and a driver. The tap consists of 3 main parts:
- cutting part
- Calibrating part
- Shank
There are 3-4 grooves along the screw thread of the tap, which are used to remove chips. The tap can have several types of heads:
- Elongated pointed
- Flat
Taps with an elongated pointed head are used for cutting threads in through holes . In this case, the pointed head helps center the cutting part of the tap when creating the first turns.
Flattened taps are used to make threads in blind holes . With such taps it is a little more difficult to cut the first turns of the thread.
The tail part of the tap is inserted into the driver. The head of the tap is placed in the hole and the tap is screwed in with a rotating motion, thus cutting the thread.
Tap kits are usually available for internal threading. If the thread is created in ordinary carbon steel, then for screw cutting it is recommended to use 2 taps, roughing and finishing .
The first pass is made with a roughing tap. The essence of a rough tap is to create a thread blank. In this case, when passing through a finishing tap, you can achieve the cleanest and most accurate helical groove . When working with a finishing tap, there is no longer any need to center the tool and make excessive efforts to cut metal.
If the internal thread is created in stainless steel or hard alloy, then it is best to use a set of 3 taps: rough, semi-finish, finishing. Triple passage with different taps allows you to achieve a high quality helical groove .
When making internal threads in titanium alloys, it is recommended to use a set of 5 taps!
What else do you need to know about the types of carvings?
Manual or machine internal thread cutting
As a rule, only metric threads are cut by hand. In this case, the diameter of the helical groove is usually no more than 20 (mm). If you need to create a larger thread, the craftsman will need the help of equipment. The same applies to pipe (inch) type threads.
For machine thread cutting the following are usually used:
- Lathe
- Drilling machine
- Threading machine
It is very easy to distinguish between hand and machine cutting taps. In manual type taps, the tail part has a square slot , which allows you to fix the tool in the driver. Machine taps have a shank for a collet clamp or a self-centering chuck. In some cases, the tap shank is created under a Morse taper.
A separate category of tools for machine cutting internal threads uses the so-called rolling taps . Such taps do not have grooves for chip exit. In this case, the thread is created without the formation of chips.
How to cut a thread with a die.
Application of cutters
When cutting threads with a cutter, the following types of this tool are used:
1. Round. Installed in the hole in the end of the holder. They belong to the shaped type of incisors. Used for internal and external processing of workpieces.
2. Rod. The heads are made of various shapes and sections, located on the rod. To increase the service life of the tool, some models have hard alloy brazing on the working edges.
3. Prismatic. Installation on the lathe is carried out using a dovetail holder. They are subject to more sharpening than round versions and are suitable for processing parts exclusively from the outside.
The outer threaded surface can be cut on a machine with both straight and bent versions of the tool mounted in a mandrel, and the inner one can be cut with curved and straight ones. High-speed steel is used in the manufacture of cutters. Detailed characteristics are standardized, and together with diagrams and drawings are indicated in GOST 18876-73.
The thread profile corresponds to the configuration of the tip of the cutter, which, in turn, can be rounded or have a chamfer. Depending on the material of the workpiece, the rake angle of the tool is selected (0-25 degrees). Thus, for hard and brittle parts this parameter is less than for those made of viscous and non-ferrous metals. There are detailed diagrams for choosing the cutting angle for most materials. Before cutting an internal thread on a machine, it is necessary to drill a hole or additionally bore it.
The rear lateral angles of the cutters are set to be the same on the right and left sides, and are selected in such a way that there is no friction between the surface of the tool and the groove formed by it. When the thread lead angle does not exceed 4°, the indicator is set in the region of 3–5°. Otherwise, the angle is set within 6 - 8 degrees.
When cutting threads on conical and cylindrical steel workpieces, cutters with carbide inserts T15K6, T30K4, T14K8, T15K6 are used. When working with cast iron parts, tools made of VKZM, V2K, VK6M, VK4 alloys are used.
Technology for using turning tools:
- The cutter is fixed in the tool holder, and the workpiece is fixed in the centers or chuck of the machine.
- The cutter moves along the axis of rotation of the workpiece, drawing a helical line. Both movements are strictly consistent with each other. In other words, during one revolution of the part, the cutter moves by the calculated pitch of the future thread.
- The support is driven by the spindle through the gearbox and lead screw. In this case, the gear ratio must be equal to the ratio of the pitch of the lead screw to the pitch of the thread being cut.
- The cutter is fed according to one of the following schemes: parallel to the generatrix of the thread (only the cutting edge is in contact), perpendicular to the axis of rotation of the workpiece (the entire profile is in contact).
- To form threads with large pitches on a machine, the workpiece is pre-processed with a slotted cutter. Its profile angle differs by 5-10° from the thread profile angle.
- Labor productivity when working with lathes is low, since a lot of time is spent reversing the cutter and setting it to size.
- The work requires increased attention and is performed exclusively by a highly qualified specialist.
External thread cutting
An integral part of any threaded connection is the externally threaded component . It is he who screws into the hole with internal threads. Rotating bodies, that is, shafts, are equipped with an external threaded surface. This type of thread is typical for bolts, studs, lead screws, all kinds of couplings and adapters .
A special tool is used to cut external threads:
- Die
- Die holder
As is clear, the die is inserted into the die holder. The die fixed in the holder is placed on the tip of the chamfered shaft. Next, the die is pressed down and screwed onto the shaft.
The height of the dies depends on the diameter of the thread being cut. On average, a die has 8 helical grooves. If we consider dies for cutting metric threads, the industry offers dies from M3-M6 to M52. In addition to dies for cutting traditional metric threads, there are dies for pipe (inch) threads, which can be either cylindrical or conical.
A type of dies is lerka. The key difference between lerks and dies is the design. The lerka is presented as a one-piece product . The die can have a split or sliding design .
- Split dies have a cut on one side, which makes the threaded product springy . Split-type dies are typically used to renew clogged or stripped threaded surfaces .
Of course, the split die can also be used for direct thread cutting. But due to the spring design, the accuracy of the threaded surface will be far from ideal. As a rule, the first, so-called “roughing” pass is made with a split die.
- Sliding dies have a collapsible design. If in split dies the cut is made only on one side of the product, then in sliding analogues the die is cut into 2 equal parts.
Sliding type dies usually have a prismatic shape . To work with such dies, you should use a die with a clamping mechanism.
There are 6 standard die sizes.
Sliding dies are characterized by increased durability. Thanks to the collapsible design, the cutting edges can “play” under critical loads. This avoids the appearance of chips and cracks on the threaded grooves.
Of course, the collapsible design of the dies affects the accuracy of thread cutting. Usually, with the help of a collapsible prismatic die, it is possible to achieve 6-7 quality accuracy , while non-separable analogues provide the possibility of obtaining threads of 8-9 quality .
- Solid lerks are cast one-piece dies. The main advantage of the lehr is the ability to cut threads with a high degree of accuracy . The good quality of the resulting thread is due to the non-demountable rigid structure.
Regarding weak points, the lehrs have them. The high rigidity of the structure makes such dies susceptible to chips and cracks. The cut edges in lehrs often become chipped. Leathers are significantly inferior in durability to split and sliding analogues. When using a lehr, it is recommended to use plenty of lubricant . Cooling won't hurt either.
Classification
In construction stores you can see different types of tools. Equipment is classified according to the following criteria:
- hull design;
- a method for creating coils on the surface of a workpiece;
- equipment form.
If we talk about classification by form, we can distinguish the following types of instruments:
- round dies;
- tubular equipment;
- square dies;
- equipment in the shape of a polyhedron.
Speaking about the design of the tool, we can distinguish the following groups:
- One-piece equipment. The most popular option. It is a round cast form whose body cannot be disassembled. It has several holes for securing the knob. This type of tool gained popularity due to its ease of use, reliability, and durability. The sharpening of the cutters lasts for a long time.
- Cutting tools. Special devices that have certain design features. Thanks to this, the process of creating threads is simplified.
- Sliding structures. They are modern devices that can be expanded to the required diameter. These are expensive models.
Another classification concerns the purpose of the equipment. There are 3 groups:
- production of round threads;
- creating a cylindrical threaded connection;
- production of conical threads.
Devices are made in factories in compliance with a number of standards specified in government documents GOSTs.
Types of dies for thread cutting
Additional Threading Techniques
Regarding manual work, threads of only initial standard sizes . The larger the thread diameter is cut, the more force must be applied to the cutting tool.
In the past, serial and mass production of metal products did not exclude manual labor in the manufacture of threaded surfaces. Today, threads are almost completely cut using specialized equipment. Thread-cutting and thread-rolling units have become widespread.
There are even compact machines that make it possible to cut threads by machine on site.
screw cutting machines do this job well . Of course, you can trust the creation of threaded surfaces to an ordinary lathe. When using machine turning equipment, dies and taps are often used for manual cutting. But threads, internal and external, can be made even with an ordinary turning tool.
External thread cutting with a die
To cut external threads, you will need the following tools and materials: a die or pipe clamp, a die holder, a file, a vice, a caliper, and machine oil.
The most widespread are round dies (lerks). They are either solid or split. The diameters of solid round dies are standardized. This allows you to choose the appropriate option from a large range of sizes, for example, M10, M12, M14, M16.