Необходимость создания резьбовых соединений востребована во многих сферах производства, ремонта и строительства. Благодаря резьбе можно создавать очень надежные соединения, которые при этом легко и быстро размыкаются/соединяются.
Если не говорить за серийное и массовое производство, где для создания винтовых канавок используется специализированное оборудование, изготавливать резьбовые соединения можно и вручную. Для этой цели предназначены метчики и плашки.
Резьбовые соединения используются человеком с античных времен. Первое задокументированное использование резьбы датируется V-IV веком до н.э. К повсеместной стандартизации резьбовых соединений человечество пришло лишь в начале XIX века.
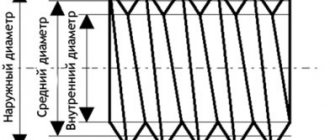
Резьбовое соединение состоит из 2 частей: внутренней и внешней резьбы. Внутренней резьбой оснащаются отверстия, а внешней – валы. Основными параметрами резьбы являются:
- Диаметр
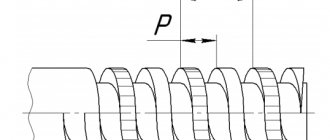
- Шаг
- Направление (правая, левая)
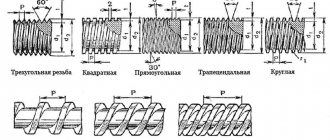
- Профиль (треугольный, округлый, прямоугольный и пр.)
На сегодняшний день существует достаточно широкое видовое разнообразие резьбовых поверхностей. Основные виды резьбы: метрическая, дюймовая, питчевая, модульная. Резьбы бывают цилиндрическими, коническими, трапециевидными. По назначению резьбы делят на крепежные, уплотнительные и ходовые. В обзоре будет рассказано, как нарезать резьбу.
Наибольшее распространение получила метрическая резьба, за ней идет дюймовая, она же трубная.
Как изготовить резьбу
Резьбовое соединение включает в себя 2 компонента:
- Внутреннюю резьбу
- Внешнюю резьбу
Для изготовления каждого вида резьбовой поверхности используется отдельный инструмент. Внутреннюю резьбу создают при помощи метчиков. Метчик используется в комплекте с воротком. Внешнюю же резьбу создают плашкой, которая в свою очередь устанавливается в плашкодержатель.
Как нарезать резьбу метчиком.
Как правильно нарезать резьбу плашками и метчиками – инструкция
Часто во время выполнения домашнего ремонта возникает необходимость сделать резьбу — наружную или внутреннюю. Чтобы не привлекать к этому специалистов, а выполнить самостоятельно – нужно приобрести специальный инструмент. Для нарезания плашками и метчиками не потребуется особых навыков или умений. Достаточно знать их виды и технические параметры.
Немного об особенностях инструмента
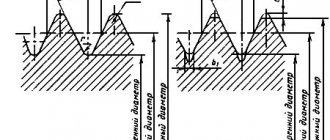
На первом этапе следует определиться с типом резьбы. Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков. Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Наружная
Плашка представляет собой гайку с внутренними прорезями и наружными фиксаторами для поворота инструмента. Она может быть различной формы — круглой, квадратной или шестиугольной. Если работа проводится в домашних условиях – понадобятся тиски для фиксации детали.
Плашкодержатель и плашки
Перед выполнением работы главное – правильно подобрать диаметр заготовки. Он должен быть на 0,2-0,3 мм меньше, чем размер будущей резьбы. Для метрической можно воспользоваться данными из таблицы.
Заготовку следует предварительно подготовить. Если ее сечение не представляет собой круг – нужно выполнить обточку. Затем на торцевой части снимается конусная фаска для наметки первого витка резьбы.
Далее нужно следовать точно по инструкции:
- Закрепив заготовку в тисках, проверяется правильность ее расположения.
- Установка плашки в плашкодержатель. Ее поверхность должна находиться в одной плоскости с поверхностью торца заготовки.
- Первый виток выполняется с небольшим усилием. Важно выполнять повороты в правильном направлении.
- Дойдя до нижней границы – плашку нужно проворачивать в обратном направлении.
Нарезание наружной резьбы
Одного такого прохода будет недостаточно для формирования резьбы с хорошей геометрией. Рекомендуется повторить процедуру 3-4 раза, пока плашка не будет свободно закручиваться на заготовку. Для проверки качества следует закрутить гайку соответствующего диаметра. Если будет наблюдаться усилие – можно обработать наружную часть заготовки наждачной бумагой мелкой зернистости.
Внутренняя
Для формирования внутренней резьбы необходимо использовать метчики. Они представляют собой цилиндр с наружной насечкой. Если необходима обработка небольших деталей, диаметром до 20 мм – можно использовать ручной вид метчика. Для больших размеров необходима механическая обработка с использованием станка.
Нарезка внутренней резьбы
Чтобы нарезать внутреннюю резьбу, мастеру потребуется метчик и вороток. Метчик состоит из 3 основных частей:
- Режущей части
- Калибрующей части
- Хвостовика
Вдоль винтовой нарезки метчика предусмотрены 3-4 канавки, которые используются для отвода стружки. Метчик может иметь несколько разновидностей головки:
- Вытянутую заостренную
- Плоскую
Метчики с вытянутой заостренной головкой используются для нарезки резьбы в сквозных отверстиях. В этом случае заостренная головка помогает центрировать режущую часть метчика при создании первых витков.
Метчики со сплюснутой головной частью используются для изготовления резьбы в глухих отверстиях. Такими метчиками немного сложнее нарезать первые витки резьбы.
Хвостовая часть метчика вставляется в вороток. Головка метчика помещается в отверстие и вращающим движением метчик вкручивается, нарезая таким образом резьбу.
Для нарезки внутренней резьбы обычно предлагаются комплекты метчиков. Если резьба создается в обычной углеродистой стали, то для винтовой нарезки рекомендуется использовать 2 метчика, черновой и чистовой.
Черновым метчиком делается первый проход. Суть чернового метчика в том, чтобы создать заготовку резьбы. В этом случае при прохождении чистовым метчиком можно добиться получения максимально чистой и точной винтовой канавки. При работе чистовым метчиком уже нет необходимости центрировать инструмент и прилагать излишние усилия для резки металла.
Если же внутренняя резьба создается в нержавеющей стали или твердом сплаве, то лучше всего использовать комплект из 3 метчиков: чернового, получистового, чистового. Тройной проход различными метчиками позволяет добиться получения винтовой канавки высокого качества.
При изготовлении внутренней резьбы в титановых сплавах рекомендуется использовать комплект из 5 метчиков!
Что еще нужно знать про виды резьбы.
Ручная или машинная нарезка внутренней резьбы
Как правило, вручную нарезается лишь метрическая резьба. При этом диаметр винтовой канавки обычно составляет не более 20 (мм). Если требуется создать резьбу более крупного размера, то мастеру потребуется помощь оборудования. Это же относится и к резьбе трубного (дюймового) типа.
Для машинной нарезки резьбы обычно используются:
- Токарный станок
- Сверлильный станок
- Резьбонарезная машина
Отличить метчики для ручной и машинной нарезки очень просто. В метчиках ручного типа хвостовая часть имеет квадратный шлиц, что позволяет фиксировать инструмент в воротке. Машинные же метчики имеют хвостовик под цанговый зажим или самоцентрирующийся патрон. В некоторых случаях хвостовик метчика создается под конус Морзе.
Отдельной категорией инструмента для машинной нарезки внутренней резьбы используются так называемые накатные метчики. Такие метчики лишены канавок для выхода стружки. В данном случае резьба создается без образования стружки.
Как нарезать резьбу плашкой.
Применение резцов
При нарезании резьбы резцом, используются следующие типы этого инструмента:
1. Круглые. Устанавливаются в отверстие торца держателя. Относятся к фасонному типу резцов. Используются для внутренней и внешней обработки заготовок.
2. Стержневые. Головки выполняются различной формы и сечения, расположены на стержне. Для повышения ресурса инструмента, некоторые модели на рабочих гранях имеют напайки из твердых сплавов.
3. Призматические. Установка на токарный станок выполняется посредством держателя “ласточкин хвост”. Подвергаются большему количеству заточек, чем круглые варианты, подходят для обработки деталей исключительно с внешней стороны.
Наружную резьбовую поверхность можно нарезать на станке и прямыми, и отогнутыми разновидностями инструмента, смонтированными в оправку, а внутреннюю – изогнутыми и прямыми. При изготовлении резцов используется быстрорежущая сталь. Подробные характеристики стандартизированы, а вместе со схемами и чертежами указаны в ГОСТ 18876-73.
Профиль резьбы соответствует конфигурации вершины резца, которая, в свою очередь, может быть скругленной формы, либо же иметь фаску. В зависимости от материала заготовки подбирается передний угол инструмента (0-25 градусов). Так, для твердых и хрупких деталей этот параметр меньше, чем для изготовленных из вязких и цветных металлов. Существуют подробные схемы выбора угла резания под большинство материалов. Прежде чем нарезать внутреннюю резьбу на станке, необходимо выполнить сверление отверстия или его дополнительную расточку.
Задние боковые углы резцов выставляются одинаковыми с правой и левой сторон, а подбираются таким образом, чтобы отсутствовало трение между поверхностью инструмента о сформированную им канавку. Когда угол подъема резьбы не превышает 4°, показатель выставляется в районе 3–5°. В ином случае угол устанавливается в пределах 6 – 8 градусов.
При нарезании резьбы на конической и цилиндрической заготовке из стали используются резцы с твердосплавными пластинами Т15К6, Т30К4, Т14К8, Т15К6. В случае работы с чугунными деталями, применяются инструменты из сплавов ВКЗМ, В2К, ВК6М, ВК4.
Технология использования токарных резцов:
- Резец закрепляется в резцедержателе, а обрабатываемая деталь – в центрах или патроне станка.
- Резец перемещается вдоль оси вращения заготовки, прочерчивая винтообразную линию. Оба движения строго согласуются между собой. Иными словами, за один оборот детали резец сдвигается на расчетный шаг будущей резьбы.
- Суппорт приводится в движения от шпинделя через коробку передач и ходовой винт. При этом передаточное соотношение должно равняться соотношению шага ходового винта к шагу нарезаемой резьбы.
- Подача резца выполняется по одной из схем: параллельно образующей резьбы (контактирует лишь режущая кромка), перпендикулярно оси вращения заготовки (контактирует весь профиль).
- Для формирования на станке резьбы с крупным шагом, заготовка предварительно обрабатывается прорезным резцом. Его угол профиля на 5-10° отличается от угла профиля резьбы.
- Производительность труда при работе с токарными станками невысокая, так как много времени уходит на обратный ход резца и его установку на размер.
- Работа требует повышенного внимания и выполняется исключительно специалистом с высокой квалификацией.
Нарезка внешней резьбы
Неотъемлемой частью любого резьбового соединения является компонент со внешней резьбой. Именно он вкручивается в отверстие со внутренней резьбой. Наружной резьбовой поверхностью оснащаются тела вращения, то есть валы. Такой тип резьбы характерен для болтов, шпилек, ходовых винтов, всевозможных муфт и переходников.
Для нарезки наружной резьбы используется специальный инструмент:
- Плашка
- Плашкодержатель
Как понятно, плашка вставляется в плашкодержатель. Зафиксированная в держателе плашка насаживается на кончик вала со снятой фаской. Далее плашка придавливается и накручивается на вал.
Высота плашек зависит от диаметра нарезаемой резьбы. В среднем плашка имеет 8 винтовых канавок. Если рассматривать плашки для нарезки метрической резьбы, то промышленность предлагает плашки от М3-М6 до М52. Помимо плашек для нарезки традиционной метрической резьбы существуют плашки для трубной (дюймовой) резьбы, которая может быть как цилиндрической, так и конической.
Разновидностью плашек является лерка. Ключевым отличием лерок от плашек является конструкция. Лерка представлена цельнолитым изделием. Плашка же может иметь разрезную или раздвижную конструкцию.
- Разрезные плашки имеют разрез с одной стороны, что делает резьбонарезное изделие пружинящим. Плашки разрезного типа обычно используются для обновления забитых или слизанных резьбовых поверхностей.
Конечно, разрезную плашку можно использовать и для непосредственной нарезки резьбы. Но из-за пружинящей конструкции точность резьбовой поверхности будет далекой от идеала. Как правило, разрезной плашкой делают первый, так называемый «черновой», проход.
- Раздвижные плашки имеют разборную конструкцию. Если в разрезных плашках разрез делается лишь с одной стороны изделия, то в раздвижных аналогах плашка разрезается на 2 равные части.
Плашки раздвижного типа обычно имеют призматическую форму. Для работы с такими плашками следует использовать клупп с прижимным механизмом.
Существует 6 типовых размеров клуппа.
Раздвижные плашки характеризуются повышенной долговечностью. Благодаря разборной конструкции режущие кромки могут «играть» при критических нагрузках. Это позволяет избежать появление сколов и трещин на нарезных канавках.
Разумеется, разборная конструкция плашек сказывается на точности нарезки резьбы. Обычно при помощи разборной призматической плашки удается добиться 6-7 квалитета точности, в то время как неразборные аналоги обеспечивают возможность получения резьбы 8-9 квалитета.
- Цельные лерки – литые неразъемные плашки. Главным преимуществом леры является возможность нарезки резьбы с повышенной степенью точности. Хорошее качество получаемой резьбы обусловлено неразборной жесткой конструкцией.
Касательно слабых мест, в лерах они есть. Высокая жесткость конструкции делает такие плашки подверженными возникновению сколов и трещин. В лерах часто выкрашиваются нарезные кромки. Леры значительно уступают по долговечности разрезным и раздвижным аналогам. При использовании лер рекомендуется использовать обильную смазку. Не помешает и охлаждение.
Классификация
В строительных магазинах можно увидеть инструменты разных видов. Оборудование классифицируется по таким критериям:
- конструкции корпуса;
- способу создания витков на поверхности заготовки;
- форме оснастки.
Если говорить о классификации по форме, можно выделить следующие виды инструментов:
- круглые плашки;
- трубчатая оснастка;
- квадратные плашки;
- оснастка в форме многогранника.
Говоря о конструкции инструмента, можно выделить следующие группы:
- Цельная оснастка. Самый популярный вариант. Представляет собой круглую литую форму, у которой нельзя разобрать корпус. Она имеет несколько отверстий для закрепления воротка. Популярность этот вид инструмента получил благодаря простоте использования, надёжности, долговечности. Заточка резцов сохраняется длительное время.
- Разрезные инструменты. Специальные приспособления, которые имеет определённые особенности конструкции. Благодаря этому процесс создания резьбы упрощается.
- Раздвижные конструкции. Представляют собой современные приспособления, которые можно раздвигать до необходимого диаметра. Это дорогие модели.
Ещё одна классификация касается предназначения оснастки. Выделяется 3 группы:
- изготовление круглой резьбы;
- создания цилиндрического резьбового соединения;
- изготовление конической резьбы.
Приспособления делаются на заводах с соблюдением ряда стандартов, указанных в государственных документах ГОСТах.
Виды плашек для нарезки резьбы
Дополнительные методы нарезания резьбы
Касательно ручной работы, самостоятельно нарезаются резьбы лишь начальных типовых размеров. Чем больший диаметр резьбы нарезается, тем больше усилий необходимо прикладывать к режущему инструменту.
В прошлом серийное и массовое производство металлоизделий не исключало ручной труд при изготовлении резьбовых поверхностей. Сегодня же резьбы практически полностью нарезаются специализированным оборудованием. Широкое распространение получили резьбонарезные и резьбонакатные агрегаты.
Существуют даже компактные станки, которые дают возможность нарезать резьбу машинным способом по месту.
Если говорить о производстве крупных резьбовых соединений, с такой работой хорошо справляются винторезные станки. Разумеется, доверить создание резьбовых поверхностей можно и обыкновенному токарному станку. При использовании станочной токарной техники нередко применяют плашки и метчики для ручной нарезки. Но резьбу, внутреннюю и наружную, возможно изготовить даже обычным токарным резцом.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.