Main settings
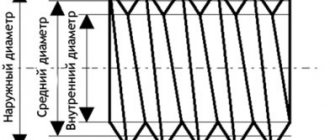
Any thread is characterized by two parameters:
- diameter (D);
- pitch (P) - the distance from one turn to another.
They are determined by GOST 1973257-73. A large step is considered normal, but it corresponds to several smaller ones. A small pitch is used when applying to thin-walled products (pipes with a thin wall). They also make a small turn if the applied thread is a way to adjust any parameters. Also, a small step between turns is made to increase the tightness of the connection and to overcome the phenomenon of self-unscrewing of the part. In other cases, a standard (large) step is cut.
Types of thread and its main characteristics
There are many types of threads, since each has its own formation characteristics; the diameter of the hole for the thread is different in each case. All of them are prescribed in GOST standards, but most often they use triangular metric and conical metric threads. We will talk about them further.
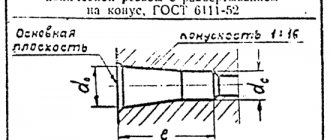
We usually see triangular threads on bolts and other similar fasteners, conical threads on most plumbing products that require a detachable connection.
Terms of use
To make a screw on pipes, you will need a set of dies (GOST 9740-71), a driver, that is, a die holder, and a pipe clamp.
From the set of tools, select the blade that is suitable in diameter and pitch.
If it is not possible to visually determine what is needed, there is usually a corresponding marking on the case, usually on the side.
It is also important not to forget that the screw can be either right-handed or left-handed.
The process itself begins with preparing the pipe. To do this, the pipe is chamfered, which is easiest to do with a file. After this, any lubricating component is applied to the treated area. It can be vegetable oil, motor oil, or even ordinary lard.
Next, the die for cutting the thread, which must first be secured in the die holder, is brought to the pipe. It makes no less than two full turns, the direction of which coincides with the direction of the thread.
In the process of this work, with your second hand you need to press down on the blade from above so that it can cut into the metal. Once this happens, you can continue to screw to the required depth.
However, screwing should not be unidirectional. It is best to make a couple of turns forward and at least half a turn back.
Checking the operation is carried out by simply screwing the nut of the required size and with the required pitch.
Metric thread dies
It must be said that the highest quality and most accurate cutting is obtained with a split die. It has a locking ring that allows you to adjust the thread diameter.
There is one more nuance with pipes. For example, they can have several types of screw connections:
- Persistent, that is, when the elements being connected are subjected to constant, large one-sided pressure;
- Rectangular, that is, when the elements being connected are in motion;
- Trapezoidal;
- Triangular.
Any of these types is made in the sequence described above.
Conclusion: As you can see, the screw is used everywhere, as it is a fairly reliable, reusable fastening method. For this reason, there are quite a lot of tools that are capable of cutting threads, both external and internal. Each of them has its own differences and application specifications. In addition, each of them has its own GOST, which regulates their production.
Adaptations
To apply carvings with your own hands, use small devices:
- dies (they are also called dies) for applying turns from the outside (usually onto a pipe or metal rod (pin);
- taps - for internal ones (you first need to make a hole for them).
Tap (top) and die (bottom)
All these devices are made of alloys characterized by increased strength and abrasion resistance. Grooves and grooves are applied to their surfaces, with the help of which their mirror image is obtained on the workpiece.
Any tap or die is marked - they have an inscription indicating the type of thread that this device cuts - diameter and pitch. They are inserted into holders - collars and die holders - and secured there with screws. Having clamped the thread cutting device in the holder, it is put on/inserted into the place where you want to make a detachable connection. By turning the device, turns are formed. How correctly the device is positioned at the beginning of work determines whether the turns will “lay down” evenly. Therefore, make the first revolutions, trying to keep the structure level, avoiding shifts and distortions. After a few turns, the process will become easier.
You can cut small or medium diameter threads by hand. Complex types (two- and three-way) or working with large diameters by hand are impossible - too much effort is required. For these purposes, special mechanized equipment is used - lathes with taps and dies attached to them.
How to make carvings using a die
A pipe threading die, a wrench and a pipe clamp are tools that are required when working with piping systems. To select a left-handed/right-handed die, evaluate the markings. If there is a letter designation LH, you have a tool for left-hand thread.
Photo No. 5: The process of cutting threads on a workpiece
After the preparatory issues have been resolved, proceed to processing the workpiece. To do this, go over the part with a file and lubricate the joint with oil. Next, insert the tool into the driver and the workpiece into the clamp. Place the die on the product and perform several turns at the rate of 2-3 in the desired direction, half a turn in the opposite direction. During operation, the tool must be positioned perpendicular to the workpiece.
To achieve maximum thread accuracy, use a split-type die. This tool has locking screws, which allows you to control the diameter of the thread while cutting it.
How to cut correctly
Threads can be applied to almost any metals and their alloys - steel, copper, aluminum, cast iron, bronze, brass, etc. It is not recommended to do it on hot iron - it is too hard, it will crumble during operation and it will not be possible to achieve high-quality turns, which means the connection will be unreliable.
Tool for the job
Preparation
You need to work on clean metal - remove rust, sand and other contaminants. Then the place where the thread will be applied must be lubricated (except for cast iron and bronze - they must be worked “dry”). There is a special emulsion for lubrication, but if it is not there, you can use soaked soap. You can also use other lubricants:
- linseed oil for steel and brass;
- turpentine for copper;
- kerosene - for aluminum.
Metric thread parameters
You can often hear advice to use machine or mineral oil or even lard when cutting threads. They work well, but experts say that it is better not to do this - the chips will stick to the viscous substance, which will lead to rapid wear of the tap or die.
Slicing process
When cutting external threads, the die is placed strictly perpendicular to the surface of the pipe or rod. During operation, it should not wiggle, otherwise the turns will turn out uneven and the connection will be ugly and unreliable. The first turns are especially important. How they “lay down” determines whether the connection will then be skewed.
By applying the internal thread, the part is fixed motionless. If it is a small piece, you can clamp it in a vice. If the plate is large, ensure its immobility using available methods, for example, by fixing it with bars. M
The tap is inserted into the hole so that its axis is parallel to the axis of the hole. With little effort, little by little, they begin to twist in the given direction. As soon as you feel that the resistance has increased, unscrew the tap back and clear it of chips. After cleaning, the process continues.
Photo cutting process
When cutting a thread in a blind hole, its depth should be slightly greater than required - this excess should include the tip of the tap. If this is structurally impossible, the tip of the tap is cut off. At the same time, it is not suitable for further use, but there is no other way out.
In order for the turns to be of high quality, two taps or dies are used - rough and finishing. The first pass is done as a rough pass, the second as a finishing pass. There are also combined devices for applying threads. They allow you to do everything in one pass.
Another practical tip: to prevent chips from getting into the working area, when cutting, make one full turn clockwise, then half a turn counterclockwise. After this, return the tool to the place where you stopped and make one revolution again. Continue this way until the required length.
Characteristics of inch threads
UNF/UNC dies are right-handed and have an inclination angle of 60°. UNF is a fine thread pitch, UNC is a regular, coarse thread pitch. Unlike the metric standard, the inch thread pitch corresponds to the number of threads per inch, and not the distance between threads. Dies are available in two shapes - with a flat cavity (UN) and radius (UNR), and three accuracy classes:
- Rough thread, class 1A. Mainly used for quick assembly.
- General purpose, class 2A.
- 3A – precise connection with minimal gaps.
Inch dies BSW/BSF (Whitworth standard) are designed for cutting external threads with an apex angle of 55° and profile height H=0.960491P. BSW is an inch thread with a large pitch and a small number of threads per inch. BSF is the fine thread standard. This type of connection is widespread in British and North American engineering.
Tables for selecting the diameter of a drill for threading
When making an internal thread, a hole is pre-drilled for it. It is not equal to the diameter of the thread, since when cutting, part of the material is not removed in the form of chips, but is squeezed out, increasing the size of the protrusions. Therefore, before application, it is necessary to select the diameter of the drill bit for the thread. This can be done using tables. They are available for every type of thread, but here are the most popular ones - metric, inch, pipe.
| Metric thread | Inch thread | Pipe thread | |||||
| Thread diameter, inches | Thread pitch, mm | Drill diameter, mm | Thread diameter, inches | Thread pitch, mm | Drill diameter, mm | Thread diameter, inches | Threaded hole diameter, mm |
| M1 | 0.25 | 0,75 | 3/16 | 1.058 | 3.6 | 1/8 | 8,8 |
| M1.4 | 0,3 | 1,1 | 1/4 | 1.270 | 5.0 | 1/4 | 11,7 |
| M1.7 | 0,35 | 1,3 | 5/16 | 1.411 | 6.4 | 3/8 | 15,2 |
| M2 | 0,4 | 1,6 | 3/8 | 1.588 | 7.8 | 1/2 | 18,6 |
| M2.6 | 0,4 | 2,2 | 7/16 | 1.814 | 9.2 | 3/4 | 24,3 |
| M3 | 0,5 | 2,5 | 1/2 | 2,117 | 10,4 | 1 | 30,5 |
| M3.5 | 0,6 | 2,8 | 9/16 | 2,117 | 11,8 | — | — |
| M4 | 0,7 | 3,3 | 5/8 | 2,309 | 13,3 | 11/4 | 39,2 |
| M5 | 0,8 | 4,2 | 3/4 | 2,540 | 16,3 | 13/8 | 41,6 |
| M6 | 1,0 | 5,0 | 7/8 | 2,822 | 19,1 | 11/2 | 45,1 |
| M8 | 1,25 | 6,75 | 1 | 3,175 | 21,3 | — | — |
| M10 | 1,5 | 8,5 | 11/8 | 3,629 | 24,6 | — | — |
| M12 | 1,75 | 10,25 | 11/4 | 3,629 | 27,6 | — | — |
| M14 | 2,0 | 11,5 | 13/8 | 4,233 | 30,1 | — | — |
| M16 | 2,0 | 13,5 | — | — | — | — | — |
| M18 | 2,5 | 15,25 | 11/2 | 4,33 | 33,2 | — | — |
| M20 | 2,5 | 17,25 | 15/8 | 6,080 | 35,2 | — | — |
| M22 | 2,6 | 19 | 13/4 | 5,080 | 34,0 | — | — |
| M24 | 3,0 | 20,5 | 17/8 | 5,644 | 41,1 | — | — |
Once again, please note that the diameter of the drill bit for the thread is given for large (standard thread).
Table of rod diameters for external threads
When working with external threads, the situation is very similar - part of the metal is extruded rather than cut off. Therefore, the diameter of the rod or pipe on which the thread is applied should be slightly smaller. How accurate - see the table below.
| Thread diameter, mm | 5,0 | 6 | 8 | 10 | 12 | 16 | 20 | 24 |
| Rod diameter, mm | 4,92 | 5,92 | 7,9 | 9,9 | 11,88 | 15,88 | 19,86 | 23,86 |