Machines and tools for chiselling [edit | edit code ]
Chiseling is a fairly precise operation when processing materials and requires significant effort, therefore the following equipment is used for chiseling:
- Vertical slotting machines: the main purpose is slotting.
- Planing machines: chiselling is an auxiliary operation and is characterized by low accuracy (note as an exception).
- Universal milling machines: slotting is performed by installing a special slotting head on the main spindle (as an auxiliary operation for small-scale and individual production).
- Slotting heads installed on vertical milling machines; now the heads are produced only in China and in the Republic of Belarus, Polotsk.
The main tool when performing chiselling is the so-called cutter. The cutter is a specially adapted and sharpened cutter installed in the cutter holder of the slotting head. During operation, the cutter makes frequent reciprocating movements (up and down) and with its cutting edge cuts off chips on the surface of the material being processed. The workpiece, in turn, makes a feed movement in manual or automatic mode. When chiselling, coolants (lubricating coolants) are used.
For the manufacture of cutters, high-speed steels and equipment with hard alloy plates are used.
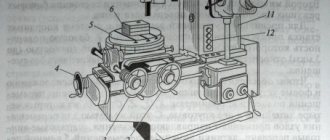
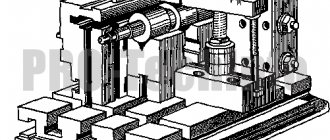
Working principle of a slotting machine
Processing of metal parts on a slotting machine is carried out due to the reciprocating movement performed in a vertical plane by a slider and a cutter fixed in it. The working feed of the workpiece is carried out due to the movement of the table on which it is fixed.
The slotting machine can operate in two main modes: simple and complex. In the simple mode, a metal workpiece is processed point-blank, and the cutter, moving to the required distances, creates a series of holes that do not differ in shape and size. The complex mode involves processing angled holes and hard-to-reach surfaces located in the inside of workpieces. Such operations can only be performed using professional equipment. A machine made by yourself is not suitable for them.
Do-it-yourself slotting machines are optimally suited for equipping small industries and private workshops, where they can be used to process workpieces made of non-ferrous and ferrous metals. Large-scale production requires professional equipment, often equipped with computer numerical control (CNC).
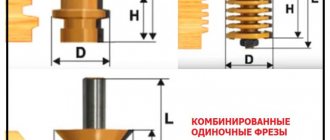
You can get an idea of what the slotting cutters for the corresponding machines look like from the photo below:
Slotting cutters
Chiseling gears [edit | edit code ]
Gear wheels are chiseled on special gear shaping machines using special cutters. A gear shaper is a gear wheel equipped with cutting edges. Since it is usually impossible to cut off the entire metal layer at once, processing is carried out in several stages. During processing, the tool makes a reciprocating movement relative to the workpiece. After each double stroke, the workpiece and the tool rotate relative to their axes. Thus, the tool and the workpiece seem to “run” against each other. After the workpiece has made a full revolution, the cutter makes a feed motion towards the workpiece. This process continues until the entire required layer of metal is removed.
Read also: What is the unit of inductance called?
Slotting grooving machines Drilling and grooving machines are units that make it possible to make holes, grooves, grooves, tenons, sockets, etc. in wooden parts. Sometimes the cutting tool in such devices is a chisel. Using this equipment, tongue-and-groove joints are produced. Slotting cutters are somewhat different from similar elements of a cross-planing machine. The movement can be carried out back and forth, vertically and perpendicularly. Everything else depends on the elements being processed. In this case, the supply is usually intermittent (periodic).
Characteristic features of such units are the high level of movement of the crawling part, called the cutter, and the diameter of the working space. These parameters determine the size of the workpiece.
Processing parameters can be set using a cutter. Its positions are adjustable in relation to the surfaces being processed. Modern slotting machines have a movable slider that moves using mechanical or hydraulic drives.
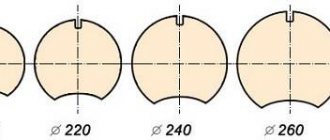
Modern slotting machines are divided into two types. The first - desktop grooving and slotting machines - process workpieces with a height of no more than 100 mm. The workpiece is placed between the clamping bars and secured using a handwheel. The work table moves in transverse and vertical positions. The cutting tools are grooving attachments, drills, and chisels.
The second type - stationary slotting and drilling machines process workpieces up to 290 mm thick. Cutting tools include cutters, drills and milling cutters for professional processing. Some machine models are equipped with a 180-degree head rotation function, which allows you to work with tall parts.
When choosing a slotting machine, you should take into account the size of the workpiece and the planned tasks.
Metal slotting machines are devices designed for processing metal workpieces. Devices of this type are highly specialized machines and are capable of creating elements of various types by removing metal. Metal slotting machines can be purchased at the appropriate store or made by yourself. You can find instructions on how to create a device yourself in this article.
Read also: Make a bending machine for a profile pipe
content .. 91 92 ..Chapter 15 SLOTTING MACHINES
15.1.
Purpose, types and cutting tools of wood slotting machines
When assembling frame and frame structures of joinery products or cabinet furniture, grooves and sockets of square or rectangular shape are used.
The sockets can be through (Fig. 15.1, a) or blind (Fig. 15.1, b), double (Fig. 15.1, c) or triple for connection with the corresponding frame tenon. The use of rectangular sockets makes it possible to obtain central connections in sashes and window frames. The main requirement when assembling them is to ensure the internal size of the opening A (Fig. 15.1, d) with the permissible deviation specified in the product drawing.
High-performance machines are designed for selecting large rectangular nests in carpentry and construction parts.
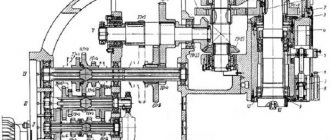
chain-slotting machines with a milling chain. Chains are produced in widths of 8, 10, 12, 16 and 20 mm. Each chain size corresponds to certain dimensions of the guide bar, drive sprocket and support roller (bearing), which together form a set of cutting head (Fig. 15.2, a).
Rice. 15.1. Types of nests made on slotting machines: a—through; 6 - deaf; c - double; g - two sockets coordinated relative to each other
Rice. 15.2. Cutting head of a chain-slotting machine: a - assembled; b - milling chain; 1 - drive sprocket; 2 — guide ruler; 3 - roller bearing; 4 — milling chain; 5 - side plates; 6 — rivet axles; 7 - protrusion; 8 - middle plate
The milling chain (Fig. 15.2, b) consists of links assembled from plates 5, 8 and hingedly connected to each other using axes-rivets 6. On one edge of each plate in the middle part a cutter is formed, the side surfaces of which have an overhang and an undercut under an angle of 5° to eliminate friction on the surface of the socket. The opposite edge of the plate is made concave. In addition, on the edges of the side plates 5 there are special support protrusions 7 for basing the chain along the guide ruler 2. The plates are mounted in thickness on the axis in a checkerboard pattern so that the total width of the chain link is a multiple of 3, 5 and 7 thicknesses of the plates and taking into account the overhang of the cutters equal to the width of the selected slot. The cutter pitch t3 is equal to twice the chain pitch tu along the rivet axes.
Unlike a conventional roller chain, the teeth of the drive sprocket 1, when going around the milling chain, are placed in the end spaces of the side plates. Therefore, the drive sprocket of the milling chain should only have four teeth.
Chains, rulers and stars are marked. The cutters of milling chains are sharpened on a sharpening machine equipped with a special device. After sharpening the cutting chain, the cutters should not have cracks, burrs or blued tips. The tooth profile should remain unchanged, and the rake angle should be 15-20°.
The tops of the incisors should be at the same height with the chain branch positioned in a straight line. The accuracy of the position of the cutters is checked with a ruler and a set of feeler gauges. When checking, the chains are laid with the cutters up on the guide
ruler. A straight edge is placed on top of the cutters and the clearance between the blade of each cutter and the working edge of the ruler is measured with a feeler gauge. The height difference between the vertices is allowed to be no more than 0.1 mm.
The main disadvantage of chain milling is the impossibility of obtaining narrow sockets and the low quality of sampling due to chips and flakes when the cutters of the milling chain leave the socket.
To install hinges, fastening strips and other fittings, narrow slot-like grooves with a width of 1.5 - 2 mm are required. Such grooves are selected on slotting machines with a socket cutter. A nesting slotting cutter (slotter) is made in the form of a plate, which has a cutting part with teeth and a body 1 (Fig. 15.3). To avoid friction against the walls of the socket, the thickness of the cutter body should be less than the thickness B of the cutting part, which determines the width of the selected socket.
The cutters are made lightweight by removing the central part of the body (Fig. 15.3, a), or solid (Fig. 15.3, b). When working with a lightweight cutter, vibration and noise are reduced, and the ejection of chips from the nest by the air flow created by the movement of the cutter is improved. The teeth of the cutter perform closed cutting. Each tooth has a main cutting edge and two side ones. The main cutting edge 4 (see Fig. 15.3, a) does the main work
cutting, and the side 3 - clean the walls of the nest. The number of teeth (from 2 to 6) depends on the length of the socket being made. The last tooth of the cutter has a negative front angle y = -30° and a back angle a = 90°. On the side edge of the cutter body, auxiliary teeth 5 are additionally made, designed to remove cut chips from the socket. The slotter has a clamping part with holes for attaching it to the slotting head.
To facilitate the working conditions of the outer teeth, especially the last one, sometimes the height of the middle teeth is increased and the distance between the tops of the teeth is reduced sequentially from the front tooth to the rear tooth (Fig. 15.3, c).
When selecting profile sockets of variable width, shaped cutters are used (Fig. 15.3, d). Gouges are made from tool alloy steel and sharpened on universal sharpening machines. Do not use cutters with cracks or burrs on the cutting teeth.
Rice. 15.3. Nest cutter (cutter): a - wide, lightweight; b - narrow; c - shape of the cutting part; g - profile; 1 - body; 2 - cutter; 3 — side cutting edges; 4 - main cutting edge; 5 - auxiliary teeth
content .. 91 92 ..
General characteristics of the class
Slotting machines, regardless of the conditions of their production, are always similar to each other in design features. Any machine has a bed as a key structural element. It is to it that the remaining structural elements are attached: the working surface, the slotting unit, the feed box, and the electric, mechanical or hydraulic drive.
Professional equipment differs from homemade equipment precisely in the type of drive. As a rule, factory machines are equipped with a hydraulic drive, which is almost impossible to do at home. Hydraulics significantly speed up the production process and facilitate the work of the machine operator.
At the same time, homemade devices using a mechanical or electric drive have sufficient potential to perform high-quality processing of metal workpieces.
Slotting machines are capable of performing the following functions:
- Formation of keyway grooves on various surfaces.
- Creating grooves and cutouts in various types of holes.
- Treatment of external and internal surfaces (height - up to 32 cm, depth - up to 25 cm).
In addition to the main structural elements, slotting machines have a number of additional parts and components: cooling and control systems, tanks for collecting production waste, lighting elements. The operating principle of the machine allows it to be equipped with numerical program control.
Recommendations for selection
Slotting machines can have very different characteristics, since there are several hundred or even thousands of models on sale. Recommendations for selection are as follows:
- Particular attention should be paid to what maximum degree of sled tilt a particular model has. You also need to pay attention to design options that allow you to complement the design with a rotation mechanism.
- Each machine must have detailed instructions for use. If the document indicates the possibility of point-blank chiselling, then the model is intended for working with large workpieces. A manual wood slotting machine does not allow this kind of processing.
- It is also necessary to take into account what kind of drive the machine has. The simplest wood slotter has a manual drive, but only the version with a hydraulic or electric drive has great productivity. It is quite simple to create a similar design with a mechanical drive.
- It is also necessary to pay attention to productivity, which depends on the power of the installed electric motor and the size of the cutting bar and chain. However, it is worth considering that with an increase in the power of the installed engine, the costs of processing the workpiece also increase significantly. The desktop or household version, as a rule, has a power of no more than 1-2 kW. Quite often they are compact in size and light in weight, which determines their popularity in household use.
In addition, quite a lot of attention is paid to the popularity of the brand under which the design is produced, as well as the cost. Inexpensive models, as a rule, last a relatively short period of time and require periodic maintenance.
Selection of factory devices
Most often, ready-made slotting machines are purchased from the “GD” model range, which is represented on the market in several series. These are rather outdated devices, which, however, have a sufficient range of functionality and are fully suitable for use in home workshops.
For higher quality and faster processing of parts, foreign-made machines are chosen. They allow you to perform a wide range of metal work.
First of all, this concerns the parameters of the workpieces being processed, the power of the tool, its dimensions and functionality, and the permissible angle for tilting. The ability to move the working surfaces and the slotting unit is of great importance.
When choosing devices, always consider their future location. Small machines with medium or low power are suitable for home workshops. This will save space and energy. For production, more powerful analogues with impressive dimensions are purchased. It is also worth considering the skill level of the person who will work with this or that device.
Read also: What is a bolt with a ring at the end called?
Video: homemade desktop metal slotting machine.
The best metal slotting machines
Models of this type are characterized by high performance and power. Metal slotting machines are used to form keyways, grooves, and splines.
StankoGomel GD200-01
5
★★★★★
editorial assessment
99%
buyers recommend this product
The rotating cutting head of this model allows chiselling at an angle of up to 90°. The stroke length of the cutter can be adjusted by rotating the crank handle shaft.
The unit table has three modes of movement: transverse, longitudinal and circular. This provides maximum convenience during operation.
The dimensions of the machine are 1900x1270x2175 mm, the power of the main drive is 3.6 kW. A quick-release guard protects against injury from chips.
The lathe chuck installed in the center of the working surface guarantees reliable fixation of the part. The standard package includes lubrication and lighting systems, and a set of tools.
Advantages:
- powerful engine;
- workpiece fastening;
- 12 table positions;
- adjusting the stroke of the cutter;
- ease of maintenance.
Flaws:
- large dimensions.
StankoGomel GD200-01 is intended for use in mass production, where it is necessary to process complex parts.
Stalex B5012
5
★★★★★
editorial assessment
97%
buyers recommend this product
The model is equipped with an emergency engine stop button, the use of which ensures operator safety. Robust design and powerful motor guarantee stable operation of the machine under high loads.
The table movement mechanism allows you to fix it at the desired height. Equipment dimensions - 1000x650x1000 mm.
The maximum chiseling depth is 120 mm. Lubricating fluid is supplied to the guide columns manually, which facilitates maintenance of the unit. The holder can be adjusted depending on the size of the workpiece. The device is controlled from the keypad.
Advantages:
- ease of maintenance;
- simple controls;
- long service life;
- powerful engine;
- high performance.
Flaws:
- not a small price.
Stalex B5012 is worth purchasing for processing flat and shaped metal surfaces. A universal solution for both production and home workshops.
Kommunar 7A420
4.9
★★★★★
editorial assessment
95%
buyers recommend this product
A special feature of the model is the ability to rotate the frame with the cutter at an angle of up to 90°. Thanks to this wizard, it is possible to process an inclined plane without changing the position of the part. The table can be moved either manually or mechanically.
The diameter of the working surface of the table is 500 mm, the drive power is 3 kW. To quickly stop it, an emergency braking device is provided. Interlocked handles make operation easier.
The plunger pump supplies lubricant through the filter, which guarantees ease of maintenance and increases the life of the unit.
Advantages:
- high performance;
- large table area;
- ease of control;
- durability;
- operator safety.
Flaws:
- complex installation.
The Kommunar 7A420 will be useful in small-scale production or a repair shop. The machine is designed for the production of splines, grooves, keyways.
Arsenal S315TGI
4.9
★★★★★
editorial assessment
93%
buyers recommend this product
The model is distinguished by wide readjustment capabilities and is capable of processing large and heavy workpieces. Installing a device for pulling outer surfaces also expands the range of applications of the unit. The guide slides are equipped with a rotating device for tilting the surface at an angle of up to 45°.
The table can be quickly moved in the desired direction thanks to special handles. The machine's automatic stop function ensures operator safety.
Performance can be adjusted through frequency modulation. The package includes an installation kit, lubrication system and lighting package.
Advantages:
- cast iron construction;
- powerful engine;
- automatic stop;
- convenient control;
- durability.
Flaws:
- high energy consumption.
Arsenal S315TGI will be useful for chiseling shaped, flat surfaces, making grooves, grooves - an excellent choice for small-scale production.
READ ALSO
12 Best Jackhammers
DIY machine
You can make your own slotting machine, with an average level of functionality, relatively quickly and cheaply, but this will require a certain manufacturing scheme. The homemade device must have a vertical layout and be manually operated. All other concepts are also feasible, but they will take much more time and resources to produce.
- First of all, you need to create a desktop for the machine. The most optimal dimensions of this structural element are in the region of 35X35X2 cm.
- A steel rod-rack with a diameter of at least 4 centimeters is attached to this work table. Its height should be from 45 to 50 cm. To attach the rod to the flange, a special groove is made at its end. A longitudinal groove is cut along the entire height of the rack.
- In our case, the flange is a large washer with a hole in the center. The element is equipped with three clamps, through which it is attached to the rack.
- The stand is threaded into the flange with its machined end and welded to it. The flange, in turn, is attached to the work table using a thread.
- A console and a holder are mounted on the rod, between which there is a compression spring.
- The console consists of two cylinder-shaped elements. They are empty inside and are connected by jumpers and welding. It is recommended to use a square pipe with a cross section of 60X60X2.5 as a jumper. Axles for the feed levers should be welded on both sides of the mandrel cylinder.
- The levers are made of steel strip with dimensions of 3 by 1 cm. The elements are attached to the axis of the cylinder and holder.
- The machine support should visually resemble a regular vice. Metal blanks are secured in a three-jaw type clamp. It is installed on the upper active pad of the caliper. It is through such a unit that the workpiece is fed to the cutting tool.
It is worth noting that, depending on the drawings used and the parameters of the finished home-made device, in one pass it is possible to process a metal workpiece to a depth of 0.3 to 0.5 mm.