HARD-LINE Series
The best choice is carbide-tipped core drills
Only these annular cutters have the best price/performance ratio for all materials. This tool guarantees excellent drilling in all grades of steel:
- steel hardened to 40 HRC;
- all types of stainless steel;
- all difficult-to-cut Hardox/Inconel/Titanium alloys;
- Drills perfectly in all types of non-ferrous metals and non-metals.
Weldon 19 / Weldon 32 shank
| vendor code | Cutting length | Diameter |
| 20.1315 | 40 mm | 12-120 mm |
| 20.1316 | 55 mm | 12-200 mm |
| 20.1650 | 80 mm | 14-120 mm |
| 20.1660 | 110 mm | 14-120 mm |
| 20.1665 | 150 mm | 18-60 mm |
Universal shank, Weldon 19 + Nitto
| vendor code | Cutting length | Diameter |
| 20.1315N | 40 mm | 12-65 mm |
| 20.1316N | 55 mm | 12-60 mm |
| 20.1650N | 80 mm | 18-50 mm |
| 20.1660N | 110 mm | 18-50 mm |
Show Fein Shank Drills and Inch Drills
FEIN Quick-In shank
| vendor code | Cutting length | Diameter |
| 20.1147 | 40 mm | 12-65 mm |
| 20.1148 | 55 mm | 12-60 mm |
Universal shank, Weldon 19 + Nitto
| vendor code | Cutting length | Inches |
| 20.1630 | 40 mm | 1/2″ — 2 1/16″ |
| 20.1640 | 55 mm | 1/2″ — 2 1/16″ |
| 20.1670 | 80 mm | 11/16″ — 2 1/16″ |
Types of crowns for metal
The classification of core drills for metal is made according to the following main characteristics:
- material of the cutting teeth of the crown;
- type of shank;
- working part designs;
- geometric size (including maximum drilling depth).
There are two basic types of cutting parts for metal bits: with teeth made of high-speed steel and teeth made of carbide materials. The former are cheaper and less productive, but nevertheless much more efficient than conventional drilling tools. The latter operate at higher cutting speeds and, as a rule, are used when drilling high-chromium steels and hard alloys. The cheapest are bimetallic crowns for metal, in which the cutting part is made of high-speed cutters, and the main body is made of ordinary structural steel.
For core drills, the most common type of shank is Weldon. In addition, tools are produced with Nitto shanks, which are compatible with Weldon, as well as according to the standard of the German company Fein, whose shanks are suitable only for power tools from this company. The working part of metal crowns is characterized by the number of cutting teeth and, accordingly, the number of spiral grooves and ribbons, which can be from four to sixteen or more.
Many manufacturers include a separate group of tools with an extended working part, designed for deep drilling, as well as bits for drilling railway rails.
Carbide bits for metal
In carbide bits for metal, cutting teeth made of carbide are attached to the body by soldering, since all three surfaces are working surfaces. This is a higher performance tool, capable of working at high speeds on alloy metals, stainless steel and aluminum alloys with a high silicon content. Compared to monolithic metal crowns made from quick cutters, it is less resistant to vibrations and variable loads. One of its main disadvantages is the difficulty of replacing or regrinding the cutting teeth if they become dull or broken. There are also core drills with a diamond cutting part, but they are not intended for metal work.
GOLD-LINE series
GOLD-LINE series core drills are widely used cutters made from special high-quality HSS-XE high-speed steel.
Thanks to the special surface hardening technology + fully ground working surface + special steel, HSS-XE is ideal for drilling steels with a tensile strength of up to 900 N and even stainless steels.
Fully sanded work surface. Improved cutting properties with reduced cutting resistance. No vibration or noise.
Weldon 19 shank
| vendor code | Cutting length | Diameter |
| 20.1260U | 30 mm | 12-60 mm |
| 20.1270U | 55 mm | 12-60 mm |
| 20.1285U | 80 mm | 18-50 mm |
| 20.1280U | 110 mm | 18-50 mm |
Universal shank, Weldon 19 + Nitto
| vendor code | Cutting length | Diameter |
| 20.1260N | 30 mm | 12-60 mm |
| 20.1270N | 55 mm | 12-60 mm |
| 20.1285N | 80 mm | 18-50 mm |
| 20.1280N | 110 mm | 18-50 mm |
| 20.1242 | 55 mm | 14-32 mm |
Show Fein Shank Drills and Inch Drills
FEIN Quick-In shank
| vendor code | Cutting length | Diameter |
| 20.1146U | 40 mm | 12-60 mm |
Universal shank, Weldon 19 + Nitto
| vendor code | Cutting length | Inches |
| 20.1610 | 30 mm | 7/16″ — 2 1/16″ |
| 20.1620 | 55 mm | 7/16″ — 2 1/16″ |
| 20.1625 | 80 mm | 7/16″ — 2 1/16″ |
Rail drilling cutters
RAIL-LINE
Carbide annular cutters. Weldon 19 shank.
| vendor code | Cutting length | Diameter |
| 20.1306 | 30 mm | 18-38 mm |
| 20.1309 | 55 mm | 18-36 mm |
BLUE-LINE PRO
Core drills made of powder steel with DURABLUE coating. Weldon 19 shank.
| vendor code | Cutting length | Diameter |
| 20.1284 | 30 mm | 12-36 mm |
| 20.1317 | 55 mm | 12-36 mm |
Show drills from the DRILL-LINE RAIL, DRILL-LINE RAIL PRO and SILVER-LINE RAIL series
DRILL-LINE RAIL
Twist drills made from special steel HSS-XE. Weldon 19 shank.
| vendor code | Cutting length | Diameter |
| 20.1710 | 30 mm | 6-16 mm |
| 20.1710 | 30 mm | 17-27.5 mm |
DRILL-LINE RAIL PRO
Core drills made of powder steel with DURABLUE coating. WELDON 19 shank.
| vendor code | Cutting length | Diameter |
| 20.1430 | 30 mm | 6-16 mm |
| 20.1430 | 40 mm | 17-27.5 mm |
| 20.1465 | 50 mm | 14-32 mm |
SILVER-LINE RAIL
Core drills made of special steel HSS-XE. Weldon 19 shank.
| vendor code | Cutting length | Diameter |
| 20.1460 | 30 mm | 13.5-36 mm |
| 20.1480 | 55 mm | 18-36 mm |
HARDOX-LINE series
The best core drills for Hardox steel and hardened steel with a hardness of 30 HRC to 50 HRC.
The series is presented with a 19 mm Weldon shank, which is the most used in machines with a magnetic base.
Weldon 19 shank
| vendor code | Cutting length | Diameter |
| 20.1680 | 25 mm | 14-40 mm |
| 20.1690 | 50 mm | 14-60 mm |
Stainless steel drills - which ones are worth taking and which ones not?
How and with what to drill through stainless steel?
I think you have asked this question more than once. Of course, such a need does not arise often, but when the question of drilling stainless steel arises, most craftsmen are unprepared. You cannot take stainless steel with ordinary drills, although this primarily depends on your skill and knowledge in this matter. So let's deal with the problem))
Stainless steel differs from ordinary metal in that it is very viscous and when drilling, the drill instantly heats up. That is why the key to successful drilling in stainless steel is drill cooling . To do this, you can use either a special coolant for drills, or unscrew it yourself.
There are a lot of options, for example, you can use oil, which you can easily buy at the pharmacy, as an option - castor oil (ordinary castor oil), if you follow the instructions, then you need to drill stainless steel with oleic acid. And of course, you can use regular machine oil.
When drilling a horizontal surface, take some kind of plug or rubber washer, pour oil into it and drill through it. If you need to drill vertically, for example, a stainless steel sheet is fixed vertically, then you can use paraffin, roll it into a ball and stick it on the drilling site. We drill through it.
Next is the number of revolutions. It should be approximately 300-600, up to 1000. With a higher number of revolutions, the drill burns faster and does not have time to cool even with the use of coolant.
When drilling a diameter larger than 6 mm, you need to use the “double” method - this means that first you drill with a small diameter drill, then use a drill of the required diameter. For example, if you need a hole with a diameter of 5 mm, then first use a 2-3 mm drill, then 6 mm.
Well, the main, most important tool is drills. Drills come in different varieties, but in recent years their quality has noticeably deteriorated. If you decide to try to drill stainless steel with ordinary drills made of R6M5 steel, then you are unlikely to be able to make a hole. Although, if the stainless steel sheet is not thick and everything is in order with cooling, then the case may burn out.
For trouble-free drilling of stainless steel, high-strength drills are used. There are also plenty of options. From personal experience, I believe that the best drills for stainless steel are old Soviet metal drills with a quality mark, with the addition of cobalt. The marking of such drills is P6M5K5. They are very strong, after all, in the USSR the quality mark meant a lot.
Another note: Do you need an internal thread? Then you need a tap.
Until now, in our store they ask for exactly Soviet drills; of course, you won’t find cobalt drills during the day, but you can find standard P6M5 drills of some diameters.
Also, good results were demonstrated by ancient Sovdepov drills made of the now rare P18 steel. Finding such drills, especially with a quality mark, is now simply unrealistic. However, it is still found in stocks. Such drills sell like hot cakes even at a high price.
What to do if you can’t find Soviet drills, but you need to drill stainless steel? There is a way out, but be prepared to spend a lot of money. Special stainless steel drills from the Ruko company are sold in stores; they have proven themselves to be excellent, but they are quite expensive.
For example, a drill with a diameter of 3 mm costs about 100 rubles. Not weak, to be sure. And large diameters already cost several hundred rubles. The drills are cobalt, although the marking is already imported - HSS-Co DIN338 (Co - cobalt). Its composition is similar to R6M5K5 steel, that is, the percentage of cobalt in the steel is also 5.
Well, the “coolest” version of drills is carbide for metal. They differ from Pobedit drills for concrete in that they are sharpened on one side and have a sharper angle. True, finding such drills is even more problematic than Soviet cobalt ones.
As an option, if you have an emery machine with a diamond sharpening wheel at home, you can independently resharpen a regular carbide drill for drilling stainless steel. It's a simple matter if you know how to sharpen drills.
BLUE-LINE Series
In terms of price/performance ratio they follow the HARD-LINE series.
Particularly good when working in difficult conditions, when it is impossible to use cooling. Thanks to the special DURABLUE coating, they “forgive” the operator’s mistakes when selecting the rotation speed.
Weldon 19 shank
| vendor code | Cutting length | Diameter |
| 20.1312 | 30 mm | 12-60 mm |
| 20.1313 | 55 mm | 12-60 mm |
| 20.1285 | 80 mm | 18-55 mm |
| 20.1280 | 110 mm | 18-50 mm |
Universal shank, Weldon 19 + Nitto
| vendor code | Cutting length | Diameter |
| 20.1312N | 30 mm | 12-60 mm |
| 20.1313N | 55 mm | 12-60 mm |
| 20.1185N | 80 mm | 18-50 mm |
| 20.1180N | 110 mm | 18-50 mm |
Show Fein Shank Drills and Inch Drills
FEIN Quick-In shank
| vendor code | Cutting length | Diameter |
| 20.1146 | 40 mm | 12-60 mm |
Universal shank, Weldon 19 + Nitto
| vendor code | Cutting length | Inches |
| 20.1611 | 30 mm | 7/16″ — 1. 7/8″ |
| 20.1621 | 55 mm | 7/16″ — 1. 7/8″ |
| 20.1125 | 80 mm | 11/16″ — 2. 1/16″ |
Tips for choosing a tool
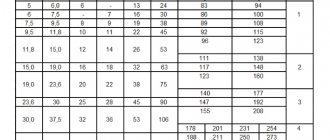
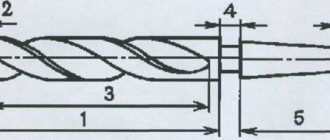
Compared to twist drills, metal core bits are expensive and quite difficult to use tools, so they are produced by a fairly limited number of manufacturers. Core drills from Karnasch, as well as from such well-known brands as Kornor, RUKO, Rotabroach, Bosch, TIZ and Enkor, have a high reputation on the Russian market. When choosing a crown for metal, first of all, you need to focus on the production tasks for which it is purchased. It is important to understand in advance what metal or alloy you will be working on, what the diameter and depth of the drilling will be, as well as the capabilities of your power tool in terms of power and type of socket. All manufacturers in their catalogs provide not only the geometric parameters and types of metal bit shanks, but also indicate what materials it is intended for drilling. In addition, they can find recommended cutting conditions and coolant flow rates. The figure below shows a description of the HARD-LINE series core drill with carbide tips and Weldon shank from the Karnasch catalog.
Accessories
Countersinks
Drill chucks
Weldon 19/32 taps and adapters
Twist drills and adapters Weldon 19/32
Container with coolant under pressure
Magnetic chip collector
One of the most important stages in the processing of metal products is, undoubtedly, drilling. In this process, core drills, which are made from hard metal alloys and therefore have teeth of increased hardness and strength, are resistant to wear and abrasion, and also have increased heat resistance, have proven their effectiveness.
The operating principle of core drills is very simple. At the beginning of drilling, only the outline of the surface is drilled with a core drill, and not the entire diameter, as is the case with twist drills. Thanks to this feature of drilling, core drills contribute to significant time savings during the work process, and, accordingly, savings in money.
Purpose and modifications of core drills
Core drills (annular cutters) allow you to increase the speed of work during the drilling process. These drills are used for drilling holes with a diameter of 1.2 to 15 centimeters, and a depth of up to 110 millimeters. The peculiarity of using such drills is that they operate quickly and silently, and there is no need to center the drilled hole.
Today, core drills, or as they are also called annular cutters, are manufactured in the following modifications:
- The first group has a special coating that prevents wear and is ideal for processing metal elements. As a rule, they are made of high-speed steel.
- The second group includes core drills of increased strength (such drills are used mainly for drilling rails).
- The third group of core drills is similar to the second, but their structure is strengthened by soldered side plates, which give the drill additional hardness and strength.
One of the features of core drills is that the size of their shank depends on its diameter. This feature allows you to use this type of tool both on a conventional drill and on complex professional (lathes) machines.
The main advantages of core drills (annular cutters):
- the presence of a large number of cutting teeth (usually from 4 to 16 teeth) ensures fast and efficient drilling;
- due to lower resistance during the drilling process, they help save energy;
- there is no need for preliminary drilling and centering of drilled holes;
- absence of unevenness as a result of drilling;
- Due to their properties and structure, the drills do not overheat and do not slip.
Core drills have the ability to be sharpened multiple times, which allows you to significantly save on the purchase of drills. Core drills are sharpened using specialized equipment and can be done about five times.
I would like to note some disadvantages of this group of tools. Of course, their advantages are many times smaller, but they still exist. For example, core drills (annular cutters) are not used for drilling blind holes. They are also not common in the automotive industry. However, purchasing and using core drills will allow you to achieve excellent results, significantly saving your time.
Pros and cons of using core drills
Compared to traditional screw drills, the ring-type tool has significant advantages and disadvantages
| Advantages | Flaws |
| possibility of using a lower power drive for drilling identical diameters | tool cost |
| high quality and low surface roughness inside the holes | difficulty in sharpening, impossibility of sharpening in cases where the cutting part is coated with diamond |
| installation on hand drills, drilling, milling and lathes | |
| simultaneous use in combination with other types of tools | |
| High speed drilling of large holes, increasing productivity | |
| optimal drilling mode at the same speed of movement of the cutting teeth, while at the edge of the twist drill the rotation speed is not the same | |
| low noise level during operation | |
| robust design ensuring safety |
The main disadvantage is the impossibility of obtaining deep blind holes. In addition, they note the higher cost of the tool and the lack of drills with a diameter of less than 12 mm.
Drilling process
Example of work: 3 holes for the lock tongue in a metal profile pipe.
Material processing when using annular drills can be carried out dry or wet. Dry drilling is used in domestic conditions, in the absence of the technical ability to supply cutting fluid and drilling holes with a diameter of up to 25 mm. This processing method is more labor-intensive, requires more time and entails faster wear of the cutting edge.
Wet cutting technology with liquid supply to the drilling site provides effective cooling, lubrication of the drill and flushing out generated waste. It is used when working with professional hand tools and installing on machines. Wet drilling of large diameter holes is economically beneficial due to increased cutting edge durability, reduced energy costs and increased productivity.
The recommended rotation speed for drill bit diameters from 20mm to 50mm is 1200–2500 rpm.