Серия HARD-LINE
Оптимальный выбор — корончатые сверла с твердосплавными напайками
Только эти кольцевые фрезы имеют лучшее сочетание цена/производительность по всем материалам. Этот инструмент гарантирует отличное сверление в сталях всех сортов:
- сталь закаленная до 40 HRC;
- все сорта нержавеющей стали;
- все труднообрабатываемые сплавы Хардокс / Инконель / Титан;
- прекрасно сверлит во всех видах цветных металлов и неметаллах.
Хвостовик Weldon 19 / Weldon 32
| Артикул | Длина режущей части | Диаметр |
| 20.1315 | 40 мм | 12-120 мм |
| 20.1316 | 55 мм | 12-200 мм |
| 20.1650 | 80 мм | 14-120 мм |
| 20.1660 | 110 мм | 14-120 мм |
| 20.1665 | 150 мм | 18-60 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Диаметр |
| 20.1315N | 40 мм | 12-65 мм |
| 20.1316N | 55 мм | 12-60 мм |
| 20.1650N | 80 мм | 18-50 мм |
| 20.1660N | 110 мм | 18-50 мм |
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Хвостовик FEIN Quick-In
| Артикул | Длина режущей части | Диаметр |
| 20.1147 | 40 мм | 12-65 мм |
| 20.1148 | 55 мм | 12-60 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Дюймы |
| 20.1630 | 40 мм | 1/2″ — 2 1/16″ |
| 20.1640 | 55 мм | 1/2″ — 2 1/16″ |
| 20.1670 | 80 мм | 11/16″ — 2 1/16″ |
Виды коронок по металлу
Классификация корончатых сверл по металлу производится по следующим основным признакам:
- материалу режущих зубьев коронки;
- виду хвостовика;
- конструкции рабочей части;
- геометрическому размеру (в том числе максимальной глубине сверления).
Существует два базовых типа режущей части коронок по металлу: с зубьями из быстрорежущей стали и из твердосплавных материалов. Первые дешевле и менее производительны, но тем не менее гораздо эффективнее обычного сверлильного инструмента. Вторые работают на более высоких скоростях резания и, как правило, применяются при сверлении высокохромистых сталей и твердых сплавов. Самыми дешевыми являются биметаллические коронки по металлу, у которых режущая часть изготовлена из быстрореза, а основной корпус — из обычной конструкционной стали.
У корончатых сверл самым распространенным типом хвостовиком является Weldon. Кроме него, выпускается инструмент с хвостовиками Nitto, которые совместимы с Weldon, а также по стандарту немецкой фирмы Fein, чьи хвостовики подходят только к электроинструменту этого предприятия. Рабочая часть коронок по металлу характеризуется количеством режущих зубьев и, соответственно, количеством спиральных канавок и ленточек, которых может быть от четырех до шестнадцати и более.
Многие производители в отдельную группу выделяют инструмент с удлиненной рабочей частью, предназначенный для глубокого сверления, а также коронки для сверления железнодорожных рельсов.
Твердосплавные коронки по металлу
В твердосплавных коронках по металлу режущие зубья из твердых сплавов крепятся к корпусу пайкой, поскольку все три поверхности у них являются рабочими. Это более высокопроизводительный инструмент, способный работать на высоких скоростях по легированным металлам, нержавейке и сплавам алюминия с высоким содержанием кремния. По сравнению с монолитными коронками по металлу из быстрореза он менее устойчив к вибрациям и переменным нагрузкам. Один из его главных недостатков — это сложность замены или переточки режущих зубьев в случае их затупления или поломки. Также существуют корончатые сверла с алмазной режущей частью, но они не предназначены для работ по металлу.
Серия GOLD-LINE
Корончатые сверла серии GOLD-LINE — широко используемые фрезы, изготовленные из специальной высококачественной быстрорежущей стали HSS-XE.
Благодаря специальной технологии поверхностной закалки + полностью отшлифованной рабочей поверхности + специальной стали HSS-XE прекрасно подходят для сверления сталей с пределом прочности до 900 N и даже для нержавеющих сталей.
Полностью отшлифованная рабочая поверхность. Улучшенные режущие свойства при сниженном сопротивлении резанию. Отсутствие вибрации и шума.
Хвостовик Weldon 19
| Артикул | Длина режущей части | Диаметр |
| 20.1260U | 30 мм | 12-60 мм |
| 20.1270U | 55 мм | 12-60 мм |
| 20.1285U | 80 мм | 18-50 мм |
| 20.1280U | 110 мм | 18-50 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Диаметр |
| 20.1260N | 30 мм | 12-60 мм |
| 20.1270N | 55 мм | 12-60 мм |
| 20.1285N | 80 мм | 18-50 мм |
| 20.1280N | 110 мм | 18-50 мм |
| 20.1242 | 55 мм | 14-32 мм |
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Хвостовик FEIN Quick-In
| Артикул | Длина режущей части | Диаметр |
| 20.1146U | 40 мм | 12-60 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Дюймы |
| 20.1610 | 30 мм | 7/16″ — 2 1/16″ |
| 20.1620 | 55 мм | 7/16″ — 2 1/16″ |
| 20.1625 | 80 мм | 7/16″ — 2 1/16″ |
Рельсосверлильные фрезы
RAIL-LINE
Твердосплавные кольцевые фрезы. Хвостовик Weldon 19.
| Артикул | Длина режущей части | Диаметр |
| 20.1306 | 30 мм | 18-38 мм |
| 20.1309 | 55 мм | 18-36 мм |
BLUE-LINE PRO
Корончатые свёрла, изготовленные из порошковой стали с покрытием DURABLUE. Хвостовик Weldon 19.
| Артикул | Длина режущей части | Диаметр |
| 20.1284 | 30 мм | 12-36 мм |
| 20.1317 | 55 мм | 12-36 мм |
Показать сверла серий DRILL-LINE RAIL, DRILL-LINE RAIL PRO и SILVER-LINE RAIL
DRILL-LINE RAIL
Спиральные свёрла, изготовленные из специальной стали HSS-XE. Хвостовик Weldon 19.
| Артикул | Длина режущей части | Диаметр |
| 20.1710 | 30 мм | 6-16 мм |
| 20.1710 | 30 мм | 17-27,5 мм |
DRILL-LINE RAIL PRO
Корончатые свёрла, изготовленные из порошковой стали с покрытием DURABLUE. Хвостовик WELDON 19.
| Артикул | Длина режущей части | Диаметр |
| 20.1430 | 30 мм | 6-16 мм |
| 20.1430 | 40 мм | 17-27,5 мм |
| 20.1465 | 50 мм | 14-32 мм |
SILVER-LINE RAIL
Корончатые свёрла, изготовленные из специальной стали HSS-XE. Хвостовик Weldon 19.
| Артикул | Длина режущей части | Диаметр |
| 20.1460 | 30 мм | 13,5-36 мм |
| 20.1480 | 55 мм | 18-36 мм |
Серия HARDOX-LINE
Лучшие корончатые сверла по стали Hardox и закаленной стали твердостью от 30 HRC до 50 HRC.
Серия представлена с хвостовиком Weldon 19 мм, который является самым используемым в станках на магнитном основании.
Хвостовик Weldon 19
| Артикул | Длина режущей части | Диаметр |
| 20.1680 | 25 мм | 14-40 мм |
| 20.1690 | 50 мм | 14-60 мм |
Сверла по нержавейке — какие стоит брать, а какие нет?
Как и чем просверлить нержавейку? Думаю этим вопросом вы задавались не раз. Конечно, такая необходимость возникает не часто, однако когда встает вопрос о сверлении нержавеющей стали, большинство мастеров оказываются неготовыми.
Обычными сверлами нержавейку не взять, хотя все-таки это в первую очередь зависит от мастерства и подкованности в этом вопросе. Так что давайте разбираться с проблемой ))
Нержавейка отличается от обычного металла тем, что она очень вязкая и при сверлении сверло моментально нагревается. Именно поэтому залог успешного сверления нержавейки — это охлаждение сверла. Для этого можно использовать либо специальную охлаждающую жидкость для сверл, либо выкручиваться самому.
Вариантов масса, например можно использовать масло, которое без проблем купите в аптеке, как вариант — касторовое(обычная касторка), если действовать по инструкции — то сверлить нержавейку нужно с олеиновой кислотой. Ну и конечно же можно использовать обычное машинное масло.
При сверлении горизонтальной поверхности берем какую-нибудь пробку или резиновую шайбочку, наливаем в нее масло и через нее сверлим. Если сверлить нужно вертикально, например лист нержавейки закреплен вертикально, тогда можно использовать парафин, скатываем шарик и налепляем на место сверления. Сверлим через него.
Далее — количество оборотов. Должно быть примерно 300-600, до 1000. При большем количестве оборотов сверло горит быстрее и не успевает охлаждаться даже с использованием охлаждающей жидкости.
При сверлении диаметра больше 6 мм нужно применять «двойной» способ — это значит, что сначала сверлите сверлом небольшого диаметра, затем уже используете сверло требуемого диаметра. Например, если нужно отверстие диаметром 5 мм, то сперва используем сверло на 2-3 мм, затем уже на 6 мм.
Ну и основной, самый важный инструмент — это сверла. Сверла бывают разные, однако в последние годы их качество заметно ухудшилось. Если решите попробовать сверлить нержавейку обычными сверлами из стали Р6М5, то сделать отверстие у вас вряд ли получится. Хотя, если лист нержавейки не толстый и с охлаждением все в порядке, то может дело и выгорит.
Для беспроблемного сверления нержавеющей стали применяют высокопрочные сверла. Вариантов также масса. Из личного опыта — я считаю, что самые лучшие сверла по нержавейке — это старые советские сверла по металлу со знаком качества, с добавлением кобальта. Маркировка таких сверл — Р6М5К5. Они очень крепкие, все-таки в СССР знак качество значил многое.
Еще на заметку: Нужна внутренняя резьба? Тогда вам нужен метчик.
До сих пор у нас в магазине спрашивают именно советские сверла, конечно кобальтовых днем с огнем не сыщешь, однако стандартные Р6М5 некоторых диаметров найти можно.
Также неплохие результаты продемонстрировали старинные совдеповские сверла из теперь уже редкой стали Р18. Найти такие сверла да еще со знаком качества теперь уже просто нереально. Тем не менее она пока еще встречаются в запасах. Такие сверла продаются как горячие пирожки даже при высокой цене.
Что делать, если советских сверл не найти, а сверлить нержавейку нужно? Выход есть, однако приготовьтесь потратить побольше денег. В магазинах продаются специальные сверла по нержавейке от компании Ruko, они отлично себя зарекомендовали, однако стоимость их весьма приличная.
Например, сверло диаметром 3 мм стоит порядка 100 рублей. Неслабо, что и говорить. А большие диаметры стоят уже несколько сотен рублей. Сверла кобальтовые, правда маркировка уже импортная — HSS-Co DIN338(Co — кобальт). По своему составу оно схоже со сталью Р6М5К5, то есть процент кобальта в стали также 5.
Ну и самый «крутой» вариант сверл — это твердосплавные по металлу. Отличаются от победитовых сверл по бетону односторонней заточкой, угол более острый. Правда вот найти такие сверла еще проблематичнее, чем советские кобальтовые.
Как вариант — при наличии дома наждака с заточным алмазным кругом можно самостоятельно переточить обычное твердосплавное сверло под сверление нержавейки. Дело нехитрое, если разбираетесь в заточке сверл.
Серия BLUE-LINE
По соотношению цена/производительность идут следом за серией HARD-LINE.
Особенно хороши при работе в тяжелых условиях, при невозможности применять охлаждение. Благодаря специальному покрытию DURABLUE “прощают” оператору ошибки при подборе частоты вращения.
Хвостовик Weldon 19
| Артикул | Длина режущей части | Диаметр |
| 20.1312 | 30 мм | 12-60 мм |
| 20.1313 | 55 мм | 12-60 мм |
| 20.1285 | 80 мм | 18-55 мм |
| 20.1280 | 110 мм | 18-50 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Диаметр |
| 20.1312N | 30 мм | 12-60 мм |
| 20.1313N | 55 мм | 12-60 мм |
| 20.1185N | 80 мм | 18-50 мм |
| 20.1180N | 110 мм | 18-50 мм |
Показать сверла с хвостовиком Fein и сверла с дюймовыми диаметрами
Хвостовик FEIN Quick-In
| Артикул | Длина режущей части | Диаметр |
| 20.1146 | 40 мм | 12-60 мм |
Хвостовик универсальный, Weldon 19 + Nitto
| Артикул | Длина режущей части | Дюймы |
| 20.1611 | 30 мм | 7/16″ — 1. 7/8″ |
| 20.1621 | 55 мм | 7/16″ — 1. 7/8″ |
| 20.1125 | 80 мм | 11/16″ — 2. 1/16″ |
Советы по выбору инструмента
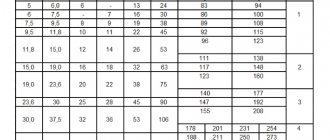
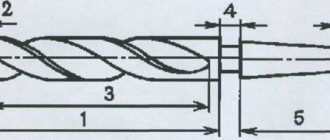
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор». При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается. Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда. Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.
Аксессуары
Зенковки
Сверлильные патроны
Метчики и переходники Weldon 19/32
Спиральные сверла и переходники Weldon 19/32
Емкость с СОЖ под давлением
Магнитный стружкосборник
Одним из наиболее важных этапов в обработке металлических изделий является, несомненно, сверление. В данном процессе свою эффективность доказали корончатые сверла, которые изготавливаются из твердых сплавов металлов и благодаря этому имеют зубья повышенной твердости и прочности, стойкие к износу и стиранию, а также обладающие повышенной термостойкостью.
Принцип работы корончатых сверл очень прост. В начале сверления корончатым сверлом высверливается лишь контур поверхности, а не весь диаметр, как в случае со спиральными сверлами. Благодаря такой особенности сверления, корончатые сверла способствуют значительной экономии времени в процессе работы, а соответственно и экономии денежных средств.
Предназначение и модификации корончатых сверл
Корончатые сверла (кольцевые фрезы) в процессе сверления позволяют увеличивать скорость выполнения работ. Данные сверла применяются для сверления отверстий диаметром от 1,2 до 15 сантиметров, и вглубь до 110 миллиметров. Особенность применения таких сверл заключается в быстроте и бесшумности работы, а также отсутствии необходимости центровать просверленное отверстие.
На сегодняшний день корончатые сверла, или как они еще называются кольцевые фрезы, изготавливают в следующих модификациях:
- Первая группа имеет специальное покрытие, предотвращающее износ и идеально подходящее для обработки металлических элементов. Как правило, их изготавливают из быстрорежущей стали.
- Ко второй группе относятся корончатые сверла повышенной прочности (такие сверла используют в основном для сверления рельс).
- Третья группа корончатых сверл схожа со второй, но их строение усиливают напаянные боковые пластины, предающие сверлу дополнительную твердость и прочность.
Одной из особенностей корончатых сверл является то, что размер их хвостовика зависит от его диаметра. Эта особенность позволяет использовать данный вид инструмента, как на обычной дрели, так и на сложных профессиональных (токарных) станках.
Основные преимущества корончатых сверл (кольцевых фрез):
- наличие большого количества режущих зубьев (как правило, от 4 до 16 зубцов) обеспечивает быстрое и эффективное сверление;
- благодаря меньшему сопротивлению при процессе сверления, они способствуют экономии энергии;
- нет необходимости в предварительной рассверловке и центрированию просверленных отверстий;
- отсутствие неровностей в результате сверления;
- благодаря своим свойствам и строению сверла не перегреваются и не проскальзывают.
Корончатые сверла обладают возможностью многократной заточки, что позволяет значительно сэкономить на приобретении сверл. Заточка корончатых сверл производится на специализированном оборудовании и может осуществляться около пяти раз.
Хотелось бы отметить и некоторые недостатки данной группы инструментов. Конечно, их в разы меньше преимуществ, но они все же имеются. Например, корончатые сверла (кольцевые фрезы) не применяются для сверления глухих отверстий. Также они не распространены в автомобилестроении. Однако, приобретение и использование корончатых сверл позволит вам достигнуть превосходных результатов, значительно сэкономив ваше время.
Плюсы и минусы применения корончатых сверл
В сравнении с традиционными винтовыми сверлами инструмент кольцевого типа обладает существенными преимуществами и недостатками
| Достоинства | Недостатки |
| возможность использования привода меньшей мощности для высверливания одинаковых диаметров | стоимость инструмента |
| высокое качество и малую шероховатость поверхности внутри отверстий | сложность в заточке, невозможность заточки в случаи если режущая часть имеет алмазное напыление |
| установку на ручные дрели, сверлильные, фрезерные и токарные станки | |
| одновременное применение в комплекте с другими видами инструмента | |
| высокая скорость сверления больших отверстий, повышающая производительность | |
| оптимальный режим сверления при одинаковой скорости перемещения режущих зубьев, в то время как на кромке спирального сверла скорость вращения не одинакова | |
| низкий уровень шума во время работы | |
| надежность конструкции, обеспечивающая безопасность |
Главным недостатком признается невозможность получения глубоких глухих отверстий. Кроме этого отмечают более высокую стоимость инструмента и отсутствие сверл диаметром менее 12 мм.
Процесс сверления
Пример работы: 3 отверстия под язычок замка в металлической профильной трубе.
Обработка материала при использовании кольцевых сверл может осуществляться сухим или мокрым способом. Сухое сверление применяют в бытовых условиях, при отсутствии технической возможности подачи смазочно-охлаждающей жидкости и сверлении отверстий диаметром до 25 мм. Этот способ обработки более трудоемкий, требует больше времени и влечет за собой более быстрый износ режущей кромки.
Технология мокрой резки с подачей жидкости к месту сверления обеспечивает эффективное охлаждение, смазку сверла и вымывание образующихся отходов. Применяется при работе с профессиональным ручным инструментом и установке на станки. Мокрое сверление отверстий большого диаметра выгодно экономически из-за увеличения долговечности режущих кромок, снижения энергозатрат и повышения производительности.
Рекомендуемая частота вращения при диаметре коронки сверла от 20мм до 50 мм это 1200–2500 оборотов в минуту.