Punching holes in metal: technology features
The most suitable for punching are metal sheets with a thickness of at least 0.5 and no more than 4 mm.
Unlike perforation, pipe punching is not possible, and this is due to the characteristics of the equipment. As with bending, two elements come into contact with the workpiece - a matrix and a punch. The latter plays the role of a punch, and the matrix acts as a substrate for the sheet, in which there are holes. Since punching holes in sheets is a serial production process, the main requirement for the punch and die is considered to be wear resistance.
Manually punching holes in metal
Punching holes manually (Fig. 72, a) is carried out by striking the head of a bit (punch) with a metal hammer, previously installed at the site of the future hole in the metal. Using this method, holes with a diameter of 1 to 8 mm are punched in sheet steel with a tensile strength of up to 30 kg/mm2.
Bench bits (Fig. 72.6) are made in six sizes (GOST 7214-54): length L 85, 90, 100, 120, 150 and 175 mm, having a diameter of the drawn working conical part d, respectively 1, 2, 3, 4, b and 8 mm. The middle part of the beard has a round cross-section and a smooth surface. Therefore, it is convenient to hold the bit in your hand while punching a hole. The middle part of the beard, corresponding to the specified length L, has a diameter D of 6, 6, 8, 10, 12 and 16 mm.
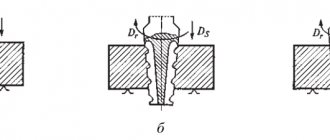
Rice. 72. Punching holes manually: a - punching diagram, b - bit, c - diagram of the alignment of the bit with the axial marking lines, d - diagram of the sequence of punching holes, e - punching a hole using a template
The head of the beard, which is the striking part, is drawn slightly to a cone and its edges are rounded. With this form of the striking part, the force of hitting the bit with a machinist's hammer is used with the best result, since the blows fall in the center of the striking part and a more stable position of the bit is created during punching.
The bits are made mainly from tool carbon steel U7A. The working part of the bits along the length of the entire cone, i.e., approximately 1/3 of the total length of the bit, is heat treated to a hardness of HRC 52-57, and the head at a length of / = 10-15 mm is heat treated to a hardness of HRC 32-40.
There are two types of metalworking hammers: with a round head and with a square head. Bench hammers with a round striker (GOST 2310-54) are produced in seven numbers. Hammers of each number are characterized by weight and overall dimensions. For punching holes, hammers No. 2 weighing 400 G and No. 3 weighing 500 G are usually used.
Square-faced locksmith's hammers come in six sizes. For punching holes, hammers No. 4 weighing 400 G and No. 5 weighing 500 G are used.
The working ends of the hammers - the strikers are heat treated to a hardness of HRC 49-56 at 1/5 of the total length of the hammer at both ends. The hammers are securely mounted on wooden handles made from strong wood (rowan, dogwood, hornbeam, maple or birch). Handles should be free of knots and cracks, surfaces should be well sanded and covered with drying oil. The handles have an elliptical cross-section, thanks to which the hammers are well held in the hand. The length of the handle depends on the weight of the hammer: the greater the weight, the longer the handle. Typically, for hammers weighing 400 G, handles with a length of 300 mm are used, and for hammers weighing 500 G, handles with a length of 320-380 mm are used.
The holes are punched manually according to the markings and template. When punching holes according to the markings, the beads are installed on the material being marked so that the end of the working conical part is within the circumference of the hole being marked, i.e. was not moved to the left beyond point A (Fig. 72, b) or up beyond point B, or to the right beyond point C, or down beyond point D. The use of bits with shallow marks made on the working cone part significantly speeds up the work (see. Fig. 72.6) section L-L. The beards with such marks are combined with the axial marking lines.
The holes are punched manually, usually starting from the middle of the part and are driven in the sequence shown in Fig. 72, g. This punching order contributes to less deformation of the punched material.
Punching holes according to the template (Fig. 72, e) is carried out without preliminary marking. A template is applied to the part, and then the part and template are tightened with clamps. Punching holes using a template is faster than punching using markings, since the first method does not require aligning the end of the conical part of the bit with the center of the axial lines on the metal being marked.
Tools for punching holes in metal
The simplest punching technologies are considered manual: drilling or punching with an impact tool.
While a hole can be drilled using milling, turning or drilling equipment, “impact” punching is carried out using hand presses. Presses are considered better and more reliable equipment for punching holes. The simplest of them is press shears. Despite the limited functionality, such a tool can be used to divide a sheet into strips and perform simple perforation - in the form of triangular or square holes. Punching more complex ones requires the installation of additional tools.
And finally, presses are considered the most powerful and accurate equipment for performing this operation. Depending on the structure and purpose, they can be revolving or coordinate. Coordinates allow you not only to punch any number of holes, but also to make them en masse.
Calculation of the required punching force
The quality of punching work directly depends on the effort applied by the machine. And if mechanical equipment has to be adjusted manually, for a CNC machine this indicator can be entered into the program. The amount of force is calculated by multiplying four values:
- punch perimeter;
- sheet thickness;
- coefficient corresponding to the type of material;
- the efforts of the material itself.
It is calculated in tons per square millimeter.
If we compare metals in terms of softness and hardness, the most malleable is soft aluminum (coefficients 0.30-0.50). Stainless steel has the highest material type coefficient - 1.50.
Disadvantages of technology
We must remember that the quality of the resulting product directly depends on several factors, including the quality of the tool, equipment settings, and the quality of the software used to create the control program.
Coordinate punching and its disadvantages
But it should be noted that, in principle, regardless of the method of obtaining a group of holes, the defects in manual and automated punching are the same.
Hole offset
Most often, when making a group of holes, you can encounter such a defect as displacement of the holes relative to each other or the sides of the sheet. This defect may occur due to errors in the program, incorrect machine settings, etc.
Burrs
This defect appears due to the fact that the dimensions of the punch and matrix are incorrectly selected. In addition, burrs appear as a result of poor-quality sharpening of the tool.
Punches and dies
Furrows
There are frequent cases of beards appearing on the surface of the hole along its axis. They are caused by the presence of defects on the punch surface.
Grooves when punching metal
Cracks
The formation of cracks at the edges of the punched holes is caused by the fact that their diameter is close in size to the thickness of the sheet.
Prices for coordinate punching of holes in metal
There is no formula for calculating the cost of punching holes in a sheet. Each enterprise installs it independently based on costs. These include:
- time for processing one sheet and for preparatory operations preceding processing;
- number and shape of holes;
- the presence of a ready-made processing program or the need to write one;
- order volume (the higher the serial number, the lower the price per hole);
- urgency of the order;
- tool depreciation.
The cost of punching one hole usually starts from five rubles and can amount to tens, depending on the complexity.
Coordinate punching of metal
This method of obtaining holes implies that the holes will be obtained in a certain sequence. This operation can be used in the manufacture of both simple parts and rather complex metal structures. Such processing of sheet metal requires high precision from the equipment and control program, since errors in the settings and program code can lead to substandard products.
Coordinate punching of metal
Metal punching as a technological operation has existed for quite a long time, but in recent years, thanks to the advent of systems with numerical software, it has changed significantly. Thus, modern equipment makes it possible to perform operations on punching holes with an accuracy of their placement up to 0.05 mm. Coordinate punching equipment allows processing steel of different grades with a thickness from 0.5 to 8 - 10 mm. Coordinate punching of a metal sheet is used in the production of housing parts, fastening kits, etc. To obtain a set of holes, a series of punch blows is used on the sheet. The breakdown order is entered into the control computer program. By the way, the use of computer programs and appropriate tools for punching holes in metal guarantees the quality of the finished products.
The use of coordinate punching presses for punching holes in metal provides a manifold increase in production speed and therefore it is used for large-scale and mass production of parts from sheet metal.
Hole displacement and other punching defects
The possibility of defects in punching holes in metal on CNC machines is completely excluded, but even the most advanced equipment can be affected by the human factor.
If the program was written with errors or the equipment was configured incorrectly, one of the most common defects occurs - displacement of the holes. The symmetry of their location may be disrupted relative to each other or the sheet edge. Alas, this marriage cannot be fixed. Inexperienced workers often encounter such a mistake as the formation of burrs. This is a direct consequence of the fact that the die and punch are not compatible in size. The second factor in the appearance of burrs is poor sharpening of the tool. A faulty punch is also not allowed to work, since irregularities on its surface can lead to the formation of grooves.
Purpose and features
A hole punch is a pointed tube made of a durable metal alloy, which, by placing it on the material and hitting it, you can create a hole with an even round outline. You can make the device yourself from some kind of tube. The main thing is that it should have sharp edges.
There is also a multilayer type of tool for punching holes in metal, with which you can make cylindrical and conical holes in elements. This device is called a countersink punch, since it combines a couple of functions:
- a tip (punch) with a pointed surface punches the desired hole;
- the installed blade allows you to expand the hole so that it reaches the required diameter.
In addition, the tool makes it possible not only to make the diameter of the hole larger, but also improves the quality of the work itself. Mechanical processing requires high power, otherwise the operation will not be performed accurately enough. It is difficult to work with “bare” hands, therefore machines can be used for this purpose:
- milling;
- turning;
- aggregate.
An ordinary punch for rubber includes in its design cutting and calibrating parts, a neck and a tail. The cutting element on the tool is at a certain angle, which depends on the material being processed. For example, for materials with high ductility the angle varies from 15 to 20 degrees, for brittle metal alloys - about 5 degrees.
The calibration part is characterized by a cylindrical shape and has special edges designed for setting and cleaning the holes being created. At the very end of this element there is a small reverse cone that prevents damage to the teeth.
The number of teeth in each type is different and depends on the purpose. They are spaced evenly to ensure the cleanest possible surface finish and increase efficiency.