Cnc grinding internal grinding for internal mill
https://smac.en.alibaba.com/product/60223467901-201448128/SMAC_advanced_and_well_selling_Straight_Knife_Grinder.html?spm=a2700.icbuShop.41413.9.163d6fcaapbmMx
Machine for internal metal sharpening
Product Description
Machine for internal metal sharpening
1. Positioning accuracy: most suitable for processing parts such as stamps, drilling or boring
fixtures and fittings
2.wider range of applications: drilling, boring, medium load milling, scribing, scaling and measuring - all in order
3. Various table sizes: three standard sizes and many more customized according to your requirements
Brief data
Machine for internal metal sharpening
1. Your inquiry will be replied within 24 hours
2. Our production/company has been a gold supplier on this Alibaba website continuously for 6 years. And our 209 years of technology experience is more than
3. Offer free parts and service within one year warranty
4.Technological support. Providing working video for training
.
5. Professional after-sales service team
6. Give reasonable suggestions with best quality
Packaging and delivery
Machine for internal metal sharpening
1.Accept L/C, T/T, D/A, D/P type payments. 2. For technical questions, please contact us. 3. Any question, please call us or send email, we will do our best to satisfy you.
,
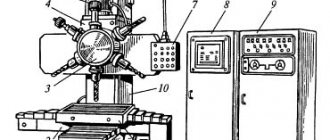
General layout of internal grinding machines 3K227A and 3K225A
The machines consist of components indicated in general views and listed in the list.
The layout of the machines is visible from general views showing the location of the main components.
Both machines 3K227A and 3K225A are widely unified. A number of nodes are exactly the same or have minor differences. These include a cross-feed mechanism, a face grinding device, a straightening apparatus, and an end stop.
The machine bed serves as the basis for installing and fastening the main components of the machine. In the upper plane of the frames, longitudinal steel hardened guides are installed: V-shaped and flat, and there is also a bath for collecting and draining the coolant. The hydraulic control equipment is located in the front niche of the frames. The niche is closed with a lid, on the front side of which the machine controls are located.
The table makes a reciprocating movement from a hydraulic cylinder. Adjustment movement of the table is carried out manually from the flywheel for manual movement of the table, located on the front side of the frame. Reversing the table during grinding and straightening is carried out by stops fixed on the front side and acting on the reverse hydraulic panel.
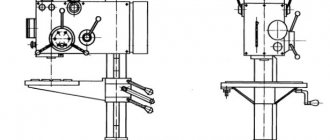
The bridge is installed to the left from the upper plane of the frame (see Fig. 7, 8, 9). In the machine mod. The 3K227A bridge has transverse sliding guides along which, with the help of a screw, the slide carrying the headstock of the product can move during adjustment. In the machine mod. The ZK225A bridge has transverse rolling guides, on which the slide carrying the headstock of the product moves with the help of a ball pair from the transverse feed mechanism.
The headstock of the product (see Fig. 10) by means of a worm pair, sprocket and chain can be rotated on the plane of the slide at an angle of up to 45°, which makes it possible to grind conical holes. The front spindle support is a double row roller bearing with a tapered bore. The rear support is based on double preloaded bearings. The through hole of the product spindle is used for the coolant pipeline or for the rod of the product clamping mechanism when using special chucks. The spindle drive of the product with stepless rotation speed control is carried out from a DC electric motor through a belt drive.
An end grinding device with an end grinding spindle (see Fig. 11, 12, 13, 14, 15) allows you to grind the outer end of a product from one setup with grinding of both cylindrical and conical holes.
The rotation of the bracket carrying the end spindle into the working and non-working position is carried out in the machine mod. 3K227A, hydraulically when turning the crane 37, in the machine mod. 3K227A - manually using handle 130. Feeding of the face grinding wheel for plunging is carried out manually by turning the handwheel 88.
The grinding headstock (see Fig. 16) is installed on the upper plane of the table, has transverse rolling guides along which slides move, carrying a stand with an internal grinding spindle, and an electric motor that rotates the grinding wheel through a flat belt drive.
In the machine mod. The 3K227A stand with a pneumatic spindle is installed directly on the machine table and has no lateral movement.
The air spindle power supply panel is installed on the right side of the frame.
The cross-feed mechanism (see Fig. 17), installed on the front of the grinding headstock in the machine mod. 3K227A on the front of the bridge in the machine mod. 3K227A, provides transverse movement of the grinding wheel in the machine mod. 3K227A and products in the machine mod. 3K225A.
The adjustment movement is carried out from the flywheel 29, the dosed feed is from the handle 27 and the mechanical intermittent feed for each double stroke of the table is from the cylinder 113.
The cross-feed mechanism has a device 32 for automatically turning off the feed and retracting the table to its original position after removing the set allowance amount.
The end stop, installed on the machine bed and table, is designed for longitudinal feed of the table for plunge-in when grinding the inner end of the product with the end of the internal grinding wheel. Fine longitudinal feed is carried out manually by turning the dial.
A coolant tank with an electric pump, a magnetic separator and a conveyor filter is installed to the left of the machine bed and is used to clean the coolant from sludge.
The hydraulic drive pumping station and electrical cabinet with electrical equipment are installed at the rear of the machine bed.
metal cutting machine for internal grinding
https://smac.en.alibaba.com/product/60215825376-50021672/the_hot_sale_and_low_price_low_cost_side_end_milling_machine_GL_1000C_of_china_of_SMAC.html?spm=a2700.icbuShop.41413.13.101a769aHFbpsS inner cylinder ical grinding machine
Product Description
internal cylindrical grinding machine
1. High position accuracy: most suitable for processing parts such as stamping, drilling or boring
fixtures and fittings
2.Wider range of applications: Drilling, boring, medium load milling, scribing, scaling and measuring are all ok
3. Various table sizes: three standard sizes and many more sizes as your requirement
Brief data
Internal Cylindrical Grinder
1. Your inquiry will be replied within 24 hours. Over 20 years of our industry experience in manufacturing technology.
3. Provide free spare parts and service within one year after warranty
4. Technical support Provide video recording for training
5. Professional after-sales service team
6. Give reasonable suggestions with best quality
1. Accept L/C, T/T, D/A, D/P type payments. 2. For technical questions, please contact our R&D. 3. Any question, call us or send email, we will do our best to satisfy you.
,
Universal internal grinder 3A227
Universal high precision internal grinding machine mod. 3A227 is designed for grinding cylindrical and conical blind and through holes. The machine is equipped with an end grinding device that allows you to grind the outer end of the product in one installation with grinding the hole.
Specifications:
Dimensions of the machine with an emulsion tank and an electrical cabinet (length x width x height), mm 2815x1900x1750 Weight of the machine with an emulsion tank, an electrical cabinet and a hydraulic pump station, kg 4300 Diameters of grinding holes, mm 20—100 Maximum grinding length (length of the installed product) with the largest hole diameter, mm 125 Largest diameter of the installed product, mm 400 Diameter of the grinding headstock hole for an internal grinding spindle with a belt drive, mm 100 Distance from the table mirror to the axis of the product spindle, mm 275 Distance from the axis of the product spindle to the base of the bed, mm 1200 Maximum distance from the support end of the spindle flange to the end of the grinding headstock body, mm 880 Distance from the end of the new face grinding device wheel to the support end of the product spindle flange (largest—smallest), mm 280—120 Maximum angle of rotation of the product headstock, deg. 45 Maximum adjustment transverse movement of the workpiece headstock, mm forward (from the worker) 120 back (to the worker) 30 Transverse movement of the grinding headstock, mm per one revolution of the flywheel (coarse/adjustment/fine) 2.5—0.25 per dial division 0.001 from the manual dosed feed lever 0.001 greatest adjustment forward (from the worker) 50 greatest adjustment. 10 Transverse feed values mm/double stroke per side 0.002; 0.004; 0.006 Table movement per revolution of the flywheel, mm 19 Table movement speed, m/min when dressing the wheel 0.1-2 when grinding 1-7 with fast longitudinal approach and retraction 10 Maximum table travel, mm 450 Longitudinal movement of the end-face grinding wheel, mm highest adjustment 160 highest working (fine) 4 per one revolution of the flywheel adjustment movement 27 per one revolution of the flywheel working (fine) feed 0.1 per division 0.0025 Product spindle rotation speed (stepless adjustment), rpm 140—1000 Frequency rotation of internal grinding spindles, rpm 9000; 12000; 18000; 24000 Rotation speed of the end spindle, rpm 5600 Total power of all electric motors installed on the machine, kW 9.9
Cnc Internal Thread Grinding Machine
Product Description
S7640 is mainly used in tool factories and tool shops, lead screw nut workshops, and V-shaped and round profile cylindrical and tapered thread grinding machine factories.
Equipped with an automatic wheel commode, it can produce two-way or two-way sanding.
Precision rolling bearings used on the wheel spindle, the speed of which can be varied smoothly by a frequency converter motor.
Internal grinding machine model 3K227A
The basis for a number of internal grinding equipment produced by domestic manufacturers are machines of the 3K line. The passport of these models confirms their purpose for finishing workpieces with a volume from 0.3 to 80 cm. Accuracy class - P, A and B. Each such machine has a face grinding device.
Internal grinding machine 3K722A
Model 3K227A began to be produced in the eighties. The 3K227A machine is used for grinding cylindrical, conical blind and through openings. The 3K227A unit with a face grinding device makes it possible to finish the outer ends of a part during one installation. These goods are supplied to domestic and foreign stores. Model 3K227A is distinguished by the highest quality indicator. Users leave only positive reviews about the 3K227A machine.
3M227VF2 high precision CNC internal grinding machine. Purpose and scope
Production of the 3M227VF2 internal grinding machine began in 1985. The machine replaced the outdated model 3K227
The semi-automatic internal grinding machine 3M227VF2 is designed for grinding cylindrical and conical (with an apex angle of up to 90°) through and blind holes.
The machine is used in machine-building plants with small-scale and mass production, in tool and repair shops and factories.
Operating principle and design features of the machine
Semi-automatic 3M227vf2 is easy to set up, maintain and operate; equipped with a set of grinding spindles with a wide range of grinding wheel speeds, ensuring the processing of parts with the most favorable conditions.
The cross feed mechanism, driven by a stepper motor, moves with high precision and stability over the entire speed range.
The 3M227VF2 internal grinding machine works with the 1P11 program device, which controls the operating cycle of the semi-automatic machine when grinding a hole.
The semi-automatic machine is equipped with an end grinding device that allows you to grind the outer end of the product in one setting with grinding the hole.
The automatic mode of operation of the semi-automatic machine with the grinder directly setting the elements of the control cycle of the ten-day switches of the program device does not require the mathematical software characteristic of CNC machines and allows the worker to simultaneously service several semi-automatic machines.
Conventional manual control of the semi-automatic operation is also possible.
All attached equipment is connected to the machine and electrical cabinet by ready-made electrical wiring with plug connectors.
- three- and four-jaw chucks
- grooved faceplates for fastening workpieces
- plumbing tools
- abrasive wheels and mandrels for them
For an additional fee, upon request, devices for straightening a circle along the radius, along the cone, along the end can be supplied; installation of a measuring device, steady rest, electric spindles and spare parts.
Compared to universal internal grinding machines, when working on these semi-automatic machines, productivity is more than doubled.
The machines are intended for domestic and export deliveries.
The scope of application of the machines is machine-building plants with small-scale and mass production, as well as tool and repair shops of these plants.
Machine accuracy class B according to GOST 8-82E.
The quality category is the highest.
Developer: Saratov Machine Tool Plant named after. 60th anniversary of the USSR.
Purpose of the 3K227A internal grinding machine
The Russian-made internal grinding machine 3K227A is designed for processing cylindrical and conical holes with a diameter of 20 to 150 mm and a length of up to 125 mm in parts of rotating bodies such as bushings and disks by grinding. A significant advantage of universal internal grinding machines is that they can process through and blind holes in parts of different hardness - ordinary steel, hardened steel, as well as cast iron, non-ferrous metals and non-metallic materials.
Creep Grinding
Traditionally, grinding has been associated with small amounts of metal removal and fine finishing work. However, this process can also be used for large scale metal removal operations, similar to grinding, broaching.
With this type of grinding, developed in the late 1950s, the disc's depth of cut reaches 63.5 centimeters and the workpiece speed is low.
This type of grinding can be economical for specialty applications such as grinding profiled punches, spiral drilled grooves, and various complex superalloy parts.
The disc is aligned according to the shape of the workpiece. Although one pass is usually sufficient, a second pass may be required to improve the surface quality.
Belt Abrasive - Coated abrasives are also used as belts for high-speed material removal. Belt grinding has become an important manufacturing process, in some cases replacing traditional grinding operations such as grinding camshafts.
The belt speed is usually in the range from 700 to 1830 meters/min. Abrasive belt machines require proper belt support and rigid construction to minimize vibration.
Internal grinding machines 3K227, 3K228, 3K229
The machine is designed for grinding cylindrical and conical, through and blind holes with a diameter of 20 to 150 mm, a length of up to 125 mm at the largest diameter of the hole being ground, with a cone angle at the apex of up to 90°.
The machine is equipped with an end grinding device that allows you to grind the outer end of the product in one setting with grinding the hole. The scope of application of the machines is machine-building plants with small-scale and mass production, as well as tool and repair plants and workshops.
SPECIFICATIONS
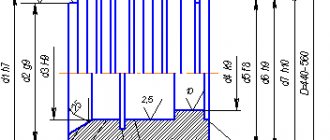
| Smallest and largest diameter of ground holes, mm | 20-150 |
| Maximum grinding length (with largest hole diameter), mm | 125 |
| Largest diameter of the installed product, mm: | 400 |
| The largest diameter of the installed product in the casing, mm | 250 |
| The greatest angle of rotation of the headstock of the product (when grinding conical holes), degrees. | 45 |
| Transverse movement of the grinding head (manual) per revolution of the flywheel, mm: | |
| rough (adjustment) | 2,5 |
| thin | 0,25 |
| one division of the dial | 0,001 |
| from the dosing lever | 0,001 |
| Amount of automatic cross feed per side, mm/double stroke. | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 |
| Table movement speed, m/min: | |
| when editing a wheel | 0,1-2 |
| when grinding | 1-7 |
| with fast longitudinal inflow and outflow | 10 |
| Maximum table stroke, mm | 450 |
| Limits of product spindle speed (stepless adjustment), rpm | 60-1200 |
| Speed of internal grinding spindles, rpm | 5000-28000 |
| End spindle speed, rpm | 5600 |
| Total power of all electric motors (without converter units), kW | 9,23 |
| Dimensions of the machine in plan with hydraulic system tank, emulsion tank, electrical cabinet, mm | |
| length | 2815 |
| width | 1900 |
| Weight of the machine with attached equipment, kg | 4300 |
Accuracy and cleanliness of the processed surface:
| 3K227VM | 3K227AM | |
| Constancy of hole diameter, µm | 3,0 | 2,0 |
| Hole roundness, microns, no more | 1,6 | 1,0 |
| Flatness of the end surface, µm | 4,0 | 3,0 |
| Surface roughness Ra | ||
| holes, µm | 0,32 | 0,16 |
| end, µm | 0,63 | 0,32 |
ESPECIALLY HIGH PRECISION INTERNAL GRINDING MACHINES 3K228, 3K229
The machines are designed for grinding cylindrical and conical (with an apex angle of up to 60°) through and blind holes: for the machine model ZK228A, diameter 50-300 mm, length up to 320 mm; for the machine model ZK229A diameter 100-500 mm, length up to 500 mm.
The machines are equipped with an end grinding device that allows you to grind the outer end of the product in one setting with grinding the hole.
Indicator of processing accuracy of the sample product:
- constant diameter in the longitudinal section 3 microns
- roundness 1.6 µm
Surface roughness of the product sample, no more than:
- cylindrical internal Ra 0.080 µm
- flat end At 0.32 µm
The machines have the following design features:
- Roller guides with hardened steel bars for the transverse movement of the grinding headstock together with the final link - a ball screw pair (screw-nut transmission) - provide minimal movements with high accuracy.
- Stepless regulation of the spindle speed of the product headstock
- The design of the product head allows the installation of a pneumatic or lever device and various cartridges for fastening products.
- A magnetic separator and conveyor filter provide high quality fine purification of the coolant, which improves the quality of the treated surface.
- Automatic cross feed
- Automatic termination of cross feed after removing the established (roughing) allowance allows the operator to simultaneously control several machines.
- Automatic lubrication system
- A device for grinding the ends of products allows you to machine holes and an end in one installation of the product.
- To reduce the heating of the bed and eliminate the transmission of vibration to the machine, the hydraulic drive is installed separately from the machine and connected to it with a flexible hose.
- Accelerated setup transverse movement of the grinding head reduces auxiliary time when readjusting machines.
SPECIFICATIONS
| Parameter name | 3K228A | 3K229A |
| Main settings | ||
| Accuracy class according to GOST 8-82 | A | A |
| Largest diameter of the installed product, mm | 400 | 800 |
| The largest diameter of the installed product in the casing, mm | 400 | 630 |
| Maximum length of the installed product, mm | 320 | 500 |
| Smallest and largest diameter of the hole to be ground, mm | 50..300 | 100..500 |
| The longest grinding length with a grinding diameter of at least 100 mm, mm | 320 | 500 |
| Maximum recommended grinding length at smallest diameter, mm | 125 | 200 |
| Distance from the axis of the headstock spindle to the base of the bed, mm | 1225 | 1300 |
| Distance from the axis of the headstock spindle to the table mirror (height of centers), mm | 340 | 410 |
| Distance from the supporting end of the product spindle flange to the end of the grinding headstock bracket, mm | 1335 | 1570 |
| Distance from the end of the new face grinding wheel to the supporting end of the spindle flange, mm | 150..400 | 250..550 |
| Machine work table | ||
| Maximum table movement length, mm | 800 | 800 |
| Manual movement of the table per revolution of the flywheel, mm | 25 | 25 |
| Table movement speed when grinding, m/min | 1..7 | 1..7 |
| Table movement speed when editing a wheel, m/min | 0,1..2 | 0,1..2 |
| Table movement speed with rapid longitudinal approach and retraction, m/min | 10 | 10 |
| Face grinding device | ||
| Face spindle rotation speed, 1/min | 4000 | 4000 |
| Longitudinal movement of the end grinding wheel is maximum adjustment, mm | 250 | 250 |
| Longitudinal movement of the end grinding wheel is greatest working (fine), mm | 4 | 4 |
| Longitudinal movement of the face grinding wheel per revolution of the adjustment movement handwheel, mm | 27 | 27 |
| Longitudinal movement of the end grinding wheel per revolution of the working (fine) feed handwheel, mm | 0,1 | 0,1 |
| Longitudinal movement of the end grinding wheel per division of the working (fine) feed dial, mm | 0,0025 | 0,0025 |
| Grinding head | ||
| Rotation speed of internal grinding heads, 1/min | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| The largest diameter of the grinding wheel according to GOST 2424-83, mm | 200 x 76 x 63 | 250 x 76 x 63 |
| Maximum peripheral speed of the grinding wheel, m/s | 35 | 35 |
| Diameter of the internal grinding head sleeve, mm | 125 | 125 |
| Diameter of the end of the grinding spindle according to GOST 2324-77, mm | 30, 40, 50 | At least 45 |
| Transverse movement of the grinding head | ||
| Movement per one revolution of the handwheel - rough (adjustment), mm | 5 | 5 |
| Movement per revolution of the handwheel - fine, mm | 0,5 | 0,5 |
| Movement by one division of the dial, mm | 0,002 | 0,002 |
| Movement per swing of the manual dosed feed lever, mm | 0,002 | 0,002 |
| The largest adjustment movement of the grinding head is backward (to the worker), mm | 10 | 10 |
| The largest adjustment movement of the grinding head is forward (from the worker), mm | 80 | 100 |
| Headstock (product headstock) | ||
| Nominal diameter of the end of the spindle of the product, according to GOST 12595-72 | 2-8M | 2-11M |
| Maximum angle of rotation of the headstock of the product, degrees | 30 | 30 |
| The largest adjustment movement of the headstock of the product is backward (to the worker), deg | 50 | 50 |
| The largest adjustment movement of the headstock of the product is forward (from the worker), deg | 250 | 300 |
| Product rotation speed (stepless regulation), rpm | 60..600 | 20..240 |
| Drive and electrical equipment of the machine | ||
| Number of electric motors on the machine | 7 | 7 |
| Grinding head spindle electric motor, kW | 7,5 | 7,5 |
| Electric motor drive of the face grinding device, kW | 2,2 | 2,2 |
| Electric motor of the product drive (product headstock) DC, kW | 1,6 | 1,6 |
| Hydraulic pump electric motor, kW | 3,0 | 3,0 |
| Electric motor of the filter-conveyor, kW | 0,09 | 0,09 |
| Electric motor of the cooling system pump, kW | 0,15 | 0,15 |
| Magnetic separator electric motor, kW | 0,09 | 0,09 |
| Total power of electric motors, kW | 14,63 | 14,63 |
| Thyristor converter ET1E2-10, kW | 1,3 | 1,3 |
| Overall dimensions and weight of the machine | ||
| Overall dimensions of the machine (length x width x height), mm | 3535 x 1460 x 1870 | 4165 x 1780 x 2000 |
| Weight of the machine with electrical equipment and cooling, kg | 6400 | 8300 |
stan-mash.ru
Internal grinding machines
Internal grinding is the main method of finishing holes. This processing of parts is performed using an abrasive wheel.
The peculiarity of internal grinding is the ability to correct the axial displacement of the hole, which appears during previous operations.
Internal grinding
This processing is used for different holes: cylindrical, conical, blind and through.
Internal grinding is widely used in various fields of mechanical engineering. In particular, such processing is practiced when working:
- with smooth and splined gear wheels;
- with ball bearings and roller bearings (in particular with their inner rings);
- with roller tracks on the outer rings of roller bearings;
- with different tools for cutting (this includes: shaver, cutters, attachment reamers).
This type of grinding uses longitudinal feed and plunge grinding. During the process the following movements occur:
- rotation of the grinding disc;
- rotation of the workpiece (circular feed);
- feed of longitudinal and transverse type.
The internal grinding machine is classified as equipment that can reproduce the processing of parts with minor deviations from the shape and dimensions, with slight surface roughness. The characteristics indicated by the passport show its high performance capabilities. The passport also contains a complete description of the specific equipment.
Description
Internal grinding machines are divided into the following groups:
- Internal grinding equipment in which rotations of the workpiece and the grinding disk occur. Feeds of longitudinal and transverse types in this case are carried out by moving the spindle or the headstock located in front.
- Internal grinding models, on which the finishing part (usually a dimensional one) is placed motionless, and the disk performs orbital movement. It rotates along the circumference of its own axis and along the circumference of the hole axis simultaneously.
Internal grinding of workpiece
Production characteristics divide these machines into universal machines, automatic machines and semi-automatic machines.
Universal types (with cartridge clamp). Used when working with short and long holes. Processing on conical-shaped variants takes place by turning the headstock to the desired slope. These machines are widely used in auxiliary and main departments of a manufacturing enterprise. They are equipped with a face grinding device, and the processing is distinguished by a high level of accuracy in terms of the perpendicularity of the end to the hole.
Internal chamfer grinding scheme
Semi-automatic devices. They are widely used to produce a large number of parts. These types are equipped with measuring and control devices; they automatically control the progress of grinding. Processing stops when the product reaches the required dimensions.
Automatic machines. Both center and centerless options have an additional loading device. It delivers the workpiece to be processed into the grinding area. There is also a device whose purpose is to automatically fasten, remove the workpiece and control disk edits.
Internal grinding machine model 3K227A
The basis for a number of internal grinding equipment produced by domestic manufacturers are machines of the 3K line. The passport of these models confirms their purpose for finishing workpieces with a volume from 0.3 to 80 cm. Accuracy class - P, A and B. Each such machine has a face grinding device.
Internal grinding machine 3K722A
Model 3K227A began to be produced in the eighties. The 3K227A machine is used for grinding cylindrical, conical blind and through openings. The 3K227A unit with a face grinding device makes it possible to finish the outer ends of a part during one installation. These goods are supplied to domestic and foreign stores. Model 3K227A is distinguished by the highest quality indicator. Users leave only positive reviews about the 3K227A machine.
Features of model 3K227A:
- electrical adjustment of the number of revolutions of the part;
- equipped with hardened guides;
- the ability to grind the outer end with one installation;
- equipped with a set of spindles;
- cross-feed equipment for automatic return of the table to its initial location;
- wide range of rotation of grinding discs, spindle, transverse feed, speed of table movement.
Download the passport of the grinding machine 3K227A
Each internal grinding unit is supplied with a passport and instructions for use. The passport has all the necessary data and technical characteristics for a specific type. Here are detailed technical specifications, structure and diagram of the machine.
Hydraulic diagram of the 3K227A internal grinding machine Electrical diagram of the 3K227A internal grinding machine Technical characteristics of the 3K227A internal grinding machine
Before work, it is recommended to carefully study the passport, technical specifications and device. Internal grinding units may only be used in accordance with the manufacturers' recommendations. Otherwise, the equipment will not operate reliably and may cause serious injury to a person.
If you find an error, please select a piece of text and press Ctrl+Enter.
stankiexpert.ru
3K228A Kinematic diagram of an internal grinding machine
Kinematic diagram of the internal grinding machine 3k228a
Description of the kinematic diagram of the 3K228A internal grinding machine
Universal internal grinding machine 3K228A, the kinematic diagram of which is shown in Fig. 68, designed for grinding cylindrical and conical, blind and through holes with a cone angle at the apex of up to 60°. The machine is equipped with an end grinding device that allows you to grind the outer end of the product immediately after grinding its hole.
The workpiece headstock is located on the bed, in the spindle chuck of which the part to be ground is clamped. A table is installed on the longitudinal rolling guides of the frame. On the transverse guides of the table there is a grinding headstock, which carries a spindle with a grinding wheel. The hydraulic drive of the machine is mounted inside the frame. The machine controls are located on the front panel of the bed. The face grinding device is mounted on the headstock housing.
The main movement is carried out from the electric motor 65 through a flat belt drive 55 - 56. The grinding spindles are replaceable, with pulleys with a diameter of 60-160 mm, which achieves a change in the rotation speed of the grinding wheel.
Circular feed - rotation of the part being ground - is produced by a DC electric motor 7 with stepless control of the shaft speed through a V-belt drive 66 - 67.
Longitudinal feed - reciprocating movement of the table - is carried out from a hydraulic drive 33 with stepless speed control. The table also has a mechanism for manual longitudinal movement. In this case, from the flywheel 18, rotation is transmitted through gears 15 - 68 and 16 - 17 to the rack wheel 14 and rack 13. The hydraulic and manual movements of the table are interlocked so that when the hydraulic drive is turned on, the manual feed is turned off by disengaging the rack wheel 14 from the rack using locking device 35, 21.
The cross feed of the grinding wheel is carried out by moving the slide of the grinding headstock support with screw 63 from the cross feed mechanism. This feed can be manual (continuous or dosed) or automatic from a hydraulic drive. Manual continuous feed is carried out using a handwheel 52 through gears 44 - 45 and 61 - 43 to screw 63. Metered manual feed is achieved by swinging lever 50 through pawl 36, ratchet wheel 47 and gears 44 - 45, 61-43 to screw 63 .
Metered hydraulic transverse feed of the grinding wheel is carried out from the hydraulic cylinder 51 through the ratchet device 38, 40 to the ratchet wheel 47 and then along the previous chain to the screw 63. The valve 37, controlled by the button 55, can limit the number of teeth of the ratchet wheel 47 captured by the pawl 40, t i.e. set a certain amount of dosed transverse feed of the grinding wheel, or completely disconnect the feed from the hydraulic drive.
Rapid transverse movement of the grinding head is carried out manually using a handwheel 52, through gears 46 - 57, 61-43, and a screw 63.
Face grinding device. The machine is equipped with an end grinding device that allows you to grind the end of a part with a special wheel. The spindle of this device rotates from an individual electric motor 1 through a belt drive 23 - 24. The adjustment longitudinal movement of the grinding wheel is achieved by rotating the handwheel 6 through a gear pair 5-4 with internal gearing and a pair 3 - 2. The working (axial) feed is produced by rotating the handwheel 29; in this case, through the worm pair 25-27 and the rolling screw pair 70, the sleeve of the end spindle carrying the circle moves longitudinally. The trunk 26 has three positions and rotates from the hydraulic drive 69 from the upper non-working position to the lower working position and back, as well as to the position in which the wheel is edited.
Mechanism of oscillatory motion of the table. As a device, the machine is equipped with a mechanism for the oscillatory movement of the table, which, imparting longitudinal oscillatory movements to it, forces the grinding wheel to perform oscillating movements, which contribute to obtaining a less rough sanded surface. The mechanism has an individual electric motor 39, from which an adjustable eccentric 59 is driven through a worm pair 66 - 58, and from it a lever 60 comes into oscillatory motion, which in turn transmits oscillation to the table.