Areas of use of a cantilever milling machine
The 6P81 equipment can be used to process parts made of steel, cast iron, and non-ferrous metals. The equipment uses face, disk, cylindrical, corner and special cutters. Due to its design features and maximum versatility, the unit is used in small industries.
Main areas of application:
- mining metallurgy;
- heavy industry;
- production of general goods;
- private manufacturing sector.
The ability to process any metal at any angle allows you to process a part using one machine, which significantly saves production costs.
Application area
Horizontal milling universal machines are designed for efficient processing of parts made of ferrous, non-ferrous metals, alloys, and plastics with high-speed and carbide tools. It is rational to load small and medium-sized workpieces without crust with moderate allowances. Optimal scope of application:
- repair,
- single,
- small-scale production.
It is justified to use it in serial metalworking in individual operations, with a small number of working tools, when loading CNC equipment is unprofitable or the latter is absent.
Used for processing horizontal surfaces with cylindrical cutters on a mandrel with support. It is possible to mill planes, grooves, and shoulders with an end tool installed in the spindle cone. Using socket heads, allowance is removed from the vertical planes of the parts. Cut-off disc cutters separate the material, mill grooves, grooves, including spiral ones, on shafts installed in the centers of the dividing head. In the repair business, gears are cut with a modular tool. Technological capabilities are expanded by using round and globe tables, optical heads, and boring equipment.
Design features
A unit of normal accuracy class with a rotary table that can move in three directions. The main spindle never changes position in the device.
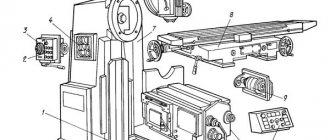
Components
The basis of the unit is the bed. It has a rigid casting, and special ribs make the structure more rigid. On top of the frame there are guides along which the easel trunk moves. One or more earrings are mounted to it. A container is mounted separately where the coolant is collected.
The unit table performs rapid movements along three axes. All working movements of both the machine and the spindle mechanism are performed by two electric motors, which can be switched on independently of each other.
Technical parameters of the spindle assembly:
- 18 different speeds;
- the spindle rotates at a frequency of up to 1600 rpm;
- 45 cone.
The equipment has a total of 16 feed stages. The machine is protected from overload by a ball pair, which brakes the spindle using a clutch. There is a locking mechanism to brake the vertical and transverse mechanical feed. The gearbox and gearbox are mounted in a common unit. There is a separate reverse box.
Controls
All handles, switches, buttons are located at a convenient height next to the controlled mechanisms. Main controls: spindle start, feed, general stop. Directly next to these controls are located:
- selector and speed shift knob;
- to rotate the trunk, a special square is moved;
- “spindle push” button;
- handle for turning on longitudinal, vertical and transverse feed;
- cooling pump switch;
- screws to secure the slide from rotation.
A special curved handle is used to raise and lower the console from the table. There is also a lever to enable rapid travel in any direction.
Setting up and setting up the 6P11 machine. Cutting modes
Cutting modes on machine tools are assigned according to technological reference books. In this case, it is necessary to take into account:
- working at high-speed modes with tools equipped with carbide is more profitable than milling at normal modes with tools made of high-speed steel. At the same time, in addition to higher productivity, the mechanisms and table guides wear out less;
- The machines are not designed to use the full power of the spindle motor at spindle speeds up to 100 rpm. It is permissible at a frequency of 50..100 rpm to load the electric motor no more than 3 kW;
- You should not work on the machine in the event of vibration, strong, unusual noise from the drives and similar phenomena of abnormal operation of the machines. These phenomena indicate an unsuccessful choice of mode for these specific conditions.
It is necessary to change the cutting mode (feed per tooth) or the tool (use a cutter with an uneven tooth pitch).
Setting the required spindle speed on the machines is done by turning handles 101 (see Fig. 3-5) until the desired scale number aligns with the pointer on the cover. Then the handle 102 sets the high (315..1600 rpm) or low (50..250 rpm) range of rotation speeds.
The rotation speed of the rotary spindle of the 6Р81Ш machine is set using three handles 127, which have the following purpose:
- handle B in two positions includes one of two spindle speed ranges: 45..250 or 355..2000 rpm;
- handle A is connected to the scale in two positions and sets the desired scale number in sector D (but not always under arrow D);
- handle B is connected to arrow D in three positions and shows the desired number in sector D.
When working with handles, you should always bring them to a fixed position.
ATTENTION!
To avoid erroneously turning on emergency cutting modes for the machine and tool, be especially careful when installing handles 102 and 127-B, because they change the spindle speed by 6.3 and 8 times, respectively.
Setting the required feed amount is achieved by rotating the handles 103 until they align with the indicator of the required scale number. Handle 104 sets one of two rows of table working feed: 35..170 mm/min or 210..1020 mm/min.
ATTENTION!
Be careful when installing handle 104, as its erroneous inclusion sharply changes the value of the working feed.
Installing the tool on the machine
Cylindrical cutters are installed in a well-known manner on mandrels supported by one or two supports (earrings). It should be taken into account that for normal milling and high surface quality it is necessary to ensure:
- sufficient rigidity of the mandrel, so try to reduce the distance from the end of the spindle to the cutter and to the shackle as much as possible;
- the accuracy of tool rotation is the smallest runout of its teeth. For this, in addition to the correct sharpening of the cutters, the straightness of the mandrels, the accuracy and cleanliness of the ends of the spacer rings are very important. Store the mandrels carefully.
- Face milling cutters are fixed in spindles using mandrels with drivers, which fit into the spindle keys with grooves, and guide the cutter with protrusions. It is also possible to mount large diameter cutters.
Processing of spiral surfaces using a dividing head
The smoothness of the feed when milling spiral surfaces is directly dependent on the number of revolutions of the lead screw per revolution of the product: the larger it is, the smoother the cutting and vice versa. Based on this, it is recommended not to exceed the following values of the spiral inclination angle:
- with product diameter 6..10 mm…….10°
- with a product diameter of 10..15 mm…….25°
- with a product diameter of 15..150 mm….45°.
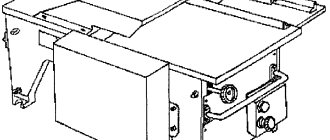
Cooling of cutters during cutting (Fig. 27) Cooling is applied only to cutters made of high-speed steel and when processing steel. The coolant is supplied from a reservoir at the base of the machines by an electric pump, which, together with the pipeline, is located in a niche at the back of the frame under the cover. The outer part of the pipeline is equipped with a metal tip with a nozzle and a valve for regulating the fluid flow.
The used liquid is returned to the base reservoir, passing through settling tanks that retain metal particles.
The tank should be flushed and settling tanks emptied as needed.
Specifications
The principle of operation is simple: the spindle takes rotation from the gearbox, which is connected to the main motor. The unit has two motors, with a power of 1.5 and 5.5 kW. Technical characteristics determine the reliability and versatility of the equipment.
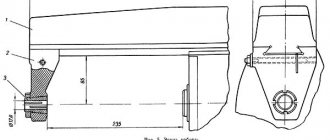
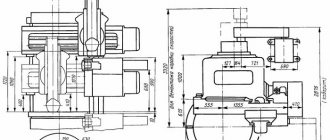
Dimensions
Dimensions of the working table of the unit in question:
- length – 100s m;
- width – 25 cm;
- distance from the trunk to the spindle axis – 14.2 cm;
- from table to spindle – 5–37 cm.
Dimensions of the machine itself:
- length – 148 cm;
- width – 199 cm;
- height – 163 cm.
- equipment weight – 2280 kg.
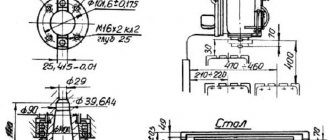
Accuracy, productivity
The machine is highly productive due to the following technical characteristics:
- number of T-shaped slots – 3;
- table movement along the X axis – 63 cm;
- vertical movement – 32 cm;
- transverse – 20 cm.
Moving the table one division of the dial along or across – 0.05 mm. One vertical division of the dial is 0.025 mm. One rotation of the dial, longitudinal or transverse – 6 mm, vertical – 3 mm. Table rotation angle ±45°.
Restrictions
There are also special restrictions on the machine. These include:
- switching feed stops;
- blocking of manual mechanical feed vertical and transverse;
- clutch for spindle braking;
- ball pair for overload protection.
Limits of vertical working feed – 266.7 mm/min, longitudinal and transverse – 25-800 mm/min.
Horizontal milling machine: startup and operation, passport
Operating the 6P81 machine does not require special training. The equipment must always have a cooling system in place. If the liquid does not enter the unit, then it must be disconnected from the power supply, and then check the operation of the entire system. Before starting the machine, you should check the serviceability of all systems, normal operation of the wiring, and the presence of grounding.
The milling machine's passport can be downloaded for free from the link - Passport for the universal cantilever horizontal milling machine 6P81.
Equipment operating conditions
Devices of models of horizontal milling machines 6Р81Г, 6Р81 are currently not produced by manufacturers. Instead, more modernized models are being created. Each of the modern units is equipped with an electronic control unit. This allows you to reduce the human factor, which consists of defects in the manufacture of parts, and increase the accuracy class.
However, these devices can still be seen in use for individual purposes. An internship of two months allows a person to quickly learn how to operate the unit.
The lubrication system in this unit must always function normally. If for some reason it stops flowing into the special outlet for this, it is recommended to disconnect the unit from the power supply. And check the pumps and feed mechanisms. The machine has two centralized oil supply systems. The first is in the spindle drive, the second is in the feed mechanism.
If the feed on the milling machine suddenly does not turn on, first of all check the presence of oil in the gearbox. In the second case, the blocking may work. The feed may not work if the motor is not rotated correctly.
Repair of milling machine 6Р81
Oil filters should also be cleaned periodically. This will allow the machine to function without complaints for many years.
Timely preventative maintenance will allow you to use this device for a long time without the need for repairs.
If you find an error, please select a piece of text and press Ctrl+Enter.
Also useful for repairs:
- Strip lighting for the kitchen
- Painting scuffs on the bumper
- Technological map of wall insulation using the thermal fur coat method
Safety precautions
The 6P81 cantilever milling machine, like other similar equipment, is a source of injury hazard. Therefore, when working with the unit, it is important to follow basic safety rules:
- work in a protective suit;
- do not approach the machine while intoxicated or under the influence of drugs;
- the operator should not wear loose clothing, all sleeves should be buttoned, and his hair should be hidden under a headdress;
- Before work, be sure to check the presence of grounding and the operability of the equipment at idle speed.
These simple rules will help avoid injuries and harm to health.
General technical properties of the 6P81 model
One of the main parameters of the 6P81 is the main spindle. It never changes its own position in the device. And the base of the 6P81 cantilever milling machine is considered to be a rigid bed. It is cast from a specialized alloy, which gives additional rigidity to this device. And the ribs can strengthen the platform for installing the device. Similarly, the device will not move anywhere during its working period and its mechanisms will not be damaged by the trembling that occurs during the operation of the unit.
A pair or one earring is installed in the cone of the 6P81 device. The device has additional capacity. It is made for a liquid that will cool the metal during the working period. The spindle speed of such a machine is 1050 millimeters per minute - vertical, and horizontal - 3150. The spindle performs up to 1600 revolutions per minute. And the electrical power supply of the machine occurs thanks to electrical circuits that provide the use of neighboring sources of electrical energy.
Modifications and foreign models
There are both Russian modifications of the 6P81 unit, as well as imported analogues with similar characteristics. Domestic machines:
- 6Р81Ш is a highly versatile machine.
- 6k82sh is another version of a highly versatile machine with a special spindle head that can be rotated horizontally and vertically.
- 6N81 – horizontal, vertical – 6N11.
Consoleless milling machines have a spindle that moves strictly vertically.
Foreign analogues:
- X613A is a Chinese-made cantilever milling machine.
- X6132 – universal cantilever milling machines with a size of 1320x320.
Reviews
All reviews about the operation of the cantilever milling machine are positive. Users especially note its reliability and long service life without repairs. The versatility of the machine is also of great importance. Owners of large industries value this equipment for its high productivity and cost reduction, since one machine can process a part from all sides. The cantilever milling machine was produced by the Dmitrov Milling Machine Plant and is still used in small-scale and mass production in metallurgy and mechanical engineering.