Home / Devices
Back
Reading time: 3 min
0
619
Welding and cutting metals using flammable gases was invented a long time ago, but is still used to this day. The burner, which is one of the main elements of equipment for processing metals with gas, has the function of smooth regulation of flame modes.
This helps change the temperature of exposure, making the equipment suitable for processing most types of metals. The technology on which this equipment operates allows it to be used without being connected to an electrical network.
This is useful when you have to work in places where there is no electricity. This article will talk about gas welding and cutting technology, as well as the equipment (devices) that are used for it.
- general information
- Equipment selection parameters and its characteristics Torch or cutter for gas welding
- Hoses
- Gas reducer
- Cylinders
Features of gas welding
During the work process, it is possible to regulate the composition of the mixture, which the gearbox helps with. The flame power and temperature are adjusted depending on the type of work. There are several types of gas welding:
- Oxidative.
- Restorative, which is used for most compounds and materials.
- With an increased level of combustible mixture.
In the molten pool during welding processes, two main processes occur, reduction and oxidation. The structure of the adjacent metal is mainly coarse-grained, for a more durable connection.
For improved strength indicators, heating is performed to maximum temperatures, a kind of forging of the metal.
Several main features when working with gas equipment:
- Gas welding of low-carbon steel materials is carried out using various types of gas, the filler element consists of steel wire, with a small amount of carbon content.
- Alloy steels are welded with materials that react with the composition. For example, heat-resistant stainless steel parts are welded using nickel wire; some grades of material will require the use of molybdenum.
- Copper products are welded at elevated temperatures; the high fluidity of the metal will require minimal joint clearance. The filler material consists of copper wire and flux, which is used to deoxidize the weld.
- Brass connections are made by using an additive of identical material. Due to the volatility of zinc, more oxygen is supplied during welding to avoid the formation of pores.
- Bronze alloys are welded using a reduction flame without burning out the main components of the metal. For the additive, an identical material is used using silicon, which promotes deoxidation of the weld and metal.
Gas pipe welding
It is worth noting that when working with aluminum or magnesium, oxidation processes proceed faster. The processing area and the seam have different parameters and characteristics; the adjacent area located in close proximity is characterized by reduced strength and is prone to premature deformation.
Principle of electric arc welding of gas pipes
Electric welding of gas pipelines begins with edge preparation:
- the edges are leveled with a grinder at right angles;
- burrs are processed with a file;
- edges thicker than 3 mm are cut at an angle of up to 60°;
- The joints are cleaned of dirt and rust and degreased.
Before welding gas pipes using electric welding, you need to grab the workpieces with consumable electrodes in several places:
- walls up to 3 mm thick are welded in one go;
- thickness up to 6 mm - in two approaches;
- thicker than 6 mm - three or more.
Rotary joints are welded using special rotators in one go. If access to the pipeline is difficult, then the seam is welded in fragments until the entire joint is filled with molten metal. The last layer is welded completely, the joints are overlapped.
We recommend articles on metalworking
- Steel grades: classification and interpretation
- Aluminum grades and areas of their application
- Defects in metal products: causes and search methods
Operating principle of gas welding
Oxygen and flammable gas are supplied to the device through pipes, ignition occurs through the nozzle, and the flame power is adjusted by valves. The flame consists of several main parts, the torch, the recovery process and the core. The highest temperature parameters are observed in the core; the process occurs as part of the flame between the core and reduction.
The impact of high temperatures on the surfaces of materials entails protection of the welding area from excess air, which contains impurities of heavy gases. High performance when cutting metals allows you to perform work with high precision and produce the necessary products. There are different types of gas welding.
Welding equipment
Welding gas plays a big role in the density and quality of the joint; the popular gas used is acetylene.
Criterias of choice
- The basic principle on which it is recommended to select gas welding equipment is the type of work planned. Depending on whether cutting or joining is planned, the choice of the most affordable gas is made. In most cases, acetylene is used for gas welding.
- And also when choosing gas welding equipment, it is necessary to take into account the thickness of the metal. Acetylene is recommended to be used when it is necessary to weld parts made of low-carbon and alloy steels with a thickness of no more than 20 mm. To cut thick-walled metal up to 400 mm, you need propane, which is used with a standard pressure mode. If the products being welded have a thickness of about 400-800 mm, then in this case increased oxygen purging will be required, and this can lead to an increase in pressure in the gas pipeline.
- Another important selection criterion is the technical capabilities of the gas burner or cutter used.
Gas welding technology
Gas welding technology uses an additive made of light alloy material, the main task of which is to fill the edges of materials. An acetylene torch is used to melt the edges by heating, after which the joint is made. The second method involves surfacing or spraying, depending on the type of metal and equipment. The difference between the methods is in the consumption of the gas mixture, the materials being processed, and the time spent on the operation.
Pollination of two metal compounds will require high temperatures, this will require an increased amount of combustible mixture. Heating the filler rods does not require high temperatures; the structure of the tool consists of low-melting materials. There is a special type of electrodes for connecting materials with inverter type equipment.
The gas welding technique using various additives is much stronger, more pleasant in appearance, the process is faster, and the consumption of the combustible mixture is several times lower.
Welding wire
This technology of welding work is used in various fields, connecting technological pipelines, spare parts of machines, welding rods, forging various fragments.
The gas welding process will require the following basic elements:
- In most cases, propane is used as gas. Various types of gas with inert fluidity are suitable.
- The catalyst for ignition is a cylinder of oxygen gas.
- Hoses for removing the gas mixture, nozzle, reducer on the cylinder and handle.
The calibration nozzle sprays the gas mixture under pressure, a silicon piezo lighter is used to ignite, after which the saturation of the mixture and the strength of the flame are adjusted.
Advantages and disadvantages of different methods of welding gas pipes
The advantages of argon welding of gas pipes include:
- obtaining a high-quality and reliable seam;
- durability of the welded joint;
- Possibility of use for working with pipelines made of stainless steel and titanium.
Among the disadvantages:
- the need for special training;
- Not all equipment can operate in DC and AC/DC modes.
Advantages of MIG/MAG technology for welding gas pipes:
- high performance;
- a small amount of smoke;
- simple automation of the welding process;
- no slag.
The disadvantages are the difficulty of working outdoors and the inconvenience caused by using a gas cylinder.
Advantages of semi-automatic gas pipe welding technology:
- reliable and high-quality connections;
- suitable for working with metals of different thicknesses;
- allows you to work in different positions;
- low cost when using active protective gases.
Advantages of butt welding of HDPE gas pipes:
- low cost of work;
- high speed;
- ease of installation;
- ability to work with large diameter pipelines (up to 1,200 mm).
Pros and cons of gas welding
Each type of work performed implies the presence of certain advantages and disadvantages. A welding connection is possible using various equipment and tools and depends on the properties of the material. The advantages and disadvantages of gas welding are determined by several points.
Main advantages:
- One of the most important advantages of gas welding is the availability of equipment and the lack of energy requirements. Welding work can be performed with two cylinders and a cutter. An excellent solution for remote locations without electricity.
- The connection of thin sheet metals is carried out very carefully, with high quality due to the possible adjustment of the flame distance and temperature conditions.
- Transportation does not require large expenses; there is no need to purchase special equipment for moving and storing.
- A reliable seam and high-quality work allow you not to worry about the durability of welding joints.
Weld
Disadvantages of gas welding:
- Welding products with high precision requires a highly qualified operator; products are produced slowly.
- Large circumferential range, high temperature.
- Increased consumption of components, welding gas and wires is required.
General diagram of gas pipe welding
Pipeline installation work is carried out in accordance with the welding diagrams included in the technical documentation set. Schemes are drawn in the form of sketches without observing scale.
The diagram shows rotary and non-rotary welded joints. It is easier to weld rotary ones, since a specialist can work with them in any position convenient for him. In addition, they are less susceptible to defects.
On the diagram, each joint is assigned a number, and the necessary types of work control are noted, and information about the class or group of the pipeline is entered.
The following data on welded joints is entered into the summary table:
- number of joints;
- joint parameters;
- methods of quality control of welding work.
It is allowed to make diagrams in axonometric projection. The document must contain the signatures of the manager and executors. The diagram is a kind of guide to the correct welding of gas pipes, including the process of planning the work and monitoring upon its completion.
Materials for welding using gas
The technological process using gas materials depends on a number of reasons and factors. The main and unchangeable gas is oxygen in its technologically pure form. The purpose is to activate the combustion processes of metal parts for connection at a later time. The gas is transported and kept under high pressure for long-term operation outside the gas station. Storage and contact with technical oils is unacceptable, and it is also not recommended to use oxygen in direct sunlight.
Pure oxygen is obtained from ordinary air; special devices are used for purification. Oxygen is divided into categories: highest, first and second grade. Working with materials is impossible without the accompanying oxygen gas. In most cases, colorless acetylene is used. Acetylene is produced by combining water with calcium carbide and is explosive at certain temperatures.
Acetylene for welding
The use of acetylene is determined by high temperatures when welding joints; cheaper analogues do not make it possible to produce high-quality work due to insufficient combustion temperature.
Wire and flux for welding
The wire is used for gas welding and is necessary to replenish the cells of released compounds. The use of flux and wire makes it possible to create a correctly formed seam with the necessary characteristics. Cleanliness and absence of signs of corrosion on the wire material makes it possible to produce a high-quality product; in some cases it is possible to use a piece of the same material that is being welded. Flux provides protection from oxides and other influences surrounding the installed metal.
Welding flux
Neglecting the use of flux for welding is possible only when producing materials from carbon steel. Boric acid, used as a flux, is applied to parts made of copper, magnesium or aluminum.
Gas welding equipment
In addition to the gases and cylinders used, it is necessary to have other technological elements:
- For gas welding, equipment is used, such as a water-type shutter, which provides protection against the backdraft of fire. The location occurs between a container with acetylene and a gas nozzle.
- Reducers are used to control the gas level at the outlet of the cylinder. There are various models, reverse or direct acting. Modifications for working with liquefied gas imply the presence of scars inside the structure, which eliminates freezing.
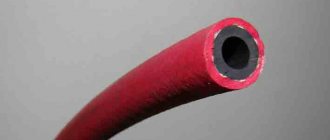
- A special type of hose is used to supply gas to the burner. Marking occurs in different colors depending on the maximum pressure.
- The burner is necessary to mix the combustible mixture and subsequently ignite the gases. Various modifications are divided into injection and conventional types. The division also occurs according to the power required during operation.
- Gas welding is performed on a equipped table. Equipped with a tabletop for convenient, productive work. The gas welding and cutting machine must comply with safety parameters. Exhaust ventilation helps the welder and allows processes to be carried out at maximum speed.
Gas-burner
Gas welding equipment includes a huge range of instruments and mechanisms. Taken together, the equipment allows work to be carried out at a location remote from energy sources. Each type of equipment is equipped for the type of gas used, with proper adherence to safety precautions.
Gas welding equipment
The kit for gas welding or cutting includes:
- burner or cutter;
- oxygen and acetylene hose;
- oxygen balloon;
- acetylene generator or propane cylinder;
- gearboxes.
Every detail of a gas apparatus is of great importance, and it is impossible to do without it. But you can put together a set of apparatus for gas welding, buying devices gradually, replacing them, selecting the necessary parameters.
How gas welding is performed in semi-automatic mode
Semi-automatic gas welding involves a hybrid method of joining metals. Applied using shielding gas and an electric arc, the process proceeds as follows:
- Starting mechanisms, preparing tools for work.
- A wire is threaded into a special hole in close proximity to the burner.
- The gearbox controls and sets the level of the combustible mixture.
- The wire feed speed is controlled by a special mechanism on the drum.
- The voltage and other parameters are set semi-automatically.
- Before starting the process, it is necessary to set the burner at the correct angle.
For a high-quality connection and uniform formation of a seam, when using this type of welding, parameters have been developed in accordance with GOST.
The pressure of the reducer must be at certain values, the type and parameters of the hoses. Cylinders containing gas must be pressurized and tested; burners and wire differ in parameters and must comply with established procedures. The check must be carried out before welding metals.
Equipment Specifications
Gas cylinders
Welding, which is carried out using portable equipment, involves the use of gases stored in special hermetically sealed vessels - cylinders. Each gas must be stored in a container suitable for it, which must have a special shape, dimensions and valve.
- Oxygen cylinders. For their production, alloy or carbon steels are used. Sometimes oxygen cylinders are made from seamless pipes, but they can only store gas for which the permissible pressure is no more than 30 kgf/cm². If it is necessary to maintain a lower pressure in the cylinder, then it should be made only of welded structures. In the latter case, it is recommended to use types 150 and 150JL with a maximum volume of 40 l. Moreover, it is important that during the manufacture of structures the requirements of GOST 949–73 are met.
- Acetylene cylinders. During their production, the requirements of GOST 5948–60 must be met. Most often, in order to ensure maximum safety, such containers are made in the form of two-chamber cylinders, which make it possible to more effectively equalize the pressure inside them. But at the same time, it is important to comply with the main condition - the internal pressure in the acetylene cylinder should not exceed 19 kgf/cm² at 20ºC.
- Cylinders for propane-butane mixture. Their production must be carried out in accordance with the requirements of GOST 15860–70. Such cylinders are made in volumes of 40 and 50 liters. The internal pressure in them should not exceed 16 kgf/m², and they should weigh no more than 24 kg.
Particular care must be taken when handling gas cylinders, as they belong to a high explosion hazard category. As a result, during their use, particularly stringent requirements for their operation must be observed. To be able to transport or carry them, a specialist must undergo special training and obtain a permit.
Cutters
In order to be able to change the pressure of flammable gas on welding equipment, each cylinder must be equipped with a reducer. When choosing a gearbox, first of all you need to pay attention to its throughput. It should be selected based on the type of work being done and the cutters used. Gearboxes come in two types, depending on the design: single-stage and two-stage. The latter are more accurate.
When the gases from the cylinder reach the cutter, they mix. The main part of the cutter is most often made of carbon steel and is equipped with various functional elements - shut-off valves, injectors, a mouthpiece, which are repairable. The cutter itself is necessary to control the welding process and mixing gases.
Cutters may differ from each other in power, which implies their throughput. Based on this, we can conclude that for each cutter it is necessary to select the appropriate burner, which must be of a certain type and size. All cutters have removable parts, so they are universal and can be used for welding with any type of gas.
Precautions and rules for using a gas burner
The welding process can harm both the worker and others if basic safety rules are not followed. It is prohibited to carry out gas welding work in a confined space, or it must be equipped with good ventilation. Safety glasses prevent the influence of rays on the retina of the eyes, as well as metal splashes.
The welding station must be kept clean, the cylinders must be well secured in place and tested by pressure testing. Gas cylinders are transported on a specialized stretcher or trolley. During transportation, the operator must install a protective device on the top of the container. The work is carried out with a flame emanating in the other direction from the cylinders. If space is limited, a protective metal shield is installed and the temperature is controlled.
The nuances of performing work on welding gas pipes in an apartment
Welding of large-diameter gas pipes in a private house is performed using manual electric arc or semi-automatic methods. To increase the reliability of the pipeline, adapters are used at the joints of pipes of different diameters.
Before starting welding work, turn off the gas. If necessary, a section of the pipeline is dismantled with a cutter. If you need to move the pipe, install a metal plug at the joint.
The work is carried out in the following order:
- the pipe is purged to remove residual natural gas;
- dismantle the section of the pipeline to be replaced;
- clean and degrease the edges of the joint;
- upon completion of welding work, fill the pipe;
- check the tightness of the joints (the seam is treated with a soapy mixture; the appearance of bubbles on it indicates a leak).
It is prohibited to independently install and dismantle gas ducts.
The main distribution of the gas pipeline can be carried out after obtaining permission from the gas service and the development and approval of project documentation. Valves must be installed to shut off the gas supply.
general information
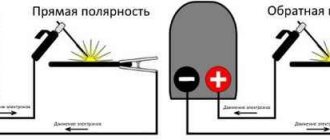
Gas welding is a simple technology for welding and cutting metals. To carry it out, you will need two cylinders: one with oxygen and one with flammable gas. The cylinders are connected to a gas burner, and when fed simultaneously, they mix, forming a narrow flame. The supply of both gases is regulated using two valves, so you can choose the mixing proportions yourself.
Then the wire is fed into the welding zone, and it is heated using a torch flame. The rod is melted together with the base metal and mixed in the weld pool, after which a seam is formed.
There are two types of gas equipment: stationary and portable. Stationary equipment is used only in industries where the welder does not need to move from place to place. All his work takes place at the welding station. And portable equipment can be found in many craftsmen: from home welders to organizations that provide welding on-site.
Wire and flux for welding
To weld metals, in addition to gas, you also need wire and flux. It is due to these materials that the welding seam is created and all its characteristics are formed. The wire used for welding must be clean, without signs of corrosion and paint on its surface. In some cases, a strip of the same metal that is being welded can be used as such wire. In order to protect the weld pool from external factors, it is necessary to use a special flux. Boric acid and borax are often used as such flux, which are applied directly to the surface of the metal being welded or to the wire used for welding. Gas welding of carbon steel can be performed without flux, and when joining parts made of aluminum, copper, magnesium and their alloys, such protection is necessary.
Popular models
On the modern market there is a huge range of gas welding equipment from domestic and global manufacturers.
Many of them have mastered the production of the entire line of tools for both portable kits and fixed large stations used in industrial enterprises and on production production lines. Important! Chinese companies are also offering their products, seeking to occupy their niche due to their low cost. But a cheap tool is not always ready to pass the test of gas welding equipment in our realities, therefore it is recommended to prefer Russian or Western European manufacturers.
These include:
- "Dioxide", Russian Federation;
- "Steiger", Germany;
- KZ, Russia;
- "IDEAL", Germany;
- Graphopress, Netherlands.
Sergey Anufriev, gas welder, 20 years of work experience: “The choice of equipment for gas welding work must be taken responsibly and carefully, since not only the efficiency of use, but also the safety of workers depends on its quality.”
Safety precautions when welding gas pipes
It is prohibited to move gas pipes in apartments yourself; to do this, you must contact the gas service.
During welding, the metal oxidizes, and oxidation vapors remain in the air. Improper handling of acetylene and torch may cause an explosion. Oxygen reducer valves can also ignite if, for example, the cylinder is opened suddenly. The danger is the explosion of a pressurized oxygen cylinder.