Hydroblasting surface cleaning
Hydrojet cleaning, or cleaning with water, and sometimes with special liquids under a certain pressure and at the required feed rate, is a type of preparation of surfaces for various purposes for further processing.
The hydro-jet method removes contaminants of various origins. This can be rust, scale, peeling paint, outdated plaster, resins, bitumen, etc. The method is used in construction in the preparation of building facades, including the removal of graffiti and slab joints, in mechanical and shipbuilding, in the construction of buildings and technological equipment, in aviation to remove traces of rubber from runways, etc. In this way, tanks, heat exchangers and pipe structures are cleaned from scale, deposits and contaminants, both inside and outside. The essence of the method: a jet of water under pressure acts on the surface, tears off and removes particles of unnecessary materials from the surface. Thus, it cleanses of dirt and deposits, and with the use of special compounds it also degreases. Hydro-jet cleaning of metal structures is especially popular, as it allows you to prepare them for painting in an environmentally friendly way.
What determines the cost of waterjet metal cutting?
Waterjet cutting is a process of processing materials with a jet of water containing fine sand particles. To get started, careful preparation is required. It is necessary to sift the sand with special care, otherwise the metal may be cut incorrectly. It is important that the work of the cutting master is honed to the smallest detail. That is why such workers are especially valued and receive considerable wages.
The cost of waterjet cutting largely depends on three factors, namely:
- type of cut;
- the quality with which the order must be completed;
- parameters of the equipment used.
Based on the type of cut, cutting is divided into straight and curved. The quality of execution is determined by the customer. This may be a rough cut or a high quality one, which is not subsequently processed. By machine parameters we mean the power and time that the equipment requires to complete the work.
A fairly large part of the cost of work is the cost of garnet sand. Currently, in our market its cost is 20–35 thousand rubles per ton. The price range depends on the manufacturer. The equipment consumes abrasive at a rate that can reach 25 kg/hour, which depends on the intensity of the process. Saving material is achieved by calculating the amount of abrasive required to cut a particular metal. In some cases, savings can be achieved by using clean water to process specific materials.
So, waterjet cutting is successfully used by industrial enterprises for effective processing of almost any materials. The method will not work only with tempered glass and diamond.
How does waterjet cleaning of metal surfaces work?
Unlike dry cleaning, where abrasive particles with low mass have a large kinetic moment due to high speed, during waterjet cleaning they are encapsulated (enclosed) in water droplets. This increases the intensity of the impact on the treated surface due to an increase in the weight of the particles. Unlike dry cleaning, the abrasive does not break down, forming fine dust, but has an additional effect on the workpiece.
Due to the presence of water, water-soluble compounds can be washed away. To prevent secondary corrosion, LKM LLC specialists use special compounds with inhibitors. This ensures that the surface will not rust due to exposure to moisture and oxygen immediately after cleaning.
Wet particles are not charged with static electricity and do not cause dry sparks, which makes the process fireproof.
Thanks to the presence of water acting as a lubricant, the service life and quality of the hose and working nozzle increase. They last 5 times longer than in “dry” apparatus parts.
During purification, particles go through four stages:
- Encapsulation with water. The filler or abrasive is encased in a water coating that is held in place by surface tension. This increases the weight of the particles and, accordingly, the momentum.
- Collision of water and abrasive with metal. In this case, the water shell breaks and the water traps dust resulting from the destruction of particles, rust or pieces of surface material.
- Hydraulic effect. The drops continue to move in the initial direction and act on the material, intensifying due to the hydraulic effect - incompressible water does not escape from the contact zone and tears off the coating to be removed.
- Changing the collision zone. The hydraulic effect bevels the edges at the point of contact with the abrasive, which increases the efficiency of the jet and improves the quality of surface preparation for painting or galvanizing.
Important Process Parameters
The productivity of this type of processing and its quality depend on the properties of the material being processed (grade of steel, heat treatment performed, surface cleanliness obtained). In addition, the effectiveness of abrasive action depends on certain parameters, the main of which are:
- — Type of abrasive used.
- — The grain size of the abrasive material.
- — Speed of supply of working fluid.
- — The angle of incidence of the liquid on the surface.
- — Distance between the nozzle and the surface.
- — Estimated process time.
Why each of these indicators is important is worth considering in a little more detail.
Type of abrasive material
Both natural and artificial materials can be used as an abrasive in this technological process.
- — Natural abrasives – emery, corundum, quartz.
- — The most popular artificial abrasives are represented by aluminum oxide, boron carbide, silicon carbide, crocus (anhydrous iron oxide), and electrocorundum.
Each of the materials mentioned has its own characteristics and is recommended by experts in one case or another to achieve optimal results.
Abrasive grain size
This indicator is selected taking into account the requirements for the cleanliness of the treated surface after completion of the process. An increase in grain size contributes to an increase in the productivity of abrasive metal processing, while simultaneously leading to a deterioration in surface cleanliness.
The production technology may involve the sequential use of several working fluids and grains of different sizes: from large to small. In this case, during the exposure process, a significant layer of metal will first be removed, and then the surface will be brought to the required cleanliness with smaller fractions of abrasive.
Working fluid speed
Air pressure is what determines the speed of the liquid acting on the material being processed. The pressure can standardly vary from 4 ati to 6 ati, while the speed value increases proportionally from 50 m/sec to 70 m/sec.
Nozzle angle
The nozzle is tilted to ensure that the treatment is carried out with the best possible result.
Despite the fact that the angle can change as desired due to the movement of the nozzle mechanism and its rotation, values from 40 to 60 degrees between the direction of the working jet and the surface plane are considered optimal for performance. If you want to give preference to the cleanliness of the surface, you can achieve some improvement by providing an angle of less than forty degrees.
Distance from nozzle to treated area
When choosing this distance, parameters such as the thickness of the layer to be removed and the area of the surface to be treated are taken into account.
To obtain high productivity in a small area, the distance between the processing tool and the metal must be small. The optimal parameters, most widely used in waterjet technology, are considered to be 50–150 mm. The lower limit of this range of values implies rough processing, and the upper limit - finishing.
Duration
This indicator has a wide scope, since it depends on many required characteristics, in particular surface cleanliness, the quality of the material entering the processing, and the intended technological regime.
The minimum time spent on processing one square decimeter of surface is approximately one minute, the maximum - if the part has a complex shape - up to ten minutes.
Advantages and disadvantages
The hydrojet method of surface preparation using water supplied at different pressures and at different speeds has the following advantages:
- the operation can be performed on materials of different origins;
- there is no thermal effect;
- explosion and fire safety of work;
- high degree of purification;
- high speed of operation;
- cleaning can be done in hard-to-reach places;
- no gas emission, i.e. the process is environmentally friendly.
In addition, the hydrojet cleaning method can be used using liquids with surfactants, which expands the capabilities of the method.
The method has only two disadvantages. Firstly, it can only be carried out at above-zero temperatures, and secondly, the surfaces after watering with water need to be improved, since this method does not give the required profile and the required degree of cleanliness. Unlike the waterjet method, where a material of a certain hardness is supplied along with the liquid, it is impossible to obtain a clean surface and cut. With its help, you can only get rid of contaminants of various kinds and origins, prepare a metal, plastered surface for the necessary technological operations.
Comparison of the effectiveness of various methods of strengthening elastic parts
There are several ways to increase the strength of springs (in other words, strengthening), the most well-known of which are shot peening, waterjet and sandblasting.
Shot peening is characterized by a highly effective hardening effect and can be used for springs with complex profiles and geometries. This type of processing is carried out using steel or cast iron shot using special shot blasting machines. A distinctive feature is the high homogeneity of the shot flow.
Sandblasting is similar in action to waterjet, but its significant disadvantage is the need to solve the problem of dust collection.
As practice and numerous studies have shown, the surface of springs is processed most effectively if a combination of shot peening and GAO is used. In this case, water jetting should be used as a final operation.
Depending on the variation of both types of processing for products in a stressed and free state, different performance characteristics can be achieved, which allows you to select the optimal option taking into account the requirements for the elastic element and the conditions of its use.
Water jet/water sand blasting cleaning
Hydroabrasive cleaning is a jet cleaning technology for industrial cleaning, in which the carrier media that provide the impact on the surface are water and abrasive. Waterjet cleaning can also be pneumohydroabrasive (aerohydrodynamic, aerohydroabrasive) cleaning, since the waterjet mixture is supplied to the surface using compressed air.
Water jet cleaning is used in a wide range of activities to remove contaminants, prepare steel structures for painting: imparting the necessary roughness, removing scale, rust, old paint and other coatings.
During the formation of a water-abrasive mixture, abrasive particles are enveloped in water, which increases the weight of the granule and, accordingly, increases the collision of the abrasive with the surface being cleaned, providing a powerful effect of separating contamination from the surface without damaging the surface itself due to the fact that upon impact, the water shell of the abrasive is the first to contact. After the impact of an abrasive particle creates a crack in the contamination, the water component of the mixture penetrates under the layer of contamination, removing it from the inside. This physics of the process not only allows you to effectively clean the surface, but also prevents wear of the complex elements: nozzles and hoses.
Water jet cleaning is used for:
- Preparation of metal surfaces for application of paints and other coatings in all areas of industry;
- Preparation of the surface of concrete and reinforced concrete structures for painting, shotcrete, waterproofing work, plastering.
- Removing old coatings and preparing structural surfaces for repair work on building facades, roofs, and foundations.
- Removing complex contaminants and deposits from energy and petrochemical equipment.
- Flaw detection of metal structures and products.
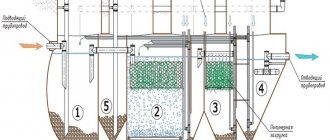
Technological diagrams of waterjet cleaning complexes
1. Hydropneumatic abrasive (aerohydroabrasive, aerohydrodynamic) cleaning, which requires the presence of a source of compressed air.
2. Water jet cleaning using injection method
If you are interested in carrying out work using waterjet cleaning technology, fill out an application for work or contact us by phone.
Water jet cleaning
Currently, there are several ways to clean metal surfaces. Each of them has a number of advantages, as well as disadvantages. When using some of them, the question arises about the environmental friendliness of the process and how to dispose of the remaining waste. Many people use abrasive blasting, shot blasting, ultrasonic treatment, high-pressure water cleaning, acid etching, but none of the above methods combines the three main requirements - productivity, ecology, quality. As a rule, priority is given to productivity rather than environmental friendliness of the process.
The hydroabrasive cleaning method has been known for quite some time. It was first used in the 60s, but for a long time did not receive proper support as it was difficult to implement in metal. The widespread use of the waterjet treatment method began several years ago. Recently, it has been actively used in European countries, the USA, and also in Russia. It is used where speed, quality, environmental friendliness and safety are required.
Waterjet treatment is used to clean the surfaces of blades of unmanned vehicles, turbines, and aircraft engines from rust, paint and scale. The waterjet cleaning method allows you to achieve the highest degree of Sa3. According to the standards of the Swedish Standards Association, this is finishing to a clean surface. As a result, the metal should not contain any types of contaminants and have a characteristic gray-white tint and slight relief.
Equipment for waterjet cutting of metal
Machines for waterjet cutting are quite complex and characterized by increased energy intensity. The machine consists of the following elements:
- A tool head that can rotate the cutter to a certain angle. This makes it possible to work with surfaces that have a complex configuration.
- A pump that pumps and filters water.
- A compressor that supplies abrasive particles under pressure.
- A workstation equipped with three-coordinate positioning equipment. When working with small-sized equipment, the technician carries out these actions himself.
- A bathtub filled with water that extinguishes the remaining energy. It is rigidly connected to the frame of the equipment.
- Special containers in which the abrasive substance and water are placed.
- A CNC device or remote control used by the operator to position a product.
The most popular is waterjet cutting equipment from WaterJet Corp. Inc. (Italy). The company produces portable and console-type equipment. The latter is used for processing small-sized products. The portable one, having greater rigidity and accuracy, is intended for cutting thick products.
The company manufactures power units for equipment and pumps. An auto-positioning system is installed on the running portal, which makes it possible to simultaneously cut materials of different composition and thickness. This quality distinguishes it from thermal cutting equipment.
Main rules of the procedure
The workpiece should be installed in a position convenient for work and secured. Most of the surface to be treated should be located in a vertical plane.
Check the readiness of the device:
- Pour abrasive into the container.
- Connect the compressor.
- Check its operation at idle speed.
- Point the nozzle towards the part and turn on the sand supply.
The abrasive jet is moved vertically or horizontally over the surface being treated. Each subsequent stripe should overlap the previous one by 30%.
Control of a machine for waterjet cutting of metal
The equipment can be controlled through its interface or task files loaded into the system. They are presented as drawings and technical parameters. The files must have parameters corresponding to the hardware software. This could be CAD, COREL DRAW, etc.
Using the interface, the wizard specifies the coordinates of the movement (its beginning and end), changes the speed and direction of cutting. After entering, the task enters the automated control system (ACS) for the purpose of its execution.
At the next stage, the cutting head is placed at the beginning and the machine begins to work. The equipment software translates the data contained in the file into commands that control the abrasive dispenser, pump, motor, and head control.
Hydrojet cleaning of metal structures
This method of cleaning surfaces is used in those special cases when standard dry cleaning will be ineffective. It can also be used if the dust component is unacceptable. In such conditions, not only water, but also abrasive is supplied to the surface.
According to their operating principle, there are 2 types of waterjet units:
- injection, where the abrasive, due to vacuum, enters the nozzle;
- pressure ones, where water is supplied to the nozzle, creating a water shell or connection with the air-abrasive mixture.
Water jet cleaning of metal structures is highly effective when working on trusses and other mechanical structures. This is usually how old paint and rust are removed. Injection units are a smart choice that completely eliminates the formation of dust.
The use of hydro-jet cleaning of metal structures is often necessary for oil and gas industry facilities. As a rule, tanks, gas and oil pipelines are cleaned. This method eliminates the occurrence of sparks, meeting fire and explosion safety requirements.
Additional components for the waterjet cutting machine
When choosing equipment for waterjet cutting, you should pay attention not only to the main components and assemblies, but also to auxiliary options. This allows the craftsman, if necessary, to carry out shaped cutting of the material.
Waterjet cutting of metal is greatly simplified if you equip the machine with a laser or ultrasonic system that scans the cut to recognize any roughness and irregularities, as well as to stabilize the gap. It also helps improve cutting accuracy.
Equipment for waterjet cutting of metal, the price of which is slightly higher than the market average, is equipped with a device that helps remove waste abrasive. There are several features of this equipment:
- it necessarily includes a pump and a settling tank;
- pump type - diaphragm, since it can be used in aggressive environments;
- The settling tank must have connectors for attaching hoses that can be quickly removed, and it must also be possible to move it with a forklift or crane.