To obtain the highest possible quality of the final soldering result, the use of additional filler materials is required. Most often, preference is given to solders, the price of which is quite affordable. It is worth noting that even with the help of the cheapest solder model, if it is correctly selected for the material of the product, you can create connections of fairly good quality.
The chemical composition of the solder used, as well as its physical characteristics and mechanical properties, should be as close as possible to similar parts of the product with which to work. This article will examine in detail the POS-40 model, which belongs to the category of tin solders (tin dominates the chemical composition).
Description
Antimony-free tin-lead solders POS 40 are classified as low-melting materials .
As the name suggests, the composition does not contain antimony, which sets it apart from the line of related filler elements. The unique combination of main components allows the use of solder not only in industry, but also in everyday life. It can be used to solder cable and wire materials, various electronic circuits, and even galvanized steel.
Solder has many advantages, including:
- low melting point;
- high fluidity of the molten material;
- excellent wettability, which ensures the strength of the connection;
- absence of compounds hazardous to health;
- after crystallization, the connection has good corrosion resistance;
- simple rules of application;
- the ability to use low-power household soldering irons;
- wide choice of release forms.
Tin-lead solder POS 40
It belongs to the category of so-called low-melting filler materials. Its light alloy is determined by its relatively low melting point, which can be achieved with a simple household soldering iron. On the one hand, this is an advantage, on the other hand, it is a disadvantage, since the resulting compounds cannot be used under conditions of exposure to high temperatures.
The main advantages of POS 40 are:
- available melting temperature;
- high turnover;
- good wettability of parts;
- ease of use;
- creating a reliable connection;
- absence of harmful impurities;
- high resistance to corrosion;
- wide range of solder types.
Solder POS 40 in the form of a rod
Wettability refers to the bond strength between solder particles obtained during heating. The lower this strength, the higher the ability of individual particles to penetrate into the most inaccessible places on the surface of parts subject to soldering.
Material characteristics
Let's consider the main physical and mechanical properties of solder 40:
- Material density – 9.3 g/cm2;
- Electrical resistivity – 0.159 Ohm*m;
- Temporary mechanical tensile strength – 32 MPa;
- Elongation at break – 60%;
- Impact strength – 4.0 kgf/cm2;
- Brinnell hardness – 12.5 HB.
These properties were obtained at a temperature of 20 Cº.
Chemical composition
The main difference between the material under consideration is the almost complete absence of antimony in the composition . According to the requirements of interstate standards, its mass fraction does not exceed 1.0%. This gives the composition high ductility, due to the absence of tin and antimony compounds. In addition, antimony-free solder can be used to join parts made of zinc and alloys based on it.
The main elements of solder are:
- Lead . The mass fraction in the composition is 59-61%.
- Tin . The mass fraction in the composition is 39-41%.
The temperature at which tin melts for soldering depends on the ratio of the base materials. The temperature characteristics of this material will be discussed below.
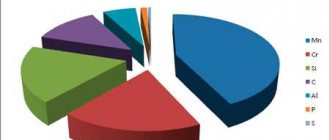
The exact amount of the above chemical elements depends on the manufacturer and the availability of auxiliary components designed to improve the quality of the seam and facilitate soldering of complex metals and alloys. Percentage of additional elements:
- iron – up to 0.02%;
- nickel – up to 0.02%;
- sulfur – up to 0.02%;
- aluminum – up to 0.002%;
- copper – up to 0.05%;
- arsenic – up to 0.02%;
- zinc – up to 0.002%;
- bismuth – up to 0.2%.
Melting temperature
Let's consider the temperature indicators of the material:
- Solder begins to melt at a temperature of 183 Cº;
- The transition to a liquid state of aggregation occurs at 238 Cº;
- The complete crystallization interval is 69 Cº.
Please note that the melting temperatures of POS 40 and POS 60 solders are practically the same .
At the same temperature threshold for the onset of melting, POS 60, due to the higher tin content in the composition, becomes liquid faster - at 193Cº. POS 40 has a longer crystallization interval, which negatively affects work productivity. An important parameter is the percentage of solubility of tin in lead.
At normal temperature, this figure will be 2%, while upon reaching the eutectic level, approximately a fifth of all tin will dissolve in lead.
general information
Soldering using properly selected solder allows you to achieve maximum quality of the connection to such an extent that all the properties and characteristics of the connection will not differ from the base material.
The POS-40 model uses two substances as the main chemical elements: tin and lead; in addition to them, various other additional substances can be used to obtain certain properties.
The presence of all substances, in addition to the base materials, is due to the improvement of the properties of the solder. Thus, additional elements make it possible to increase the fluidity of the material, which directly simplifies its use in the process. In simple terms, the higher the fluidity of the filler material, the better it penetrates into the smallest cracks, defects, etc., accordingly, the quality of the final work result increases significantly.
It is worth noting that high fluidity of the material can be achieved even using ordinary household tools (soldering irons, gas burners, etc.). If you have the required skills and knowledge, the presence of specialized equipment is not mandatory.
In addition to increasing the level of fluidity, the variety of chemical composition is aimed at improving the wettability of the consumable material. Thanks to it, the filler material can better bond with the working surface, which has a positive effect on the final result of the connection. On the territory of our state, solder for soldering model POS-40 is produced in strict accordance with state standards. Only by purchasing solder with the GOST number and mark on the packaging can you guarantee that the material has all the declared characteristics and properties.
Scope of application and main properties
Soldering filler material model POS-40 is most often used at the industrial level, but due to the fact that the substance is universal in nature, you can often find this substance in household use. Versatility is achieved due to the presence of tin and lead in the chemical composition, which is why the consumables of this model can be used with a variety of metals and alloys.
Most often, POS-40 is used when working with zinc and galvanized parts, as well as for soldering and tinning of wires. The properties of the material make it possible to achieve a completely hermetic connection, which also allows it to be used in work with pipelines and other containers whose working activities take place in constant contact with water and other liquids.
Compared to alternative materials, solder of the POS-40 model has a fairly low temperature point, upon reaching which the substance begins to undergo a melting process. Thanks to this characteristic, the range of its use is significantly expanded; to be more precise, due to the low melting point, this model of filler material can be used for soldering wires. In addition, quite often one can observe the use of this soldering consumable when working with microcircuits, radio components, various contacts, etc.
The main difference between this solder model and alternative modifications is that there is no antimony in the chemical composition of POS-40. Lead and tin can create a strong, completely sealed connection, therefore, the filler material can be used when working with critical connections.
A highly qualified specialist with professional equipment will be able to create an ideal connection using filler material model POS-40. The deposited material has the ability to conduct electric current. That is, when working with contacts, no problems arise in the further operation of the product. When working with small parts and contacts, there is no need to look for any alternative solder; consumables of this model are quite suitable, but only of the smallest range.
POS-40 solder belongs to the category of low-melting filler materials. The temperature mark at which the substance begins to undergo a melting process does not even exceed three hundred degrees Celsius. Of course, a soldering joint created using consumables model POS-40 is inferior in almost all characteristics to welded joints, but if it is not possible to use another method of fixing metal parts to each other, then soldering is the best option of all.
Important: due to the fact that the melting point is quite low, the soldered part cannot be used under prolonged exposure to high temperatures, otherwise the joint will simply begin to melt and the product will fail.
Varieties
The production of tin-lead solder without antimony grade POS 40 is subject to the requirements of interstate standards. According to the instructions of the regulatory documentation, the following release forms are provided for the composition:
- wire;
- rod;
- ribbon;
- tubes;
- ingots;
- paste;
- liquid flux;
The material in question is practically not produced in the form of paste and liquid flux.
The most common form of release for home use is wire. The minimum cross-sectional value is 0.5 mm, with an error of 0.05 mm. This solder is used for soldering the smallest parts. The maximum wire diameter is 7 mm, with a dimensional error of 0.2 mm.
For work on an industrial scale, it is more convenient to use solder in the form of rods or ingots . The maximum diameter of the rod is 8 mm - this is the largest among all produced forms. The heaviest type of solder is a cast billet, the weight of which can reach 20 kg.
Specifications
As mentioned above, the chemical composition may vary depending on the specific modification of the filler material. It is worth considering the percentage of elements of the solder version without any additional substances. It looks like this (values are given as percentages):
- Sn 40;
- Pb 60.
This ratio of chemical elements in the composition gives the substance the following physical and mechanical characteristics:
the temperature mark at which the filler material begins to melt is 183 degrees Celsius;
the recommended temperature range for working with the material is from 220 to 238 degrees Celsius;
the density of the deposited material in an unheated state is approximately ten kilograms per cubic meter;
the alloy is capable of increasing in size relative to itself by about sixty percent;
mechanical resistance under load without rupture is 32 MPa.
Nomenclature
The filler material for soldering model POS-40 is available in the following variations (difference in diameter):
- 0.5 and 0.6 mm;
- from 0.8 to 1.2 mm in increments of two tenths of a millimeter;
- 1.5 and 1.8 mm;
- from 2 to 4 mm in increments of five tenths of a millimeter;
- from 5 to 7 mm in increments of one millimeter.
The material markings are quite easy to decipher. The abbreviation POS means that the substance belongs to the category of tin-lead consumables. The number “forty” indicates the percentage of tin in the chemical composition of the solder.
On the modern market of filler materials for soldering, you can buy POS-40 model solder from the following manufacturers: KievTsvetMet, UkrInterstal, Tekhnoskrap, etc.
Use in everyday life and at work
Antimony-free solders with low tin content have found their application in the field of low-temperature soldering. This technology is characterized by a more economical cost of the production process, with high quality characteristics.
POS 40 is used for the following work:
- Creation of permanent connections of metal parts.
- Repair of radio electronics and other products that do not withstand high temperatures.
- Elimination of defects in vessels and containers that are operated without pressure and are not exposed to high temperatures.
At mass production enterprises, the material in question is used in the assembly of electronic circuits, printed circuit boards and other control devices . After crystallization, the solder demonstrates high electrical conductivity, which is the main selection criterion, since these elements are not subject to shock, vibration and other mechanical influences during operation. Thus, POS 40 has proven itself as a means of connecting various semiconductors.
Another area of application of solder is sealing various metal vessels and containers. The low temperature of change in the state of aggregation allows the composition to be used as a means for tinning metal.
The features of working with solder are no different from the use of other compounds of the lead-tin group. The surface to be treated must undergo preparatory treatment - this is the key to a high-quality connection. The main soldering conditions are that the melting temperature of the base surface must be lower than the solder temperature . For POS 40 solder, the temperature of complete melting of the material is 238 Cº. This is enough to obtain a high-quality connection due to high performance parameters.
In addition to the high quality of the connection, the undoubted advantage of solder is its ease of use. Any soldering machine is suitable for the job, including household appliances.
Technical characteristics imply the use of all types of flux . Active compounds such as hydrochloric acid, zinc chloride or ammonium chloride effectively clean the workpieces from traces of corrosion.
Their use requires caution - excessive impact on the workpiece leads to the removal of the surface layer of the material. Neutral fluxes prevent negative processes, so their use does not risk damaging the metal surface.
Compound
According to regulatory documents, POS 40 solder must include the following components:
- tin - 40±1%;
- lead - 60±1%;
- aluminum, zinc – 0.002% each;
- sulfur, nickel, iron, arsenic, bismuth - 0.02% each;
- copper – 0.05%;
- antimony – 0.1%.
This list shows the maximum permissible concentration of excipients and impurities.
Using an additive, you can join hard metals, which is an advantage. When exposed to temperature, it spreads over the working surface, which ensures high-quality filling of cracks and other recesses. In this case, the main surface does not melt, which is due to the low fusibility of the solder. Before soldering, the surface is treated with flux, which eliminates the formation of an oxidizing film on the surface. Flux is a combination of elements of organic and inorganic origin. It is designed to clean the surface from dirt and oxidative film, improving the fluidity of POS on the surface.
Return to content
Solder Material Selection
One of the main criteria for choosing an alloy for creating a solder joint of metal parts is its melting point.
That is, the filler material must melt earlier than the base material. But this is not the only condition for choice.
The liquid melt should well wet the surface of the base metal. In addition, certain strength requirements are imposed on the soldered joint.
It is for this reason that when soldering any metal product, they try to use an additive based on the same metal as the metal of the product.
At the same time, the lower melting temperature of the solder is ensured by the additional components included in its composition.
However, it should be noted that it is never possible to equalize these characteristics when soldering. That is, during mechanical fracture tests, fracture will always occur at the joint.
In some specific types of soldering, the strength of the connection does not play a major role. For example, when soldering jewelry, the main thing is the aesthetic part of the work. Therefore, products made of gold, silver and platinum are soldered only with solders based on the same metals, and of the same standard.