Average indicators
Indicators of how much gas is consumed can be as follows:
| Wire diameter (cm) | Current (Ampere) | Average flow rates (liters per minute) |
| 0,8 — 1 | 60 — 160 | 8 |
| 1,2 | 100 — 250 | 9 — 12 |
| 1,4 | 120 — 320 | 12 — 15 |
| 1,6 | 240 — 130 | 15 — 18 |
| 2 cm | 280 — 450 | 18 — 20 |
Is it possible to reduce consumption?
As noted above, external factors are of great importance during the work process. Therefore, it is desirable to minimize their negative impact. To do this, it is enough to build a closed room, protected from wind and drafts. Do not forget about the safety of the welder by ensuring the room has good ventilation.
Indoors, a filled cylinder will last for a longer period of time.
A special reduction in consumption usually does not lead to the desired result, since in this case the protective functions are reduced and the quality of the welds becomes worse. To reduce consumption, you can use a multicomponent gas mixture, for example, Mixpro 3212, which, in addition, will provide a significant increase in the quality of welding. However, the price of such a mixture will be higher than that of ordinary carbon dioxide. Therefore, the final choice must be made based on technical requirements and budget.
— high-quality gas for welding
If you are really interested in how long carbon dioxide cylinders last, and you do not want to pay for air, then you need to contact only proven and reliable suppliers. A lot of useful information on this issue can be found in the article: carbon dioxide: where to refuel is not an idle question.
Reasons for shielding gas consumption
In the process of welding work, several main indicators can be identified that influence how much welding mixture is consumed:
- what is the current strength?
- what diameter wire is used;
- how thick will the metal that is being welded be?
You can find indicators of these values from many manufacturers if you study the passport data about a particular welding gas. This will greatly simplify the calculation process.
For example, the average value of how much argon mixture is used during TIG welding is 6 liters per minute when using a current of 100 A. If the current is increased to 300 A, then the consumption rates will increase to 10 liters per minute.
This trend also occurs in the case of the MIG method - if the wire diameter is increased from 1 to 1.6 mm, this will lead to the amount of gas consumed increasing from 9 to 18 liters per minute.
Also important is the fact what conditions are created for welding work.
How long do carbon dioxide cylinders of different sizes last?
As you know, a standard 40-liter cylinder contains 24 kg of CO2, which, when evaporated, forms about 12,000 dm³ of the gas phase. Taking into account the above data, it is possible to determine how long a carbon dioxide cylinder lasts during a continuous working process.
An equally important role is played by the quality of the mixture and its suitability for working with a specific metal. So, for example, when using a 1 mm wire and an average current of 100 A, 40 liters of gas will last approximately 24 hours. Accordingly, a 10 liter cylinder should be enough for 6 hours of continuous use.
According to reference materials, 1.1 kg of CO2 and 1.35 kg of welding wire are consumed per 1 kg of deposited metal. Thanks to these data, the following proportion is determined: CO2/wire = 1:1.2 kg. That is, for 1.2 kg of wire material there is 1 kg of carbon dioxide in the liquid phase. Based on the obtained coefficient, you can easily calculate consumption: 24 kg of carbon dioxide (40 l capacity) is enough for 29 kg of welding metal . As practice shows, these calculations correspond to reality in most cases.
Calculation formula
Consumption indicators for the welding mixture when welding with semi-automatic equipment can be performed using the following formula:
- P = Py * T;
- Py - specific gas consumption indicators announced by the manufacturer;
- T is the amount of basic time required to weld one pass.
The table below shows gas consumption rates, which are influenced by the following indicators: what is the diameter of the wire and what is the average amperage.
Since a 40-liter cylinder contains 6,000 liters of welding mixture, it is not difficult to calculate how long one tank can be used if the welding process occurs continuously.
For example, the CO2 consumption for semi-automatic welding, when using wire 1 mm in diameter, ranges from 10 to 11 hours, provided that the process occurs continuously.
The indicators for such calculations are quite rough, because they do not take into account how much gas is consumed when performing preparatory and finishing operations in one pass. This will help in determining the approximate picture. If more precise readings are required, a flow meter may be required to take them.
Modes of semi-automatic welding in shielding gases
Depending on the thickness of the metals being welded, optimal welding modes in carbon dioxide are selected and welding equipment is adjusted. Table 1 shows the parameters that influence the choice of welding modes.
When analyzing the table data, important points should be noted:
- The penetration depth will increase with increasing welding current.
- Arc voltage is directly related to arc length. As it increases, the voltage also increases, and therefore the width and depth of penetration;
- The wire feed speed must ensure stable arc burning at the given voltage parameters;
- Electrode stickout ensures the stability of the arc burning process; as it increases, the properties of the arc and, accordingly, the quality of the weld deteriorate. At short overhangs, the welding process is poorly visible through the welding mask, and the contact tip often burns out.
- The overhang is selected depending on the diameter of the electrode wire used.
Now that we have understood the semi-automatic welding modes, let’s begin preparation and further work
Tips for reducing consumption
The consumption of shielding gas during semi-automatic welding can be reduced. The following tips will help with this. The level of welding work depends on how high-quality and reliable the seam is. For these purposes, the use of protective gas will be required. Therefore, there is no point in artificially reducing the consumption of welding mixture. Otherwise, it may cause a situation where pores form and other side effects may occur.
To save money, the quality of the gas mixture is very important. For example, if you constantly use the Mixpro 3212 composition, which contains many different components, you can reduce your consumption by at least half. Compared to the situation where a binary shielding gas is used. Its base consists of argon and carbon dioxide mixtures. The use of the Mixpro mixture results in the highest quality seam.
Semi-automatic welding in a carbon dioxide protective environment
Semi-automatic welding in carbon dioxide is a high-quality and at the same time relatively inexpensive method of joining metal workpieces. Semi-automatic welding in carbon dioxide is most often used in cases where there is a need for reliable joining of metal parts of products of different thicknesses. In addition, this type of welding procedure is in demand in situations where thorough cleaning of the parts being joined is impossible for one reason or another.
Advantages and disadvantages
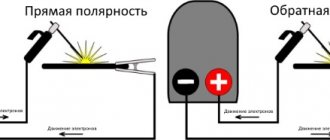
According to GOST, semi-automatic welding in carbon dioxide involves the use of direct current of direct polarity, since with the opposite indicator it is not possible to obtain arc stability. Direct current is also suitable for the case when welding is carried out using the metal deposition method, while ensuring greater efficiency of the procedure.
Despite the fact that carbon dioxide is noticeably inferior in its protective properties to other gases (argon, in particular), it is nevertheless excellent for processing most standard industrial metals.
This is explained not only by the low cost of carbon, which allows us to consider this welding option as a budget option, but also by safer conditions for storing and directly using the material.
Other advantages of semi-automatic welding in a carbon dioxide environment include:
- high quality of the resulting connections (with a minimum of defects), combined with low cost of consumables and high productivity;
- the ability to weld workpieces in a suspended state (without lining);
- admissibility of fusion of products of small thickness;
- more efficient use of welding arc energy compared to argon arc welding.
All of the listed advantages of carbon dioxide must be taken into account along with problem areas associated with the layer-by-layer method of forming a seam and its porosity due to poor-quality fusion. This kind of welding has low efficiency.
This kind of welding has low efficiency. This is explained by the fact that working in a carbon dioxide environment requires lengthy preparation of equipment for startup.
It is strictly forbidden to use carbon dioxide in poorly ventilated or enclosed areas, since its vapors in the air can lead to asphyxia (suffocation).
Areas of use
Arc processing of metals in carbon dioxide and the semi-automatic welding machine used for this are mainly in demand when it is necessary to obtain simple joints of workpieces. Carbon dioxide welding technology is widely used in the following areas:
- during the construction of capital objects (bridges, overpasses and similar structures mounted on the basis of frame metal structures);
- in factory conditions and in workshops whose work profile is related to the manufacture of metal products or their repair (at service stations, in particular);
- during the construction of welded truss structures for agricultural purposes;
- in country and private farms (in the manufacture of fences, gates, wickets, permanent greenhouses).
In other words, the relatively simple and reliable method of gas welding, as well as the carbon dioxide semi-automatic machine itself, are in demand wherever it is necessary to process metal products of various profiles with high quality and quickly.
Carbon dioxide consumption
Despite the fact that the amount of carbon dioxide consumed during welding is standardized taking into account many different factors, they can all be reduced to several points.
This value depends on the speed of movement of the wire in the semi-automatic machine, which in turn is determined by the parameters of the consumable material itself. The flow rate is influenced by the quality of the flux used and the pressure under which the gas is supplied to the place of its direct use. Depending on these factors, the flow rate can vary from 3 to 60 liters per minute.
An approximate calculation of the consumption indicator can be carried out independently, taking into account a number of circumstances. Firstly, it should be taken into account that carbon dioxide consumption only at the preparatory stage will be at least 10% of the total.
Secondly, it is necessary to know the specific consumption value for carbon dioxide (the volume required to prepare one seam). In addition to these factors, the calculations must take into account both the thickness of the melting wire and the corresponding parameter of the metal workpieces being processed. Let's add to this that a standard cylinder holds about 25 kilograms, and that from each kilogram of gas after a chemical reaction, approximately 500 liters of gas are formed (specified in GOST 8050-64).
Based on the initial data after summation, it turns out that one cylinder of carbon dioxide is enough to work non-stop for approximately 15 hours.
Often, when working with a semi-automatic welder, a welder has to use a special flux-cored wire, the contents of which replace carbon dioxide. In this case, the corresponding calculations are carried out using completely different methods.
The calculated data can be viewed in the table.
| Thickness, mm | Wire diameter, mm | Current value, A | Voltage, V | Wire feed speed, m/h | Gas consumption |
| 1,5 | 0,8 | 120 | 19 | 150 | 6 |
| 1,7 | 1 | 150 | 20 | 200 | 7 |
| 2 | 1,2 | 170 | 21 | 250 | 10 |
| 3 | 1,4 | 200 | 22 | 490 | 12 |
| 4-5 | 1,6 | 250 | 25 | 680 | 14 |
| 6 or more | 1,6 | 300 | 30 | 700 | 16 |
Features of work
The semi-automatic welding process in a protective carbon dioxide environment can be classified as a relatively simple operation. It does not require special skills or any excessive effort. The welder must carefully ensure that the so-called “stick out” of the wire, which determines the welding mode, is normal.
Each welding machine operating in semi-automatic mode differs in the value of this indicator, which must also be taken into account by the contractor.
In addition, the welder needs to ensure that the special torch included in the welding equipment kit moves evenly along the seam being formed.
A number of recommendations have been developed that must be followed when handling carbon dioxide in semi-automatic welding mode, the main ones are as follows.
First of all, before starting the metal processing process, you should make sure that the tool is in good working order, and that carbon dioxide is supplied to the burner at the required pressure (0.02 kPa).
The value of this indicator for carbon dioxide (as well as the argon pressure during corresponding welding) can be adjusted using a reducer built into it.
During operation, the burner must be positioned at a certain angle to the seam line (as a rule, this figure is taken to be approximately 65-75 degrees). In this case, the direction of its formation should be from right to left, which provides a better overview of the metal edges formed during welding.
If it is impossible to achieve the required quality of the weld, you must try to change the operating mode of the machine (adjust the parameters of the supply current and arc voltage or change the feed speed of the filler wire).
Optimal choice
Semi-automatic welding using carbon dioxide, despite the significant gas consumption and its danger, is one of the optimal approaches to forming a truly high-quality joint. At the same time, its use during the work provides reliable protection of the weld pool from the effects of oxygen contained in the air.
This type of fusion of metal workpieces can be classified as the cheapest option for implementing the principle of electric arc welding, in no way inferior in quality to other known methods.
Similar articles
svaring.com
What does consumption depend on?
First, let's figure out what the gas consumption or the consumption of a welding mixture of several gases generally depends on. First of all, you must consider the metal you will be working with, the diameter of the filler wire and the strength of the welding current. The combination of these three components is what determines the consumption.
Next, we will give several recommendations on what the gas consumption should be during semi-automatic welding, taking into account the diameter of the filler wire and the strength of the welding current. Please note that these are fairly average values, you can deviate from them.
So, if you use wire with a diameter of 0.8 to 1 millimeter and set the amperage to 60 to 160 Amps, then the average flow rate should be about 8 liters per minute.
If you use 1.2mm wire and set the amperage to 100 to 250 Amps, then the average flow rate should be about 9-12 liters per minute.
If you use 1.4mm wire and set the amperage to 120 to 320 Amps, then the average flow rate should be about 12-15 liters per minute.
If you use 1.6mm wire and set the amperage to 240 to 380 Amps, then the average flow rate should be about 15-18 liters per minute.
If you use a wire with a diameter of 2 millimeters and set the current strength from 280 to 450 Amps, then the average flow rate should be about 18-20 liters per minute.
This is the average gas consumption for semi-automatic welding. Indeed, in addition to direct factors increasing consumption (such as wire diameter and metal thickness), there are also indirect ones. For example, if you cook outside or simply not in a closed box, then the consumption can increase significantly, because the gas will quickly evaporate. The consumption will especially unpleasantly surprise you if there is wind blowing outside.
Also important is the quality of the gas itself and how well it interacts with the metal. After all, if low-quality diluted gas is supplied to production, you simply will not be able to maintain normal consumption rates. There will be overspending in any case.
What is the consumption of carbon dioxide when welding semi-automatically?
As a result, I picked up some information and want to share it with you.
And I want to share information about which carbon dioxide cylinder to choose for a semi-automatic machine in the garage.
So. If you are not involved in professional auto repair. That is, you don’t have a service station, but you’re just quietly repairing your car in your garage (well, maybe occasionally friends’ cars). Then, in my opinion, the ideal carbon dioxide cylinder for a semi-automatic machine would be the following cylinder:
20 liter carbon dioxide cylinder (GOST 949-73)
A 40-liter cylinder is large and heavy. Even just moving it around the garage alone is problematic. Carrying such a cylinder to a gas station is also a hassle. Etc.
Let's compare the sizes and weights of these two cylinders.
Let's start with the 40-liter one:
Capacity - 40 l. Working pressure - 14.7 MPa (150 kgf/cm2)
The diameter of the cylindrical part is 219 mm. The length of the cylinder body is 1370 mm. (without a shoe you will still add 5-8 centimeters)
The weight of the cylinder is 58.5 kg.
To this weight we must also add: The weight of a 40-liter gas cylinder is 12 cubic meters. m / 24 kg liquid gas. plus shoe - 5.2 kg and valve - 0.5 kg.
And that: about 88 kg!
Now a 20 liter cylinder:
Working pressure - 14.7 MPa (150 kgf/cm2)
The diameter of the cylindrical part is 219 mm.
Cylinder body length - 740 mm (+ shoe)
Consumption – carbon dioxide
The consumption of carbon dioxide to replace hydrocarbon gases is 25–34 h3/m3 of pore volume and only 20–30% of the injected carbon dioxide remains in the sample. [1]
A consumption of carbon dioxide in the amount of 17 8 l3 per 1 m3 of oil in the formation or a carbon dioxide rim of 2% of the pore volume does not ensure effective displacement of oil from the formation. [2]
The consumption of carbon dioxide during semi-automatic welding under installation conditions is determined taking into account the fact that 0.75 kg of carbon dioxide is required per 1 kg of welding wire. [3]
Carbon dioxide consumption sufficient to protect the welding zone from air when welding at a current of 200 - 500 A is about 600 l / hour. If the gas flow rate is below the minimum, then due to air entering the welding zone, pores appear in the weld metal. Gas consumption in excess of the specified amount has little effect on the composition and properties of the seam. [4]
The consumption of carbon dioxide during welding is 90–100% of the consumption of welding wire. [5]
Carbon dioxide consumption at those indicated in the table. 26 modes is 6 l/min. Seams made by semi-automatic welding in a carbon dioxide protective zone on thin sheet steel have the required density and are characterized by high mechanical properties. The advantage of this welding method over the oxygen-acetylene welding method is a significantly smaller heating zone and, therefore, less warping of the parts being welded. [7]
Carbon dioxide consumption sufficient for reliable protection is 900 – 1500 l/hour. [8]
The consumption of carbon dioxide per 1 ton of small castings is 5 – 8 kg. [9]
The carbon dioxide consumption is set so as to ensure complete protection of the weld metal from exposure to atmospheric air. Gas consumption when welding thin-walled products is given above. [10]
Carbon dioxide consumption is measured by RS-3 type flow meters; RS-Za; IRKS-65; IRKS-13. If necessary, such a flow meter can be replaced with a structurally modified oxygen reducer (Fig. For this, the low-pressure oxygen pressure gauge is replaced with an acetylene pressure gauge of 6 ati; a throttle washer with a hole with a diameter of 0 6 mm is installed at the output of the reducer. The washer increases the sensitivity of the pressure gauge at low gas flow rates. [eleven]
The consumption of carbon dioxide depends on the diameter of the electrode wire. Gas consumption is also influenced by the deposition rate, the configuration of the product and the presence of air movement. [12]
The consumption of carbon dioxide is 10 kg per 1 ton of small castings (average weight 100 kg); medium (average weight 600 kg) 3 kg. [13]
The ZIR carbon dioxide flow meter can be indicating and recording. It must be equipped with an integrator to calculate the amount of carbon dioxide produced. This flow meter can be of any type, but it is desirable that it have a secondary device located at the main control room. When using a flow meter, allowances should be made for the actual pressure and temperature of carbon dioxide. [14]
C – carbon dioxide consumption, kg; n – welding wire consumption, kg; K – coefficient depending on the welding mode and wire diameter. [15]
The value of Kur is determined experimentally, by surfacing a bead on a plate, or by calculation using the formula: