Electrodes of direct and alternating current do not differ in appearance. But the factory has already indicated what currents they are designed for, namely the electrode rod and coating, the polarities and positions at which welding can be performed, the recommended current when welding certain metals. What are the main differences between AC and DC. The fact is that during welding, current is supplied to the electrode either alternatingly with some frequency, namely 50 hertz, or constantly. Let's take Uoni electrodes for example. They are designed for direct current. If you take it and try to cook with variables, they will stick, or the arc will wander or there will be no stable arc at all.
Let's look at direct and alternating current . I'll start with the variable since it will be the easiest to understand.
And since we have alternating current and direct current when welding with an electrode. I'll draw it clearly.
Now let's see how alternating current comes to our houses. Everyone knows that there is a phase and there is a zero. Zero is like a minus, but not quite so. Well, okay, let's look at the AC phase and how it works. Alternating current, then it is there, then it is not, then it is there again.
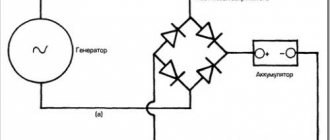
As we can see, the alternating current increases in one direction and then in the other (the red line shows how it increases in one direction and then in the other), that is, the current changes. This is why there is more spatter when welding with alternating current electrodes . Well, direct current is the same as alternating current, only by passing it through a rectifier ( that’s why it is called that because it rectifies the current shown on the graph ), we get several alternating currents that work synchronously and form a direct current.
From this we can conclude that high-quality welding will be obtained when welding with direct current. Probably not everyone understands what is shown on the graph. I answer the question of how DC electrodes differ from alternating current. For example, MP-3s electrodes can be used to cook with both alternating and direct current of any polarity. But Uoni, for example, is only constant and is only allowed by reverse polarity. I will say on my own behalf that we take electrodes for alternating current and cook with constant current and are not afraid of anything. Many brands of electrodes can be welded with direct current, but you need to look at alternating current. Now
One of the most popular types of welding is manual arc welding with alternating and direct current. The final quality of welds directly depends on what welding electrodes are used. Today, the most widely used are universal electrodes, which are designed for welding with both direct and alternating current, ensuring maximum welding quality.
Universal electrodes for direct and alternating current
– universal electrodes for welding have many advantages, such as:
– increased productivity of the welding process;
– low level of splashing; – quite economical;
– good separation of slag crust;
– minimum requirements for welder qualifications and welding equipment;
– the possibility of high-quality welding of rusty, damp, oxidized or contaminated metal.
In addition, universal welding electrodes hold the arc well, including when re-igniting. They are perfect for spot tack welding and welding short seams, as well as for welding long gaps.
Working principle of the electrode
Working with an electrode begins with the upper part of the rod, without coating, being installed in the holder, which at the same time serves as an electrical contact. The second lead from the welding machine is attached to the metal part being welded, thereby forming an open electrical circuit. As soon as the welder touches the end of the metal rod, the circuit closes and an arc appears.
Further actions are carried out in the form of holding the electrode at a short distance from the metal, and moving it along the area to apply the weld. During the formation of the arc, the steel core melts, which forms a weld pool, connecting the metal parts. The surface of the metal being welded does not melt.
This is interesting! Before using the consumable, it is important to make sure that it has not been exposed to moisture and that its coating does not show signs of crumbling. Otherwise, it is not recommended to cook with such materials.
What is alternating current in welding
Is it good or bad, which current is better? Variable or constant? No one will give you a definite answer.
To begin with, it is better to understand the features of processes with alternating current, they are as follows:
- The behavior of the arc leaves much to be desired: with alternating voltage it is the most unstable.
- The welding seam is not of the highest quality due to deviation from the axis of the welding arc.
- If the arc goes out, its combustion can only be resumed when the voltage increases.
- The metal is splattered to a large extent.
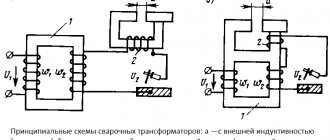
Despite all these complexities, the equipment required for AC welding is simple and inexpensive. These are, first of all, transformers - devices that are still very popular among welding masters.
It would seem that electrodes for alternating current should gradually lose their relevance: after all, many rectifiers have appeared on the market - inexpensive and with small dimensions convenient for use. However, these consumables are still in demand in many industries and handicraft workshops.
Most of the brands are universal, which is also extremely suitable for older generation domestic welders.
If you look at it, the best consumables for “change” have and show very serious production advantages. First of all, this concerns the resulting electric arc: its durability and easy ignition. Another feature of such electrodes is the low level of metal spattering during welding.
Welding transformer
To carry out welding using a transformer, the following mandatory structural elements are required:
- Windings primary and secondary. The primary is made of a special insulated wire; there is no insulation on the secondary winding.
- Magnetic wire.
- Screw for controlling the position of two windings and changing the distance between them.
- Protective housing for the entire unit.
- Screw handle, running nut.
- Fan and other elements depending on the transformer model.
Despite the fact that many welding professionals regard transformers as equipment of the “outgoing generation,” they are presented on the market in the form of a wide range of models of very different values and for wallets of any thickness.
Transformers differ according to the following criteria:
- dimensions and weight;
- output current strength;
- output voltage level at idle;
- volume of electricity consumed;
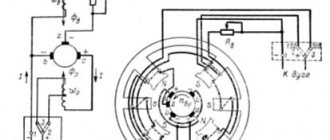
Welding generator
The generator design includes the required structural elements:
- The most important part - the converter consists of an electric generating element with an alternating voltage motor. They provide changes in current indicators.
- Drive internal combustion engine.
- Indicator for monitoring and recording current strength.
- Mode switches.
- Special circuit breaker.
- Regulators for current and arc behavior.
- Terminals for connecting cables and 230V outlets.
These types of generators are available in two versions:
- Collector generators.
- Valve generators.
The main advantages of a gas generator in comparison with other welding machines are:
- Compact and therefore highly mobile.
- Convenience, relative cheapness, noiselessness.
- Wide functionality and high reliability.
- Quite high technical characteristics.
Common models or which electrode is better to choose
Today there are a huge number of different electrodes produced by different manufacturers. Beginners are often confused by such a wide variety, so below are the characteristics of popular brands of rods:
- MP-3C are universal consumable models designed to work with constant and variable frequency current. The advantage of the products is the easy ignition of the arc not only during the first, but also subsequent ignition. Rutile is used as a coating, which effectively protects the joint from oxidation and slag penetration.
- ANO-37 - products are designed to work with low-carbon steels. They are distinguished by their unpretentiousness in working with metals that have rust. They are also easy to light, which is great for beginners.
- OZS-4 is another type of electrodes that are easy to use. Their main feature is that they can cook metal not only with contaminants and rust present, but also with moisture.
- UONII-13/55 is another popular type of consumables. They serve not only for welding thin metal, but also for connecting critical structures operated at subzero temperatures. Before work, it is recommended to remove dirt and rust from the metal.
Electrodes are supplied in cardboard or plastic packages, which contain detailed instructions for their use. It must be studied before use, because the quality of welding operations depends on it.
AC electrodes
Electrodes for alternating current have an interesting feature: they are universal, that is, they are suitable for working with both alternating and direct voltage. Let us immediately note that electrodes for direct current do not in any way possess such versatility.
AC electrodes are used where transformers and generators are used as welding machines. Like the devices themselves, these electrodes are in great demand, since these methods can only be used during recess.
Both units and consumables are significantly cheaper than welding technologies based on the use of constant voltage. So the popularity and demand for “change” is not going to decrease.
Advantages of AC electrodes:
- The use of alternating consumables does not require rectifiers in addition to the transformer.
- The weld pool is not exposed to the harmful effects of nitrogen and oxygen from the air.
- The versatility of this type of consumables.
Disadvantages of variable consumables:
- The main disadvantage is that the quality of the welds is lower than when using constant voltage.
- Spattering of metal during welding.
- Low viscosity is under attack.
Four types of electrode coating:
- An acidic coating with the marking letter A, containing a high proportion of oxygen. This is a typical “station wagon”; such consumables can also be used on direct current.
- “Basic” coating marked with the letter B. They have a high ionization potential, which is why it is better not to work with them on alternating current.
- Rutile coating usually consists of half a special rutile concentrate, and it is very loyal to alternating current.
- Cellulose electrodes are suitable for direct current operation.
Properties
Electrodes for permanent use do not have any special differences in appearance from conventional consumables, but their features begin to actively manifest themselves during operation. The quality of their manufacture is especially important, so it is recommended to use electrodes from trusted brands in this area.
DC electrodes must be manufactured in accordance with existing regulatory materials and GOSTs. Deviations from their requirements during manufacturing and testing can lead to poor-quality seams and even damage to the surface of the processed products. You should begin the welding process only after making sure that the quality of the electrodes corresponds to the accuracy category required to perform a specific job.
The characteristics of these types of electrodes are indicated on their labeling. The brand of equipment used does not affect this.
AC Electrode Rating
The type of current is indicated in all markings of consumables - this is always the last digit. The main thing is to remember that if the last place in the marking is 0, then the electrode is not suitable for welding with alternating current.
- OZS – 12 with rutile coating. The most common type of electrodes for welding with alternating current, which is used on almost all Russian-made machines. Excellent welding of carbon steel parts, suitable for connections of critical structures. Significant advantages of these electrodes are the ability to work in any position in space, the absence of pores in the seam, a stable arc, and a completely acceptable dose of toxic gases released during the welding process.
- MP – 3 are designed for welding low-carbon steels. The advantages are similar: excellent arc stability, acceptable metal spatter. The slag crust comes off very easily. With these consumables you can cook even rusty, damp and poorly cleaned workpieces.
- ANO – 4 are also used for carbon steels. Excellent arc that ignites quickly and easily. You can cook wet and rusty products. There are no pores or cracks during seam formation. Easy separation of slag crust. There is virtually no metal spattering.
- MP-3C are distinguished by their high versatility: they are suitable for both low-alloy and carbon steels. The arc is ignited easily and instantly, the seam is protected from slag and oxides due to the rutile coating. The seams are smooth and durable, they can withstand significant loads. You can work with them in any position in space.
- ANO – 6 are used for connecting parts made of low-carbon steels. They are not afraid of rust, scale and dirt. The arc is stable and easily ignited, the seam is formed correctly.
- OZS – 4 for carbon steels, can be welded in any spatial position. The arc ignites easily. You can weld metal workpieces with edges of medium and large thickness at high temperatures. Attention! Doesn't like dirt on the surfaces being welded - they stop working.
- ANO – 21 are also intended for steels with carbon additives and low-alloy alloys. They are very easy to handle, can be worked in any position, and are also used in conjunction with an inverter and a semi-automatic transformer. The metal hardly splashes during operation, and the slag in the form of a crust is easily separated. An arc with excellent qualities - stable and soft.
- OZS – 6 are intended for carbon steels. They are characterized by a high throughput speed, which gives high labor productivity with a welding seam of excellent quality. Capable of welding oxidized surfaces.
Coating material and what it affects
The coating of the electrode, which is scientifically called coating, is designed to maintain the process of continuous burning of the electric arc. The main materials for spraying are:
- Rutile layer “R” - the constituent substance is titanium dioxide. When choosing an electrode for welding, this tells the user little, so it is important to know that rutile concentrate practically does not cause spatter, and it can be used even if there is rust on the surface. In addition to obtaining an even seam, the rutile layer leads to easy separation of scale, thereby improving the quality of welding procedures. The electrode is also characterized by the speed and ease of ignition of the arc, and the smoke released is less dangerous to human health than other types of spraying. The disadvantages of this layer are the high risk of cracks, the liquid “bath” and the difficulty of controlling it, but even with this disadvantage, this type of consumables is the most popular and in demand, and is best suited for beginners.
- Acid layer “A” - the forming coating consists of manganese, silicon and iron. The use of such an electrode increases the risk of cracks in the hot metal at the weld joint being formed. The advantage is that even when welding rusty parts, the possibility of pore formation is eliminated. Manganese, which is part of the composition, is a dangerous compound that negatively affects human health.
- Cellulose layer “C” - the main part consists of organic substances, which leads to an excess amount of hydrogen. Cellulose-coated electrodes are characterized by the formation of a dense and even bead. The use of such products is in demand when forming vertical seams. The disadvantage of this layer is the low ductility of the metal, as well as a high degree of spattering.
- The main layer “B”, consisting of carbonates and fluoride compounds (marble, magnesite and dolomite). These substances cause the cooled seam to become more plastic and viscous. An important advantage of this type of spraying is its resistance to crack formation. It is important to take into account that welded parts with signs of corrosion deposits can lead to the appearance of pores. These electrodes are best suited for DC welding. It is recommended to use them for connecting critical steel structures with a metal thickness of 4 mm or more, since the seams are rough and convex. It is absolutely important to ensure that consumables are stored in a dry place, since spraying is characterized by high hygroscopicity. Products with a basic coating have no less disadvantages - the difficulty of igniting the arc and the impossibility of its reappearance.
- With metal powder - such products are used to increase labor productivity. Due to the presence of metal particles in the spray composition, the penetrating ability of the arc increases, thereby improving the quality of welding and making it easier to re-ignite the arc.
- Ilmenite layer - have average properties with consumables having a rutile and acidic coating.
Coating is a kind of protective barrier that prevents the negative effects of oxygen, thereby improving not only the quality of the seam, but also increasing its resource. When choosing a welding electrode, it is very important to consider the material of its coating. To figure out how to determine the type of coating, read the next paragraph.
DC Electrode Rating
Types of electrodes used for DC welding:
- UONI - 13/55 - famous electrodes of their kind for direct current, applicable for steel alloys - with low doses of alloying elements and with the addition of carbon. They have significant advantages: the welding seam is very plastic and tough for mechanical stress, very durable. Almost no impurities and gases are formed. The arc is easily ignited. A wire of parameters Sv-08 or Sv-08A is placed in the rod.
- UONI - 13/45 are also used for joining workpieces made of carbon and low-alloy steels. The seam is not inclined to form cracks - neither hot nor cold. It is very ductile and tough, with ideal tightness, which makes it a suitable option for welding containers that will subsequently be subject to high pressure. Seams made with these electrodes do not age much longer.
- OZL – 6 are distinguished by their narrow focus: they are used in working with heat-resistant steels. Pores and cracks do not form in the seams, they are not subject to further corrosion and have the same heat resistance as the base metal. Suitable for metals with different structures.
- OZS-12 are intended for steel alloys with a low proportion of alloying additives and carbon. It is possible to work in any spatial position and is tolerant of surfaces with rust. The weld is formed with excellent characteristics: strength and durability. Stable arc. There are no releases of toxic substances during operation.
- TsL - 11 are also highly specialized electrodes, which are intended for steel alloys with additions of chromium and nickel, as well as corrosion-resistant steels. Welded seams are resistant to corrosion. The metal hardly spatters, the arc is stable, and the slag in the form of a crust is easily separated.
- ANO - 21, despite the fact that they are also intended for carbon and low-alloy steel alloys, like previous brands of electrodes, these consumables are extremely popular among craftsmen of various levels of professional training. Their features are a fine-scale structure of the weld metal, excellent arc ignition, softness, slight metal spattering, and so on.
- LB – 52U are distinguished by the high productivity of the welding process with their help. The arc is stable, the metal hardly spatters, work is possible in any position in space, and almost no cracks form in the seam.
- MR - 3 typical universal electrodes, which are rightfully present in both lists - for both alternating and direct current. Pores and hot cracks practically do not form in the weld, the arc is powerful and stable, there is little spattering of metal, and easy separation of slag in the form of a crust.
- OZCH – 2 are intended for welding cast iron. Despite their seemingly narrow functional focus, they have solid advantages in the form of versatility, ease of use, an excellent arc with excellent characteristics, ductility of the weld without cracks, and a well-separated crust with slag at the end of the process.
Selecting Electrodes
Many novice welders often ask: “Which electrodes are best for DC welding?” There is already an error in this question. There are no better or worse electrodes; each brand has its own characteristics and purpose. The master decides for himself which electrodes are preferable to perform his specific tasks. But there are still some things worth considering when choosing rods.
First, look at what the electrodes you choose are made of and what they are intended for. Some brands may be designed to work with only one type of metal. This needs to be taken into account. Most holding rods are made to weld steels, so you'll have to do some research to know the properties of the part and the electrode. There is no need to weld a low-alloy part with a carbon steel electrode. It would also be a good idea to ask the seller for quality certificates. Some stores are not shy about selling counterfeit products, the quality of which leaves much to be desired. Secondly, decide on the diameter of the electrode and the thickness of the metal. Remember the golden rule: the thicker the part, the larger the diameter of the rod. If you do not follow this recommendation, the metal will either not be welded or will be deformed. Deviations of no more than one millimeter are allowed.
Note! 50% of the result is the correct choice of operating mode. You can choose the desired diameter and composition of the electrode, but set the wrong current mode, and all the work will go down the drain. Take this seriously.