Features of the method
The connection of metal parts using semi-automatic welding occurs as a result of the continuous supply of a fusible electrode. A hollow tube of a certain diameter acts as an electrode. Melting occurs from an electric arc.
In industry, there are two ways of operating a semi-automatic machine:
- the use of a gas environment is necessary subject to the requirement of protecting the seam from oxygen;
- welding without gas frees the welder from the difficulties associated with moving equipment, as well as constantly replenishing the container.
In order to avoid labor costs, it is recommended to use semi-automatic welding without a gas environment. A flexible tube is used; the material has a cavity inside; during the manufacturing process, the void is filled with flux, it is heated, and gas is released. The seam is protected from the action of foreign substances. The benefits include:
- powering the device from the central network using wires;
- mobility of the device;
- continuous supply without stopping to replace the electrode.
Preparing metals for welding in CO2
Semi-automatic welding with carbon dioxide allows you to weld metals of any thickness.
Classification of manual arc welding in shielding gas.
The subtleties of preparing products for cooking depend on the thickness of the metal:
- Thin metal sheets up to 1 millimeter are welded using edge flanging. The absence of such processing is allowed, but in this case the gap between the welded surfaces should not be more than 0.5 millimeters.
- Sheets with a thickness of 1 to 8 millimeters can be welded without cutting edges. The maximum allowable gap is 1 millimeter.
- Thicker metal, up to 12 millimeters thick, requires additional processing in the form of a V-shaped cutting.
- Products with a thickness of over 12 millimeters are recommended to be welded after performing an X-shaped cut.
Before performing work directly, products must undergo the following procedures:
- Complete cleaning of welded edges. Removal of dirt and scale can be done using a shot blasting or sandblasting unit. If there are none, you can clean the surfaces with simple sandpaper.
- Sticking surfaces. Preliminary welding in several places is carried out using electrodes E42 or E42A.
Wire selection
For welding without gas, flux-cored wire is required. It is a hollow metal tube filled with special flux and steel chips. It is installed in a special mechanism for uniform feeding. The welding wire is selected according to the material to be joined.
Advantages and disadvantages of cored wire
Advantages:
- flux-cored wire welding does not require an additional gas environment;
- the ability to move equipment to any location;
- performing work in hard-to-reach places;
- high speed method of joining metal parts.
Flaws:
- high cost of consumables;
- The quality of the seam is worse compared to the gas method.
Refueling and consumption
To weld with wire, you must do the following:
- Rollers of a certain diameter are installed on the device;
- It is not recommended to tighten the clamping mechanism with force;
- the tip on the welding head is removed;
- when the end of the material appears on the head, the tip is put on again;
- To protect against splashes of molten metal, it is necessary to carry out treatment.
The flux material is selected depending on the metal being welded. In this case, the flow rate is regulated on a semi-automatic device and depends on the magnitude of the electric current.
What type of structure does flux-cored steel wire have?
Flux-cored steel wire is an electrode whose steel shell is filled with a set of protective, deoxidizing and slag-forming additives. An important component of the material is iron powder, the grade of which determines the level of its content in the total volume.
The rutile content with fluorite concentrate is up to 60%. The choice of additives is carried out taking into account the percentage content of important substances. The characteristics of the additives and their scope of use must fully correspond to the characteristics of the welding electrode.
Table of semi-automatic welding modes.
Flux-cored wire may be distinguished by the presence of components that ensure arc stability even without gas conditions. It has a design that features a minimal set of equipment, and the conditions for its use exclude the use of a reducer, gas cylinders, etc. If the steel core melts quickly enough, this is due to the presence of increased electrical resistance. In this case, the formation of a high-quality seam occurs in a fairly short time interval.
Flux-cored wire has advantages that allow it to be used without harming the eyes, even if they are not protected with special means. The connection does not cause metal spattering, it turns out smooth and of high quality. Careful supervision is required when performing welding work. Manufacturers recommend certain welding modes, which are very important to follow.
How is gas-shielding and self-shielding wire used?
Gas-protected flux-cored wire is used for welding on automatic and semi-automatic machines. Welding is carried out in the presence of inert gas. Among the important characteristics of flux cored gas shielding wire are:
- splashing in small quantities;
- low degree of porosity;
- ease of separation of slags.
Self-protective type welding material is used for various works in open areas. The core contains the necessary protective elements. However, it is not necessary to use inert gas during welding.
The convenience of welding due to self-shielding flux-cored wire comes down to the absence of the need for additional equipment. This welding device gives the structure a compact shape. Flux-cored wire is sold at a price depending on its size, purpose, etc.
Necessary equipment and types of wire
For connection without gas, any device with the ability to switch reverse polarity to direct polarity can be suitable. When using wire with flux, select a semi-automatic welding machine without gas. In this case, it is necessary to connect the terminals of the equipment, as when working with electrodes. The result will be increased arc output energy, as well as temperature at the weld.
Initially, the feeding mechanism is debugged. The resulting distortions can damage the material and reduce the quality of the connection. When choosing equipment, consider:
- small size for quick movement;
- smooth adjustment of the electric arc;
- use of various materials.
The following types of wire are distinguished:
- with flux core;
- with metal powder core.
Wire for semi-automatic machine
Equipment setup
The selected parameters will help you connect metal parts with a high-quality seam. Pre-requisite:
- determine the amount of electric current to be supplied to the equipment terminals;
- configure the inverter welding machine according to the specified parameters;
- install a set of gears on the feed mechanism;
- make a test seam on a piece of metal;
- After making sure that the parameters are set correctly, perform a metal connection.
Semi-automatic welding design and operating principle
Semi-automatic welding is an electrical device designed to convert electrical energy into thermal energy using an effect such as an electric arc. The process is carried out using a melting electrode “electrode wire”, which is constantly fed to the welding site.
The electrode is a calibrated copper-plated wire of a given thickness. The coating of the wire is done to ensure good sliding and electrical contact. The wire is placed on top of a special spool, which allows it to unwind and feed evenly during welding.
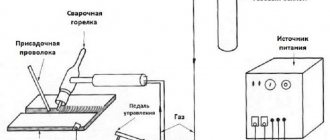
The welding process is carried out manually, using the following devices: a power source, an electrode supply mechanism, flexible hoses and a gun that the worker uses to apply the weld. Semi-automatic welding machines are divided according to seam protection:
• for submerged arc welding; • for welding work with shielding gases; • for welding work in which flux-cored wire is used.
Most often, semi-automatic machines are used for welding work with shielding gases. This type of welding is used for welding structures made of carbon and alloy steels, or non-ferrous metals.
Carbon dioxide contained in high-pressure cylinders and supplied to the gun is used as a protective gas. Before entering the welding zone, the gas is pre-stabilized using a reducer. Welding in a shielded gas environment has a number of advantages compared to welding using coated electrodes:
Technological advantages of semi-automatic welding
high performance and quality of seams;
semi-automatic welding of short-length seams can be carried out in any spatial position; Connection welding can be carried out in a hanging position, the metal will not flow out.
Production advantages: no harmful emissions during the welding process.
Economic advantages: low cost of welding performed using carbon dioxide compared to the price of welding with electrodes. high indicators of quality and manufacturability.
Semi-automatic welding is an indispensable thing in everyday life. Weld here and there, and if you own a car, then even more so, the equipment periodically needs cosmetic repairs. Making high-quality welds in a semi-automatic machine is a much simpler task than with electrode welding.
If you are going to purchase a semi-automatic welding machine, you need to find out what voltage your electrical network has. If the voltage is lower than the norm, then you should choose a more powerful device, since power indicators depend on the indicators of the electrical network.
If you have access to three-phase voltage (380V), then you should definitely choose a three-phase device. This is due to the fact that the best rectifier current indicators are obtained only when three-phase rectifiers are used, and welding quality indicators depend on this.
How to cook semi-automatically without gas
Semi-automatic welding without gas using regular flux wire is performed according to the following algorithm:
- metal parts must be pre-prepared; to do this, clean the joint and degrease the edges;
- on the mechanism with wire, a low feed speed is set, as well as minimum voltage values;
- It is recommended to run the torch at an angle forward, the arc is intermittent;
- the equipment is set to the correct polarity for welding with flux-cored wire without gas;
- the movement rollers and the tip on the head are selected according to the diameter of the filler material;
- the end is treated to prevent the adhesion of metal splashes;
- the welding movement begins from the top of the seam, evenly without jerking;
- flux cored wire is fed to the leading edge;
- For novice welders, it is recommended to initially perform a test weld.
Joining metal by welding is a complex technological process that requires compliance with the necessary safety measures, as well as the availability of protective equipment.
Operating principle
MIG/MAG welding (Metal Inert Gas/Metal Active Gas) is carried out using an electric arc, protected by gas, formed between the working surface and the wire (electrode), which automatically flows to the welding site when the trigger is pulled. Wire feed speed, welding voltage and gas quantity are preset. Due to the fact that the welding wire is automatically supplied to the welding site, and only the manipulation of the welding torch depends on the welder, this type of welding is often called semi-automatic.
When MIG/MAG welding, setting up the welding machine is very important. With stick welding and TIG welding, the settings are not as critical. The cleanliness of the metal before welding is also important.
The end of the wire must protrude a certain distance, otherwise an electrode wire that is too long will not allow the shielding gas to operate normally. We will look at this option later in this article.