Welding work using a semi-automatic machine is carried out either in a shielding gas environment or using a special flux-containing wire. Often, semi-automatic welding without gas with ordinary wire leads to the formation of an imperfect seam that is subject to rapid degradation.
The protective environment formed by gas or fumes from the flux-cored filler wire ensures good welding of surfaces and guarantees the absence of significant defects in the weld.
What is semi-automatic carbon dioxide welding?
Semi-automatic welding without gas and with gas is used in the following industrial sectors:
- shipbuilding and ship repair work;
- body work;
- pipeline construction;
- installation work;
- production of boilers and dimensional equipment;
- welding of surfaces during steel casting.
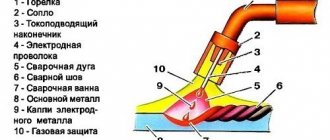
The operating principle of semi-automatic welding is as follows: carbon dioxide is supplied to the welding zone from a cylinder, which breaks down into carbon monoxide and oxygen under the influence of high temperature from an electric arc.
Carbon monoxide is ideal for protecting surfaces from oxidation, however, a mixture of carbon dioxide and oxygen contributes to the burning of alloyed additives and carbon from the joined products. This process leads to a decrease in the quality of the seam and the formation of a large number of pores in it.
To neutralize the disadvantages of welding in a carbon dioxide environment, a special filler material is used. The wire used in gas welding is an alloy based on silicon and manganese.
The most popular brands of filler wire are: Sv-08GS, Sv-08G2S. Additives are much more active than iron and oxidize first, thereby drawing oxygen onto themselves and preventing it from destroying the weld when performing mechanized welding.
Features of welding in carbon dioxide
Semi-automatic welding scheme.
The main advantage of working in a carbon dioxide atmosphere compared to semi-automatic welding without gas is good control over the welding process. When using shielding gas, the operator clearly sees the arc burning and observes the cooking process itself.
If you use flux-cored wire, the welding area becomes covered with thick smoke, which limits your view and does not allow you to fully control the welding process.
Carrying out welding work in a carbon dioxide environment using semi-automatic equipment has the following advantages:
- Full use of the electric arc energy for impressive cooking speeds.
- High quality of the obtained welds.
- Possibility of welding in various spatial positions.
- Low gas consumption by the welder when welding semi-automatically.
- Relatively low cost of liquefied carbon dioxide.
- Possibility of joining materials of any thickness.
- Carrying out work on weight.
- High labor productivity.
- Almost complete absence of damage to the part. When repairing car bodies, local heating, which occurs during semi-automatic welding, allows you to carefully repair the product without serious damage to the paintwork.
- No need for flux supply and removal.
There are also disadvantages of welding in a carbon dioxide environment.
These include:
- Low quality of sold carbon dioxide mixtures.
- Weaker quality of welds compared to the use of argon mixtures.
- Inability to work with all metals.
- Difficulties in cleaning equipment after using carbon dioxide.
- Serious wear of components if incorrect welding parameters are set.
Overall, semi-automatic carbon dioxide welding is a very simple process that even a beginner can quickly master.
The principle of semi-automatic wire welding.
Characteristic features of carbon dioxide welding technology are:
- Carrying out the process on reverse polarity of direct current. This approach allows you to obtain a stable electric arc and avoid various deformations. In addition, reverse current seriously reduces the consumption of filler wire, which allows you to use the semi-automatic welding machine in an economical mode.
- Possibility of using direct current polarity for metal surfacing. When performing such work, the efficiency of surfacing materials is higher.
- Possibility of working with a wire welding machine powered from an alternating current network. To use this functionality, you must use an oscillator.
Modes of semi-automatic welding in a carbon-oxygen oxygen atmosphere are divided into:
- welding with forced short circuits;
- work with the transfer of large droplets;
- welding with continuous burning of an electric arc.
The carbon dioxide consumption rates when using semi-automatic equipment are:
- 8-9 liters per minute when welding with wire from 0.8 to 1 millimeter in diameter.
- 9-12 liters with 1.2 mm wire.
- 12-14 liters when connecting products using filler wire with a diameter of 1.4 millimeters.
- 15-18 liters with high-quality welding of parts with 1.6 mm wire.
- 18-20 liters when welding with thick two-millimeter wire.
When welding ferrous metals, carbon dioxide from a semi-automatic welding machine leaves at a rate of approximately 8-9 liters per minute.
In addition to the diameter of the wire, gas consumption is affected by: welding method, current strength and speed of work.
Selection of wire for a semi-automatic machine
Before starting work, you must select a wire, the grade of which depends on the thickness of the sheets being connected and the type of metal. The strength of the seam and the speed of work depend on the correct selection. The welder needs to know whether it is possible to use wire designed for a gas environment to perform the work. The use of such materials is allowed, but it should be taken into account that due to the lack of a protective atmosphere, the quality of the material in the joint area decreases.
Types of additives
Types of filler wires:
- Standard steel with a copper-plated surface, designed for joining or restoring the surface of parts made of carbon or low-alloy steel. The copper layer is applied electrochemically, which provides protection against the formation of galvanic couples and corrosion of the core material. It has a stable chemical composition and, due to its simple production technology, has a low cost. Semi-automatic welding without gas with ordinary wire is not recommended due to insufficient quality of the seam.
- To connect parts made of carbon steels, wire with additional alloying components (for example, chromium, vanadium or tungsten) is used. The material ensures the formation of uniform seams with increased strength corresponding to the characteristics of the base metal.
- When welding stainless steels, wire with a chemical composition close to the parameters of the base material is used. Depending on the alloying additives, welding materials are divided into soft or hard; there is a category of heat-resistant materials. It should be taken into account that the refusal of a protective gas atmosphere leads to the appearance of pores or saturation of the melt with foreign impurities. Welding stainless steels with standard wire (both with gas supply and without protection) is not recommended due to the poor quality of the weld.
- When welding aluminum alloys, a special wire with additives is used to stabilize the material in the joint area. Please note that the welding material must be stored in sealed packaging. Under the influence of the atmosphere, a refractory oxide film is formed on the surface, which prevents arc burning. Welding technology without gas for aluminum alloys is rarely used due to the poor quality of the joint. To create a permanent connection, a semi-automatic device with a supply of chemically inert argon is used.
- Special flux-cored wire for semi-automatic machines without gas, containing rutile-based flux. Suitable for welding in any position; during surfacing, it provides a high rate of accumulation of metal on the surface of the workpiece. Allows filling of corner joints or narrow gaps with melt; the formed seam has a neat appearance and does not contain thermal cracks.
We recommend reading: The nuances of using gas welding
Types of filler wires for semi-automatic machines without gas.
Pros and cons of cored wire
Advantages of powder-based materials:
- a large selection of diameters (from 0.6 to 2.4 mm in increments of 0.1 mm), which allows you to connect sheets of different thicknesses;
- the ability to weld carbon or alloy steels, as well as galvanized metal;
- no need to deliver or connect cylinders with a protective environment;
- equipment mobility;
- increased speed of work.
Flux cored wire welding has its disadvantages:
- increased cost of work due to the high price of welding materials;
- decrease in seam quality (compared to technology using an atmosphere of protective gases).
Wire consumption calculation
To calculate the need for filler material per 1 linear meter of joint, use the formula N=G*R, where:
- N – required parameter;
- G is the mass of the melt in the formed joint 1 m long;
- R is a correction factor indicating the ratio of deposited metal to the mass of spent wire.
To calculate the wire, a special formula is used.
To determine the parameter G, use an equation of the form G=A*B*L, where:
- A – cross-cut area of the seam in mm²;
- B – density (depends on the chemical composition);
- L – joint length.
Since material costs depend on the position of the connection line in space, the coefficient X is introduced into the formula for calculating parameter N, equal to:
- 1.0 – for lower joints;
- 1.05 – for inclined surfaces;
- 1.1 – for vertical partitions;
- 1.2 – for ceiling structures.
The given calculation algorithm is developed for welding in a gas environment and does not take into account metal spattering when the protective atmosphere is abandoned. It is recommended to introduce a correction factor of 1.2...1.4 into the formula, which allows to compensate for the release of part of the melt from the weld pool.
It should be noted that the consumption depends on the qualifications of the welder, the characteristics of the equipment used and the base material, as well as the diameter of the filler wire.
Refueling the device
Installation algorithm into the device:
- Carefully place the reel onto the guide shaft of the device. It is necessary to hold the free end of the filler material to prevent accidental unwinding of the spool.
- Insert the tip into the groove of the guide roller.
- Press the toggle switch to turn on the electric drive in idle mode at maximum feed speed.
- Pull the wire through the sleeve and then the torch tip (do not let it get stuck).
Hold the free end of the filler material.
Modes of semi-automatic welding in shielding gases
Carbon dioxide welding allows you to join many types of metals and alloys.
The choice of operating mode of the equipment depends on the thickness of the metal being welded; for example, pipe welding should be done with the following settings:
- wire diameter – 1.2 millimeters;
- welding current – 130-170 amperes;
- arc voltage – 21-21.5 volts;
- filler material supply speed – 150-250 meters per hour;
- gas consumption – 6-7 liters per minute;
- electrode extension is 10-13 centimeters.
Based on the data above, we can conclude that a 10-liter cylinder, when evaporated, produces about 5 cubic decimeters of gas, can provide about 6 hours of continuous operation of the welding machine. The most optimal parameters for the working pressure of carbon dioxide should be selected depending on the materials being welded.
Welding work in hard-to-reach places can be carried out using filler wire with flux. This approach allows you to do without a heavy cylinder of liquefied carbon dioxide.
Drawing of semi-automatic welding with shielding gas.
Each welding machine comes with documentation that clearly describes the optimal operating modes of the equipment. In addition, the accompanying papers usually contain data on setting up the device depending on the thickness of the products being welded.
When carrying out work, remember the following rules:
- with increasing welding current, the depth of the weld increases;
- arc voltage directly depends on length;
- the feed rate of the filler element should be calibrated so as to ensure stable combustion of the welding discharge;
- Electrode stickout directly affects the quality of the seam, and, therefore, the optimal parameters should be empirically calculated.
Most modern semi-automatic welding devices are assembled on the basis of an inverter power source. This design allows you to connect the equipment to an alternating current network.
When connecting inverter welding, the use of special equipment is not required, since all the required rectifier and high-frequency transformer are installed in the power source itself.
https://youtu.be/OvpbnoHZlSM
Differences from inverter welding
A standard inverter uses a metal electrode with a protective coating. Under the influence of an arc discharge, the flux partially burns out, preventing the saturation of the seam with harmful substances. After completing the job, the welder needs to remove the slag with a hammer or a metal brush. The technology allows you to adjust the temperature of the arc; welding is allowed by connecting plus or minus to the parts (straight and reverse polarity, respectively).
Selecting a semi-automatic welding machine
If you refuse to use a protective gas environment in semi-automatic equipment, you must use wire made of a special material. The flux powder included in the composition protects the metal from oxidation or saturation with harmful substances. The technique allows work to be carried out in hard-to-reach areas without the delivery of large gas cylinders.
The welder just needs to connect the machine to an AC mains voltage of 380V or 220V, and then set the required operating modes.
Preparing for work
The control panel of a semi-automatic welding machine without gas contains several control elements, including:
- semi-automatic welding current switch;
- adjustment of filler wire feed speed;
- on/off timer for spot soldering;
- mount for welding gun.
All welding machines that allow joining metals in carbon dioxide must go through a series of stages in preparation for work:
- Checking equipment grounding. According to fire safety and the GOST standard, all welding equipment must be connected to a grounding conductor.
- Network check. Semi-automatic devices are very vulnerable to various voltage deviations in the electrical network.
- Selecting the operating mode. The equipment is configured for a specific type of welding work.
- Diagnostics of the performance of the torch and filler wire supply system.
- Checking the quality of wire. The filler material must not have any peeling, damage or dents.
How welding occurs without gas: instructions
General instructions for using a semi-automatic welding machine without gas:
- Prepare the mating edges from which rust or grease deposits must be removed. Foreign particles deteriorate the quality of the metal in the joint and reduce the mechanical characteristics.
- Mount the guide rollers and nozzle on the welding head in accordance with the diameter of the filler material.
- Connect the equipment terminals in accordance with the required polarity (depending on the characteristics and chemical composition of the wire, indicated by the manufacturer on the packaging).
- Set the minimum permissible filler material feed rate and arc voltage on the machine.
- Treat the tip to prevent melt droplets from sticking.
- Wear protective suit and welding helmet.
- Connect the power and start cooking from the top of the seam, moving the burner at an angle forward. To improve the quality of work, it is recommended to use an intermittent arc and visually control the joint line. The burner should not be operated jerkily, which leads to disruption of the normal arc discharge and uneven filling of the bath with melt.
It should be noted that semi-automatic welding technology without carbon dioxide or other protective gas is not suitable for novice welders. To gain skills, it is recommended to train on scrap steel profiles, and then move on to welding basic structures. Additionally, it is necessary to evaluate all the advantages and disadvantages of the technique, which will avoid additional costs (for example, in the case of insufficient strength of the seams due to an incorrectly chosen technology).
Setting up and connecting welding equipment
High-quality welding in carbon dioxide is only possible with preliminary fine-tuning of the equipment.
Filled wire for semi-automatic welding.
Before starting welding work, welders must:
- Insert filler wire.
- Check the feed rollers. The components must be compatible with the filler material used. If the rollers are installed from the wrong wire, the drive component must be replaced.
- Place the wires in the appropriate groove.
- Secure the adjusting shaft. You need to press without using unnecessary force, since if you press too hard, the wire will be seriously deformed and impede the operation of the welding arc.
- Unfold the feed sleeve.
- Remove the nozzles and tip.
- Make sure that the filler wire extends 10-15 centimeters from the torch.
- Attach the tip and nozzle.
- Connect the liquefied gas cylinder to the device through the reducer.
- Secure the supply hose using clamps.
Preparing metals for welding in CO2
Semi-automatic welding with carbon dioxide allows you to weld metals of any thickness.
Classification of manual arc welding in shielding gas.
The subtleties of preparing products for cooking depend on the thickness of the metal:
- Thin metal sheets up to 1 millimeter are welded using edge flanging. The absence of such processing is allowed, but in this case the gap between the welded surfaces should not be more than 0.5 millimeters.
- Sheets with a thickness of 1 to 8 millimeters can be welded without cutting edges. The maximum allowable gap is 1 millimeter.
- Thicker metal, up to 12 millimeters thick, requires additional processing in the form of a V-shaped cutting.
- Products with a thickness of over 12 millimeters are recommended to be welded after performing an X-shaped cut.
Before performing work directly, products must undergo the following procedures:
- Complete cleaning of welded edges. Removal of dirt and scale can be done using a shot blasting or sandblasting unit. If there are none, you can clean the surfaces with simple sandpaper.
- Sticking surfaces. Preliminary welding in several places is carried out using electrodes E42 or E42A.
Advantages and disadvantages
Advantages of the technology:
- increased welding speed;
- improving the appearance of the seam material;
- the ability to carry out work in any spatial position;
- joining thin metal sheets without the risk of burning;
- possibility of welding elements made of light alloys or dissimilar substances.
The technology increases the speed of welding. The main disadvantage of semi-automatic welding is the gas cylinder, which must be moved along with the equipment. In cramped conditions it is not always possible to install a container, and excessive lengthening of the hoses worsens the conditions for supplying the protective medium and does not allow quick adjustment of the gas volume. The welder can refuse to use cylinders and weld with a special wire containing flux.
We recommend reading: How to cook with an autogenous oven yourself
The advantage of the technology is a reduction in the cost of work and a reduction in the weight of transported equipment. At the same time, they take into account the increased price of raw materials or difficulties in finding quality material. In addition, it is impossible to weld workpieces made of alloy steels or aluminum alloys without a protective gas atmosphere.
The resulting seam will have insufficient strength or will collapse when the standard force is applied.
How to properly weld with a semi-automatic machine?
The technology of semi-automatic welding in a carbon dioxide atmosphere is very simple and understandable. The only thing that is required of the welder is to maintain the correct wire extension and move the torch in a timely manner at a uniform speed.
If these conditions are correctly met, semi-automatic welding with flux-cored wire without gas allows you to obtain an even weld without sagging or caves.
Experts have developed several simple recommendations that will make semi-automatic welding seem like a very simple task for beginners:
- Before starting welding work, make sure that gas is coming from the torch. Carbon dioxide for welding must enter the working area under a pressure of 0.02-0.03 kilo Pascal. In the presence of draft, wind and other factors, the pressure should be adjusted to compensate for losses.
- The burner angle should be between 65 and 75 degrees.
- The welding must be done from right to left. This approach allows for a better overview of already welded areas.
Of course, for infrequent work it is not profitable to purchase a carbon dioxide cylinder. In such cases, a method of cooking without carbon dioxide will come, based on the use of a special filler wire with flux.
When connecting products made of non-ferrous metals, it is extremely important to choose the right wire. For example, it is best to solder aluminum products using a filler material containing aluminum, manganese and magnesium.
Welding methods
Semi-automatic welding in a carbon dioxide environment can be performed in two ways:
- Angle forward. In this case, the arc moves from right to left, the metal melts less and the weld bead turns out to be quite wide. This cooking method is ideal for joining thin metal.
- Angle back. The approach involves moving the electric arc from left to right. The method is suitable for welding thick metals because it provides a large penetration depth and a narrow seam.
Scheme of welding under slag.
The welding method without using gas deserves special mention.
This technique has many advantages:
- Full mobility. Due to the absence of heavy gas cylinders, welding can be carried out even in the most inaccessible places.
- Large selection of specialized wires. Today there are a huge number of filler materials with built-in flux.
- Simplified welding process.
- There is no need to constantly refill the cylinder. For small repair shops there is no point in keeping an expensive cylinder. Therefore, infrequent welding work is best carried out using flux-containing wire.
However, the gasless type of welding also has its disadvantages, among which are:
- high cost of consumables;
- increased requirements for wire selection;
- the need for a current polarity switch button on the device;
- difficulties in selecting optimal operating modes;
- poor visibility of the weld due to haze;
- difficulties when welding sheets less than 0.15 centimeters thick;
- release of a large amount of harmful substances that have a detrimental effect on the body;
- weak mechanical properties of the wire, which do not allow it to be pinched with a roller.
It is important to note that welding work can be carried out using ordinary wire, however, the resulting seam in this case will be loose and short-lived.
Step-by-step welding process
Welding without gas is usually carried out in accordance with the following algorithm:
Semi-automatic welding circuit diagram.
- Selection of the optimal current value depending on the thickness of the products being connected.
- Setting the reverse polarity current on the equipment.
- Selecting the solder wire feed speed. When using flux-containing wire, it is important to ensure that the gears do not pinch it.
- Checking the set parameters on a test sample. Small pieces of metal are optimal for this stage. During the setup process, you should monitor the stability of the welding arc and the amount of flux produced.
- Set the switch to the forward position.
- Pressing the welding start button.
- Ignition of the electric arc.
- Rotate the burner 5 degrees relative to the vertical axis.
- The electrode begins to move along the intended connection. To avoid the risk of cracks, the first layer should be boiled at low current.
- Completing a weld by filling the crater with molten metal.
- Stop the welding machine and disconnect it from the power supply.
How to choose a good semi-automatic welding machine
The semi-automatic welding machine got its name due to the mechanism for automatically feeding filler wire and shielding gas. By pressing the torch button, a miniature electric motor is started, as a result of which the unwinder feeds the wire at a constant speed through the metal channel into the welding zone. At the same time, a valve is activated, which supplies argon, carbon dioxide or a mixture of them to the weld pool. The gas and wire feed speed is adjustable.
What can you cook with a semi-automatic machine? The semi-automatic inverter machine allows you to weld thick metals, cast iron, aluminum, stainless steel, and thin sheet materials. The seam practically does not require processing - the formation of slag is minimal. Also, the continuous and uniform supply of electrode wire speeds up the process of joining metals and allows for long continuous seams. For welding fences and non-critical ferrous metal products, it would be more advisable to choose an MMA inverter (for manual arc welding).
Almost all welding inverters allow welding with a conventional fusible electrode or flux-cored wire - its special coating protects the weld pool from interaction with air.
Power. Determines welding performance and the maximum thickness of the welded metal. Indicated in kW. Effective power is always lower than consumed power - part of the electrical energy is converted into thermal energy.
For home use, a device with a power of 3 kW is sufficient. This is enough for welding non-critical structures made of profiles up to 2.5 mm thick, repairing a tank or the bottom of a car. If you work with thicker metals - 4 mm, take a device with a power of 3-5 kW. To melt thick-walled products (about 6-10 mm), you need a device with a power of 6-8 kW or higher.
Welding current. Determines the maximum thickness of the material being welded. If it is not enough, the seam will remain on the surface of the parts being joined and will be easily damaged. With current (approximate data):
- 110-120 A , you can work with wire with a cross-section of 0.6-0.8 mm and weld metal up to 2.5 mm thick;
- 120-160 A – wire diameter is 1 mm, thickness of welded metal is up to 4 mm;
- 160-200 A, parts with a cross-section of up to 4-5 mm are welded using wire with a diameter of 1.2 mm.
Pay attention to the minimum welding current. It is important when working with thin sheet metals and small parts.
Current adjustment. The control knob changes the current strength to adapt the parameters of the electric arc to the characteristics of the parts being processed. Toggle switches come with step-by-step adjustment - each step adds or decreases the indicator by several (50-10 A) or smooth - in steps of 1 ampere or less. For high accuracy and clarity, it is worth purchasing models with a digital indication of current strength.
Voltage. For the private sector, the network voltage indicator is important. With a standard value of about 220 V, it often drops below 200, and even 180 V. When choosing, consider the distance of the house or garage from the transformer from which electricity is supplied to your site. If the network voltage is too low, take a device that can stabilize this indicator. Especially do not trust manufacturers who guarantee excellent performance of inexpensive welding at 160 and even 140 V.
The ease of igniting the arc, especially for beginners, and its elasticity depend on the no-load voltage. The lower the value, the cheaper the device.
Other points. When selecting a good semi-automatic machine, look at the on-duration parameter (DS). For household appliances it rarely exceeds 30-40% in MIG/MAG mode, and this is normal. This means that after 3-4 minutes of operation at peak current, the device needs to cool down for 7 or 6 minutes, respectively. For a house and garage this is enough, but for a production unit the PV should be from 60%. For MMA mode the figure may be higher.
It is advisable to buy a semi-automatic machine with a closed push wire feed mechanism, rather than a pulling one, and protection against short circuits.
Which semi-automatic welding machine to choose
For a farmstead, garage and cottage, a device with a power of about 3 kW with a maximum welding current of 120-160 A is enough. Select the minimum value based on the thickness of the metal being welded. PV is 30-40%. It is important to work during voltage drops up to 200-190 V.
For a garage, a small workshop with a commercial focus or a service station, buy welding with a power of 4-5 kW with a peak current of 160-200 A, a minimum current of 10 A and a duty factor of 60-70%. A connector for connecting an electrode holder for manual arc welding with consumable electrodes is required.
For professional needs, you need a powerful and expensive device with a current strength of over 200 A, an on-time of 80%, preferably liquid cooling. Power can reach 7-8 kW or more. MMA support and a Euro connector are required.
Wire diameter and current
| Metal layer, mm | Current, A | D wire, mm |
| 0,5-1 | 10-30 | 0,6 |
| 1,2-2 | 45-100 | 0,8 |
| 2,5-4 | 120-200 | 1-1,2 |
| 5-8 | 150-350 | 1,6 |
| 9-20 | 300-500 | 1,6 |
We have previously looked at:
- 16 Best welding machines for home and garden
- 14 Best welding inverters for home (MMA, MIG/MAG, TIG)
Choosing the right shielding gas
To protect the weld pool from atmospheric gases, inert gases (argon), carbon dioxide or a mixture of them are used - the molten metal does not interact with them. It is supplied from a gas cylinder connected to the burner. The gas is selected based on the welding conditions:
- Carbon dioxide is inexpensive, suitable for non-critical connections that will not experience significant loads, welding thin ferrous metals with a thickness of about 1 mm. When working, splashes fly away, the seam turns out to be “scaly” and not aesthetically pleasing.
- Argon is an expensive gas for welding alloy and stainless steels, titanium, aluminum, copper, and alloys based on them.
- A mixture of carbon dioxide and argon (usually in a ratio of 1 to 5) - provides a soft and stable arc, an even, beautiful connection that does not require further processing, and reduces metal spattering. Suitable for working with alloy and high carbon steels.
To work without shielding gas, expensive flux-cored wire is used, inside of which there is flux. Melting by the arc, it protects the weld pool from atmospheric gases.
Carbon dioxide consumption during welding for semi-automatic welding machine
Semi-automatic welding in a carbon dioxide environment requires the constant presence of carbon dioxide in a special cylinder.
In most cases, the amount of gas used during cooking depends on the following parameters:
- quality of filler material;
- weather;
- type of metals being welded.
In addition, the calculation formulas include the thickness of the wire and the operating current. A standard forty-liter cylinder contains about 25 kilograms of carbon dioxide. When connecting the container to a semi-automatic machine, thanks to a chemical reaction, the welder can obtain up to 510 liters of the working gas mixture from one kilogram of carbon dioxide.
The consumption of CO2 shielding gas during semi-automatic welding under ideal conditions is approximately 8-9 liters of gas per minute, which allows for up to 24 hours of continuous operation.
Welding modes in shielded gases for non-ferrous metals require a significantly higher mixture consumption:
- The connection of aluminum products consumes up to 15-20 liters of gas mixture.
- The process of forming a seam between copper parts takes about 12 liters per minute.
- Connecting magnesium products will require up to 14 liters of mixture per minute.
- The consumption for cooking nickel is 10-12 liters.
It is important to note that during the preparation of equipment, consumption of protective gas is allowed up to 10% of the total volume stored for all work.
Flux cored self-shielding wire.
The theoretical calculation of welding wire consumption when operating semi-automatic equipment should take into account the following parameters:
- type of metal being welded;
- The diameter of the wire;
- presence or absence of shielding gas;
- characteristics of welding equipment;
- the place where the work is performed, for example, for ceiling welding the material consumption is higher, and for semi-vertical welding it is lower.
As a rule, the consumption of the filler component does not exceed 1.5% of the entire mass of the structure. Before welding, it is necessary to carefully calculate the amount of materials required for the work so as not to interrupt the welding process.
Wire consumption for welding without gas depends on:
- the quality of the components used;
- wire thickness;
- type of metal product.
Safety precautions
Welding work is a rather dangerous process, depending on the attentiveness, professionalism and equipment of the master.
The best protection options for wire welding include:
- Eye protection. To fully protect your eyesight, the welding machine operator should be equipped with special safety glasses and a mask.
- Air filtration. When performing welding work using flux-cored wire, it is necessary to provide the specialist with appropriate protection. Respirators or filter masks can help protect against harmful fumes of chemical elements.
- Protection from drops of molten metal. Do not neglect working clothes, since a drop of hot metal can seriously injure the worker.
Table of shielding gas consumption and wire feed speed.
Safety precautions when performing welding work include the following rules:
- Perform welding work exclusively from a wooden platform. The use of metal flooring is strictly prohibited.
- The light used to illuminate the cooking area must be powered from a 12-volt network.
- Belaying the master must be done using ropes attached to the belt. To ensure the mobility of the master, the length of the safety cables must be at least two meters.
- The welder's workplace must be equipped with exhaust systems that effectively purify the air and remove harmful impurities. Some fluxes used in welding without gas can cause serious poisoning if inhaled.
- Moving welding workpieces must be done strictly while wearing work gloves.
- Carrying out work in open areas during precipitation is strictly prohibited.
The technology of semi-automatic welding in a carbon dioxide environment allows for high-quality joining of materials. However, if the workplace is not well ventilated, carbon dioxide can suffocate the worker and cause serious health problems.