Главная / Техника сварки
Назад
Время на чтение: 3 мин
0
491
Для новичков часто становиться загадкой, «Для чего существуют столько видов сварки, столько снаряжения и методологий, когда под рукой всегда обычный газовый полуавтомат с проволокой, что справляется со своей работой, по качеству времени и стоимости ?».
На самом деле, что квалифицированные специалисты на крупных заводах, что домашние мастера-любители зачастую пользуются полуавтоматическим оборудование.
Ведь оно оптимальное по качеству сварки, аккуратности шва, и главное, долговечности.
- Актуальность
- Общие сведения
- Использование
- Преимущества и недостатки
- Особенности метода
- Итог
Требования к проволоке
Порошковая проволока исполняется в виде трубки. Внутрь нее укладывается сварочный флюс с добавлением металлического порошка. Она классифицируется в зависимости от предназначения, варианта применяемой защиты, механических характеристик и положения при проведении сварочных работ.
Подавляющее большинство порошковой проволоки пригодно для осуществления работ с низколегированной или менее прочной низкоуглеродистой сталью.
Среди основных требований к ней можно выделить:
- стабильность в нагреве электрической дугой и легкость, с которой дуга возникает;
- равномерность при плавлении проволоки, отсутствие больших разбрызгиваний;
- шлак, возникающий в процессе порошковой сварки на месте шва, должен без труда счищаться после остывания и обеспечивать равномерное покрытие всей поверхности шва;
- шов не должен иметь никаких изъянов.
Применение различного наполнителя, а также изменение конструкции оболочки позволяет улучшить характеристики порошковой проволоки и применять ее для конкретных целей.
Сварочная проволока, которая имеет флюсовый сердечник, служит для того, чтобы обеспечить сварку низкоуглеродистых сталей с повышенной степенью наплавлений.
Ее применяют при монтаже низколегированных сталей, а также при проведении сварки в различных, порой неудобных, положениях. Порошковой проволокой варят чугун и оцинкованную сталь.
Особенности сварки
При сварке порошковой проволокой нужно учесть несколько ключевых особенностей, чтобы получить качественный результат. Новичкам порой бывает трудно вести дугу и формировать ровный шов, поэтому рекомендует установить на своем полуавтомате прямую полярность при сварке. Чтобы это сделать нужно переключить контакты, расположенные внутри полуавтомата. Провод, подсоединенный к горелке, нужно отсоединить и подключить к массе, а кабель с массы переключают к горелке.
Для работы с проволокой также нужно установить специальные ролики, с помощью которых осуществляется подача материала. Ролики подбираются в соответствии с диаметром самой проволоки. Обычно один комплект роликов можно использовать сразу с несколькими диаметрами, они указываются сбоку. Не забывайте, что проволока полая и не нужно зажимать ролики слишком сильно, чтобы не деформировать ее. Чтобы проволока легко протягивалась нужно снять наконечник. Также не обязательно использовать сопло, ведь мы не применяем в работе газ. Чтобы не прилипли брызги металла на наконечник нужно смазать его специальным средством, которое можно легко найти в магазине для сварщиков.
Порошковая сварка с помощью проволоки должна выполняться на небольшом напряжении и с минимальной скоростью подачи проволоки. Поэтому мы не рекомендуем использовать для этих целей слишком мощные аппараты. Их «сил» может быть слишком много для работы с порошковой проволокой. Если вам нужно сварить металл толщиной полтора сантиметра, то установите напряжение не более 15В и скорость подачи не более 2 метров в минуту. Сначала вам может показаться, что эта скорость недостаточная, но поверьте, вы не потеряете много времени. Горелку лучше держать под углом и вести ее вперед. Дуга должна быть прерывистой.
Обратите внимание! Во время сварки образуется шлак, который затем застывает на сварочном шве. После остывания металла шлак необходимо удалить механическим способом. Если планируются многопроходные швы, то удаление шлака просто обязательно. Чтобы улучшить характеристики шва после удаления шлака нужно зачистить поверхность металлической щеткой.
Немаловажным является тот факт, что соединения получаются грубоватыми и не совсем ровными (по сравнению со сваркой в среде газа), могут образоваться наплывы и видимые дефекты, похожие на чешую. Это следствие работы с прерывистой дугой. Также часто встречаются не проваренные места. Это нужно принять, как данность, и использовать порошковую сварку только в особых случаях.
Основные виды проволоки
В зависимости от способа использования и метода защиты от внешних воздействий, проволока для порошковой сварки бывает газозащитной и самозащитной.
Газозащитый вид
Газозащитную проволоку применяют тогда, когда сварку проводят с использованием полуавтоматических и автоматических аппаратов для низколегированных и углеродистых сталей.
В процессе принимает участие углекислый газа или его смесь с аргоном. Газ поступает извне. Порошковый наполнитель можно подобрать так, чтобы сделать параметры сварки лучше. Например, можно увеличить скорость вертикальной сварки или прочно соединять трудносвариваемую сталь.
Данная технология используется при необходимости создания нахлестов, при работе в местах стыков и на углах конструкций, как для автомата, так и для полуавтомата. Применение подобной технологии обеспечивает постоянство струи, пониженный уровень разбрызгивания, а также стойкость к образованию пор и шлака.
Материал, который применяется в процессе сварочных работ, обладает повышенным коэффициентом наплавления, имеет низкий уровень дымления и позволяет качественно выполнять швы.
Самозащитный вид
Самозащитная порошковая проволока изготавливается в виде специального «вывернутого» электрод (он словно вывернут наизнанку). Использование такого типа сварки позволяет проводить работы при различных температурных условиях (даже экстремальных), при сильных порывах ветра и тому подобное.
Основными компонентами сердечника являются различные присадки (диоксидирующие, шлакообразующие и защитные), что позволяет проводить сварку без использования газа.
Самозащитная сварочная проволока имеет ряд положительных особенностей, среди которых можно выделить:
- возможность проводить сварочные работы в различных положениях;
- за счет открытости дуги имеется возможность аккуратно передвигать наплавляемый металл;
- специальный тип покрытия проволоки обеспечивает ее устойчивость к давлению, оказываемому роликами;
- за счет контроля химического состава появляется возможность получить вполне конкретный состав шлака.
В монтажных условиях механизированная порошковая сварка становится все более распространенной. Хотя многие жалуются на высокую стоимость расходного материала, эффективность порошковой сварки ощутимо выше, надо только выбрать правильную марку проволоки.
Эффективность применения
Проволока порошковая для дуговой сварки завоевала хорошую репутацию благодаря тому, что применяя ее, можно решить многочисленные проблемы и облегчить процессы сваривания и наплавки. С ее помощью такие работы можно осуществлять в полевых условиях и на производственных площадках, находящихся на открытом воздухе. Производительность процесса возрастает в несколько раз. Отсутствует необходимость бороться с последствиями разбрызгивания расплавленного металла.
Качество образуемого соединения является достойным. За счет того, что порошковая сварочная проволока для полуавтоматов обеспечивает хорошее проплавление металла, за один проход можно осуществлять такие соединения, как нахлесточные, угловые и стыковые. Она может использоваться, как для автоматической сварки, так и сварки полуавтоматом. Преимущественно используется для работы с углеродистыми сталями и низколегированными.
К достоинствам относится сопротивление появлению в шве шлаковых включений, а также образованию таких дефектов, как поры. Сварочные работы можно производить в различных положениях.
Преимущества порошкового метода
Большое количество достоинств обусловило популярность порошковой дуговой сварочной технологии. При работах с флюсом осложняется точность попадания электрода в нужную точку, появляются затруднения в контроле шва.
При полуавтоматической сварке проблемы возникают с потоком защитного газа. Потоки воздуха могут его сдувать, а сопла могут забрызгиваться.
Применение порошковой проволоки для полуавтомата решает подобные проблемы. Не требуется флюса, баллона с газом и всех сопутствующих инструментов. Порошковая сварка собрала в себе преимущества открытых электродов и автоматического способа сваривания.
Достаточно будет только четко определять направленность электрода в желаемую точку, и контролировать процесс образования сварочного шва. Это позволяет добиваться наплавлений именно так, как было задумано в процессе изготовления расходного материала. Сварщику надо лишь подобрать нужную марку проволоки, изучив ее характеристики и рекомендации производителя.
Плюсы сварки без газа
Сварка с использованием порошковой проволоки имеет ряд положительных качеств, среди которых стоит выделить:
- Не нужно применять громоздкие баллоны с газом, которые тяжело переносить.
- Обладает беспрепятственным перемещением, работать можно на любой высоте, в труднодоступных местах.
- Высокая производительность труда.
- При проведении процесса используется специальный порошковый состав, который приводит к появлению шлака, защищающего металла от окисления кислородом, что является отличительным признаком дуговой сварки порошковой проволокой от сварочного процесса с использованием защитного газа.
- Дуга не проявляет повышенную чувствительность к ветру.
Сварка с использованием порошковой сварки считается востребованной технологией для работы с низколегированными и углеродистыми сталями. Но все же чтобы процесс был проведен правильно и точно, важно знать его главные особенности и требования.
Для начала стоит рассмотреть виды сварочного материала, который может применяться для сваривания металла. Кроме этого немаловажным будет знание принципов проведения процесса без использования защитного газа.
Наполнение и внешняя оболочка
Сама наружная часть порошковой проволоки выполнена из холоднокатаной ленты, имеющей особый уровень мягкости. Назначение проволоки определяется химическими свойствами ее сердцевины.
Основой для нее служат диэлектрические компоненты, среди которых железный порошок рутилового и флюоритового концентрата, добавки для увеличения качества шва, органические и карбонатные присадки для выделения защитных газов.
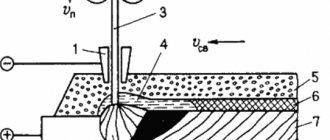
Порошковая сварка таким методом имеет аналогичную специфику с работами, выполняемыми с применением электродов. Защитный слой подвергается плавлению под воздействием сварочного тока, а сам сердечник плавится за счет наличия электродуги и под влиянием температуры раскаленного металла.
Если имеется необходимость нанести несколько слоев сварки, то проводится очистка рабочей поверхности от шлака, образовавшегося на предыдущем слое.
Где применяют метод без защитных газов
Зачастую, проводить сварочные работы с использованием обыкновенных электродов неудобно, так как местоположение свариваемых поверхностей мешает их подвести. Чтобы обеспечить удобные условия и был разработан специальный расходный материал.
Он дает возможность проводить сварочные работы в любом положении и при отсутствии газовой среды. Проволока специального назначения обеспечивает принудительное формирование швов, позволяет производить сварку под водой, а также выполнять автоматическую сварку.
Варить можно как в нижнем положении, так и вертикально (для некоторых случаев) благодаря тому, что ванны для сварки имеют соответствующий разъем. Тип применяемого материала выбирается на основании его характеристик и специфики предстоящей работы.
Порошковая проволока считается наиболее оптимальным вариантом, когда работы проводятся на открытой местности.
Ветер и сквозняки не оказывают практически никакого воздействия на качество сварных швов, однако их параметры несколько уступают тем характеристикам, которые обеспечивает газовая или электродная сварки.
Выбирается порошковая проволока не только на основании ее технических особенностей, но еще и руководствуясь необходимостью в конкретном диаметре для данной сварки.
Диаметр не должен быть меньше, чем 2,3 мм. Проволоку меньшего сечения применяют только при проведении сварки на металлических конструкциях с наиболее маленькой толщиной.
При осуществлении сварочных работ пользуются специальным шланговым автоматическим или полуавтоматическим сварочным аппаратом, в котором имеется отдел для расположения мотка проволоки.
Она крепится за счет фиксатора в рукоятке, а ее подача происходит посредством специального шланга, что обеспечивает стабильность дуги и позволяет полностью расплавить сердечник. На полуавтоматах для применения порошковой флюсовой проволоки обычно присутствует режим «No Gas», что дает возможность изменять полярность.
Сварка порошковой проволокой
Порошковая проволока, используемая для дуговой сварки – это трубка, где внутренняя часть наполнена металлическим порошком и флюсом. В основу материала входит металлическая лента, обрабатываемая по технологии холодной формовки и заполняемая смесью флюса с порошком. На завершительном этапе производства порошковая проволока растягивается до необходимых параметров.
Порошковая проволока, используемая для сварки без газа, цена которой доступна, классифицируется по назначению, способу используемой защиты, технологии сварки порошковой проволокой в разных пространственных положениях и механическим свойствам. Применяется сварка порошковой проволокой в монтаже низколегированной и низкоуглеродистой стали. Также материал может подразделяться по условиям использования (для простой или специальной сварки – под водой, с принудительным выполнением шва, монтажа арматуры и пр.).
Сварочные работы с применением защитных газов
Сварка в среде защитных газов предусматривает подачу газовой струи в область плавления при помощи горелки. Либо же порошковая сварка производится в специальных камерах, внутри которых содержится газ.
Самой распространенной является струйная защита. Ее качество определяется габаритами и конструктивным исполнением сопла, а также дистанцией между срезом сопла и поверхностью свариваемого материала. Наиболее эффективная защита достигается при использовании стационарных камер, внутри которых находится газ. Туда помещают изделие при проведении работ.
Полуавтоматическая сварка в углекислом газе производится с применением специального оборудования, которое обеспечивает отличное качество сварочного шва, узкую зону термического воздействия, высокую скорость расплавления проволоки. Все это повышает производительность процесса и увеличивает надежность готовой конструкции.
Требования к расходным материалам и их преимущества
Проволока порошковая, используемая для дуговой сварки, производится в соответствии с основными требованиями:
- С созданием равномерного плавления материала без крупных брызг;
- Стабильный нагрев и легкое возбуждение дуги;
- Должен получаться аккуратный шов, без дефектов (пор и трещин);
- Образующийся при плавке шлак должен равномерно размещаться по шву и отделяться при охлаждении.
Такие требования являются основными параметрами для сварочных материалов, определяют использование порошковой проволоки при сваривании стали в разных условиях.
Сварка порошковой стали способствует решению проблем строительства и производства, повышает производительность процесса, снижает трудоемкость ручной очистки изделий от брызг. По типу использования и защите от внешних факторов, проволока бывает газо- и самозащитной.