Semi-automatic welding machines are simple and reliable designs. But nothing lasts forever, even the best-quality mechanisms can fail, mainly due to violations of operating rules.
Semi-automatic welding device.
Most often, malfunctions of semi-automatic welding machines occur in the weakest points of the equipment. In this mechanism, such a place is a branded block to which the welding wiring is connected. Poor contact combined with increased welding current may cause overheating of the connections and cables connected to it. This will lead to the destruction of the connection, subsequently the insulating layer at the ends of the windings will burn and a short circuit may occur.
In this case, the heating connections are sorted out, the contacts and clamps are cleaned to create a good fit of the contacts of all elements. Other malfunctions may occur.
Semi-automatic welding machine: operating principle
In order not to “kill” the device when using a semi-automatic welding machine. To avoid injury, you should know about the safety rules and the operating principle of the device.
The semiautomatic welding machine consists of:
- housing containing a powerful transformer;
- hose for supplying current and gas to the burner;
- cables for connecting to ground and the electrical network;
- wire feed mechanism.
Also, for semi-automatic welding, you will need to purchase a reel with a special welding wire and a cylinder of carbon dioxide.
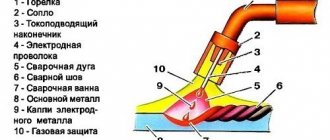
The operating principle of the semi-automatic device is as follows:
- The welding current is supplied to the torch simultaneously with the shielding gas.
- The torch uses a welding wire as an electrode, which is fed automatically using a special mechanism.
- An electric arc is formed between the product being welded and the wire, which melts the metal in a protective gas environment, which allows you to obtain a high-quality weld without oxides.
The basic safety rules when working with semi-automatic welding machines are as follows:
- the body of the welding machine must be grounded;
- it is prohibited to use the device even with minor mechanical damage or any other malfunctions;
- in case of significant interruptions in work, be sure to disconnect the device from the electrical network and turn off the supply of protective gas;
- do not work near flammable and explosive substances;
- Use a protective mask and gloves while working.
As soon as the basic principles of working with a semi-automatic machine are mastered, you can begin practical work.
Repair of semi-automatic welding machine
It is not always possible to repair a semi-automatic welding machine, but if the breakdown is not very serious, then it is worth a try.
The most common problem, which does not require special equipment, is sticking of the electrode at the permissible current. The following can lead to such a breakdown:
- insufficient mains voltage (this is a temporary factor and does not require repair);
- the network cable does not fit tightly into the socket (in this case, the connector should be corrected or replaced);
- the contacts in the power supply are scorched (you need to select another extension cord with a cross-section of more than 2.5 mm, but provided that the length does not exceed 40 m, but if it exceeds, then a cable of more than 4 mm is used).
Semi-automatic welding: first experience
To gain practical experience, it is recommended to first practice on unnecessary metal scraps before proceeding with complex work that requires highly qualified welders.
For practical work you need to prepare:
- welding machine;
- gloves;
- protective mask;
- gas cylinder.
The first thing you need to do is set up the welding machine. Correctly adjusted strength of the supplied current will allow you to make a welding seam perfectly smooth and without breaks.
This parameter directly depends on the thickness of the metal being welded, so before starting work, you must read the instructions for the electrical device. Which should indicate the amperage recommended by the manufacturer for a certain thickness of the parts being welded.
Selecting welding modes
You should also make the right choice of the welding wire feed speed, which is regulated by a special mechanism.
The optimal diameter of the wire for welding is 0.8 mm, but when working with very thin metal, you can install a 0.6 mm electrode so that at a reduced current the metal is melted without fading the arc.
If possible, it is better to purchase Italian wire for semi-automatic welding. Imported analogues are of higher quality, but the cost of such products will be several times higher.
Despite the higher cost, such an electrode is more suitable for beginners because it is easier to obtain the desired result, even with insufficient experience in handling an electric welding machine.
Cylinder with reducer
In order to protect the welding site from exposure to oxygen, shielding gas is supplied. The cheapest option for using shielding gas is to purchase a carbon dioxide cylinder with a reducer.
A reducer with a pressure gauge must be installed to monitor the pressure of the supplied gas. To carry out high-quality welding of metals in a shielding gas environment, it is enough to set the working pressure to about 0.2 atmospheres.
Protective mask
To protect your eyesight, semi-automatic cooking should only be done using a protective mask, for example, Chameleon. Modern products have a special adjustment in their design, which allows you to configure the protective mechanism in such a way that it provides high-quality protection only during arc burning.
When the plasma combustion process dies out, the window of the mask will be transparent enough to allow you to continue working without removing the protective device. Such welding helmets will be especially convenient for novice welders; in outdated models, the protective glass was too shaded, which made the welding process very inconvenient, due to poor visibility of the weld after the arc has died out.
Read also: How to make a screwdriver from a drill
Welding technology
When all the preparatory work has been carried out, it is necessary to connect the “ground” to the metal being welded. If you have to work with small parts, then welding is done on a metal table, to which the corresponding conductor is connected.
If there is no table, then the work can be carried out on a horizontally located metal sheet with a thickness of at least 2 mm, to which the “ground” of the welding machine is connected.
Before starting the welding process, it is also necessary to adjust the amount of protrusion of the welding wire from the nozzle. It is recommended to install such a protrusion no more than 5 mm. If the wire protrudes more significantly before starting welding work, it must be shortened using wire cutters.
Before making a continuous weld, it is recommended to position the parts to be welded as close as possible and to carry out spot welding in at least two places by striking the electrode against the metal at the joint. This is necessary to ensure the immobility of the parts being welded.
If you need to weld one sheet of metal onto another, then in this case you can use clamps to securely fasten the welded parts. Once the immobility of the parts is ensured using any of the listed methods, you can begin making the weld.
To weld parts, an arc igniter is made and the metal is melted at the junction of the metals to form a seam. If during the first attempts to weld parts the arc does not ignite stably, it is necessary to increase the current supplied by the welding machine.
For proper arc formation, it is necessary to briefly touch the wire to the metal parts to which the “ground” is connected. Then tear off the wire to the minimum possible distance to form a stable electric arc. In this way, the seam is welded from one edge to the other, gradually moving the arc over the surface of the parts being welded.
Video: connecting thin metal.
Video: welding thick metal for beginners.
Aluminum welding
The use of shielding gases in semi-automatic welding makes it possible to perform high-quality connections of aluminum parts in this way. Welding aluminum is a rather complex process even for an experienced specialist; it will be even more difficult for novice welders to complete such work.
How to semi-automatically cook aluminum parts:
- the surface of the welded parts is cleaned from the oxide film;
- the workpieces are heated in a furnace or using a gas burner;
- the welding machine is switched on to high-frequency alternating current mode;
- a cylinder with argon or argon-helium mixture is connected;
- The arc is ignited and its length is maintained in the range of 12-15 mm.
In this way, parts made of this low-melting metal are welded. To perform the work, you will need to purchase aluminum products as filler wire. And to ensure stable wire feeding, the device must be equipped with a larger diameter nozzle.
Conclusion
For novice welders, you learned how to weld semi-automatically with carbon dioxide correctly from this article. To consolidate the information received, it is recommended to immediately begin practical exercises and carry out a trial connection of parts using this method. Video lessons will allow you to quickly master a semi-automatic machine at home.
It is recommended to start welding aluminum and other non-ferrous metals only after welding of ferrous metals is well mastered. This article tells you how to cook stainless steel with a semi-automatic machine.
To come in
Already registered? Sign in here.
There are currently 0 users on the page
There are no users viewing this page.
Welding machine, semi-automatic, Chinese. The label is "Eurotec-165", although this is not particularly important. I used the test spool of wire quite successfully, until the last moment without even suspecting that it was flux (cooked with gas). Now I inserted 0.8 copper-plated wire and then it started. Instead of a normal humming arc, the device operates as if in a series of flashes (at the same time a loud cracking sound is heard). The metal of the welded parts practically does not warm up, and instead of a seam, piles of deposited metal wire are obtained. Since the device was purchased more than a year ago, it is no longer possible to exchange or return it. Please advise how to make it work? I had such assumptions as a) try to switch to a thinner (0.6) wire. But I haven’t been able to buy it yet b) perhaps the wire feed speed is too high. Even at the regulator minimum – approximately 3-3.5 meters per minute. However, I don’t know how much it should be. c) insert a ballast resistance. Although I don’t even know how this can help
Read also: Grinding branches into chips
Please advise how to make it work on normal wire with gas?
(I typed “Eurotec-165” into Google, it turns out there are such car tires, and everything is just about them.) It should be taken into account that among the Ketai semi-automatic machines there are those designed purely for: 1) powder, flux, etc. wire, and with gas too; 2) their network rated 230-240V; 3) gas mixture CO2+Ar. And if you have at least one of the points, and even more so a combination of them, then it cannot but be very difficult to cook with such a semi-automatic steel wire in pure CO2. I don’t have any specific advice, but I think it wouldn’t hurt to decide on what was mentioned.
Hmm, after carefully reading the instructions twice, I still found a mention of the type of gas. Ar+CO2 is really needed.