Home / Devices
Back
Reading time: 2 min
0
697
Those who have had to use welding devices at home have probably heard about such a miracle of technology as a wire welding machine. What is it, what is it for and what is it good for?
A wire machine is a semi-automatic device that uses not electrodes, but metal wire and gas or flux.
The peculiarity of the operation of such a device is that the built-in mechanism in a semi-automatic mode supplies filler material - wire - to the welding zone.
- general characteristics
- Process technology
- Advantages and disadvantages
- Conclusion
The main difficulties when welding thin metal.
As mentioned earlier, welding a product from thin iron is not as easy as you would like. Metal with a small thickness quickly heats up and burns out. A metal burn is formed. In addition, thin products are greatly deformed if they are overheated.
Another difficulty is the speed of the process. You need to cook quickly or use special methods. The main welding methods and technology for their implementation for thin metal will be discussed below. Experienced welders use certain tricks with which they can easily cope with such a task as welding parts made of thin metal. About these tricks in our article.
How to cook thin metal. Welding methods.
Let's look at welding methods suitable for thin metal parts. The most common methods:
- Manual arc (RMA)
- Non-consumable tungsten electrode (RAD) in argon or a mixture of gases.
- Semi-automatic in carbon dioxide.
Manual arc welding (MAW)
Very popular due to inexpensive equipment and ease of use. It is more difficult to weld thin metal than the other two methods. The main advantage when using it is that you do not need a gas cylinder, and many people have the device. For manual arc (MA) this is not a problem
Argon arc welding (RAD, tig or wig).
It is used for products made of thin stainless steel, aluminum and steel. This method provides a very high degree of protection with inert gas. The gas used is argon in its pure form or mixed with other gases in various proportions. For high-quality welding of thin products in argon it is best suited. But the price of gas from filler wire is high, and the equipment is heavy and bulky (gas cylinder). Read more about this method here.
Semi-automatic welding (MP, MIG, MAP)
Often used in car services, just for car body repairs. There thicknesses range from 1.2 to 2 mm. The method is very productive and not difficult to use. For it, just like for the previous method, it is necessary to use a protective gas. CO2 is most often used. Sometimes flux-cored wire is used for semi-automatic machines. Then the process proceeds without gas. Flux-cored wire is an expensive item that can be difficult to find. It is not often used, so we will not dwell on it in detail. Read more about this method here.
Process technology
Of particular interest is welding with a wire welding machine with self-shielding flux-cored wire. This wire looks like a hollow metal tube with compressed flux inside it. Flux is released during welding to melt the metal.
With this method, it is most convenient to control the accuracy of the welded joint. The disadvantage of this method is the low rigidity of the flux-cored wire; because of this, care is required in setting up the mechanism for feeding the wire into the welding zone.
Most semi-automatic machines are designed for one type of welding, but there are universal models that can perform welding of any complexity.
Equipment.
For all of the above methods, the welding machine is currently an inverter. An electronic device with a transformer and a transistor rectifier unit. Sometimes you can find rectifiers, but they are becoming a thing of the past, remaining only in large industries.
For a manual arc, apart from the apparatus, a holder with a set of cables, nothing else is required. All this, as a rule, comes together in one set with the device.
To perform a semi-automatic process, you need a cylinder with protective gas, a reducer, and a set of hoses. In the cold season, a gas heater is also necessary.
In addition to welding cables, mass, the welding torch is also delicate.
For the process in argon, a non-consumable electrode requires, in the same way as in the case of a semi-automatic device, a gas cylinder, a hose, a reducer, equipped with a rotameter to control the amount of gas supplied. A burner is also used, but it has a completely different design than a semi-automatic burner. The burner is equipped with a non-consumable electrode. It is installed in the collet, fixing it with the tip.
Choice of method.
Having first become acquainted with the methods, we need to choose the one that suits us.
We choose welding in argon when:
- It requires welding thin stainless steel.
- It is required to weld aluminum or its alloys.
- If you need to weld steel, provided that the seam must be aesthetically pleasing (decorative elements, furniture, etc.).
We choose semi-automatic when:
- Long seams need to be welded.
- When there is little or no experience.
In other cases, we use a manual arc.
Personal data privacy policy
A whole bunch of welding methods have been invented in the world for different conditions and materials, and each method has its own welding machine. But here, we will not consider them, but will pay close attention to a semi-automatic welding machine that welds with wire in a gas environment, because this is exactly what the majority of auto repairmen use in their garages to repair cars. This is the type of welding machine you will have to choose for your garage. But what selection criteria to use will be discussed below.
Now a little theory, which we cannot do without if we want to understand the elementary principle of operation of this device.
MIG - MAG welding method
Why is it called semi-automatic? I think because, after all, the welder also has to participate a little. For example, point the torch to the desired location and pull the trigger.
The gas welding method was given a funny, I would even say cartoonish name - MIG-MAG, which means:
Metal Inert Gas - metal is welded in an inert gas (welding in argon or a mixture of gases) Metal Active Gas - metal is welded in an active gas (carbon dioxide is considered to be the active gas).
In MIG-MAG welding, an electric arc burns between the melting welding wire and the material at a constant current. During operation, the gas supplied through the torch protects the welding zone from oxygen, which is known to be a powerful oxidizing agent.
This unit is exactly what you need for welding thin sheet metal, i.e. car bodies, which means it is best suited for our work. When choosing a welder for work, you need to remember that, like other garage equipment, it is divided by type:
- domestic,
- semi-professional,
- and professional.
Accordingly, the cost. The main distinguishing feature of this separation is the current characteristic and power supply.
- A household welder produces up to 200 Amperes.
- Semi-professional - up to 300 Amperes.
- And the pro will give out over 300 Amps.
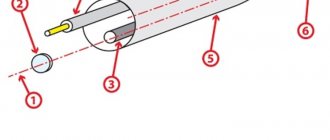
In short, a semi-automatic welding machine consists of:
- Power supply in the housing.
- Control device for welding current and wire feed speed.
- A hose (sleeve, channel) for passing wire and gas.
- Burners.
- Ground clamp.
Construction of a semi-automatic welding machine.
Additionally, for proper operation you will need a carbon dioxide cylinder and a spool of wire, but we will talk about this in other articles.
Basic points
POWER SUPPLY IN THE CASE.
Welding machines are also divided according to the power source, which is located in its body. He can be:
- transformer,
- rectifier,
- inverter.
The weight and volume of the welder, as well as its price, depend on the version of the power source. There is a statement that the greater the weight and size of the device, the better - this is not true. For higher welding performance and quality, the use of inverter semi-automatic welding machines is required.
WIRE FEEDING MECHANISM.
- Pushing - (the feed drive is located in the body of the apparatus and pushes the wire into the sleeve and torch, the main method).
- Pulling - (the feed drive is located in the burner handle).
- Pushing - pulling - (two coordinated wire feed drives, one in the semi-automatic body, the other in the torch handle, used for long hoses with a torch).
WIRE.
A spool of wire (wire diameter 0.6-2.0 mm) is installed in the welding machine and passed through a winding mechanism into a sleeve (channel), onto which the torch itself is directly attached. The gas cylinder is connected to a special tube, which transmits gas through the same hose to the welding site.
I would like to immediately note that if you use a special wire with flux (cored wire), you can do welding without carbon dioxide. This wire is a tube containing a special powder (flux) inside.
When burned in an arc, this powder forms a gaseous environment that prevents contact of the molten metal with oxygen. True, the cost of flux-cored wire is much higher than conventional copper-bonded steel.
When using flux-cored wire, it is necessary to change the polarity of the torch connection. You can usually change the polarity inside the housing in the compartment with the wire feed unit. Basically, all modern models of semi-automatic machines are equipped with this feature - changing GAS - NO GAS modes. But, according to my observations, the quality of welding is still better when using gas.
The main types of wire used in semi-automatic welding:
- steel,
- made of stainless steel,
- aluminum.
It should be taken into account that different brands of wire, even of the same type (for example, steel) have different chemical compositions. The best option for steel wire is a surface covered with copper film, because... at the same time, the electrical contact with the burner is improved, which means there is less current pulsation, which means a better quality seam.
If you are going to weld not only body iron, but also steel and aluminum, then you will have to use a mixture of carbon dioxide with argon or pure argon, as well as the appropriate welding wire.
BURNER.
This is exactly what the welder holds in his hands. The torch can have a permanent connection to the device or be connected through a special quick connector (Euro Mig-Mag). Professional welding machines mainly use a detachable connection. It is through the torch that the welding wire and gas are supplied to the welding zone.
Important characteristics that are indicated in the technical description for the semi-automatic welding machine:
PV (on duration).
It is customary to break up the work of the welding machine in cycles of 10 minutes. For example, if the instructions for the device say PV 40%/340 A, then this means that with a current of 340 Amps, the unit can operate for no more than 4 minutes, the remaining 6 minutes the device must rest (cool down) and the welder at the same time. This is followed by the same cycle – we work for 4 minutes, smoke bamboo for 6 minutes.
The lower the current used, the longer the device can operate. So, for example, a value of 100%/200 A means that the device, with a current of 200 Amperes, can work constantly and without stopping, together with the welder.
It should be noted that the thicker the material that you are going to weld, the larger the wire diameter is selected and, accordingly, the higher the current value will be. In imported machines, the PV value can be indicated by the indecent letter X. The average PV value for most household welding machines is about 15-20%, and for professional work you should focus on at least 60%, the current value required for your main work. We smoke less - we earn more!
Power consumption.
As with choosing a compressor, you should pay special attention to the electrical system in your garage. Will the welder be able to pull? I will not repeat myself, all the requirements are the same. For those who need a refresher, read the link above.
And now, a few tips that may be useful when choosing and purchasing a semi-automatic welding machine:
- When choosing a semi-automatic welding machine, start by determining the range of tasks, how often and what kind of work you are going to do.
- When choosing this unit for yourself, everyone is guided by their own needs, as well as the criteria of reliability and quality, perhaps the brand and, undoubtedly, their wallet. When purchasing welding equipment for your loved one, it will not be superfluous to have additional advice from an experienced welder or a sales consultant with many years of experience; do not count on young boys and sales girls in miniskirts.
- The lower the maximum power of the welder, the lower its price - but work will be possible only with materials of small thickness.
- Electronic control of the gas supply valve (if provided by the design) will make the work of a semi-automatic welding machine much more economical.
- Find out how well the service for this welding machine is provided in your region. Do you have the welding wire needed for your work, is it possible to renew gas in cylinders. And also consumables such as burner nozzles, conductive tips, insulating sleeves, etc. and so on. This is an important issue for normal operation.
Design features of welding machines - video review
I hope my article has covered some of the blind spots in your knowledge of semi-automatic welding machines. In the future, we will consider an inverter welding machine for arc welding, an indispensable assistant for working in the garage and in the country.
I, of course, understand that there are many unsolved points left, so all questions are accepted in the comments. And please don’t ask me about specific models of welders, I don’t sell them or track them, that’s what our forum is for.
sam-avtomaster.com
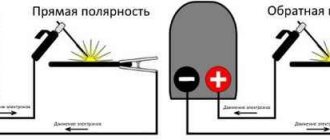
Polarity.
Polarity plays a very important role when welding thin iron parts. This largely determines whether the metal will burn through or not. So what polarity is used to cook thin metal with an inverter? Straight polarity is the polarity in which the terminals are connected to the product and the device in such a way that the plus is connected to the product, and the minus (ground) to the electrode. When direct polarity is used on a surface, the temperature reaches higher values than if reverse polarity is used. Therefore, its use is not advisable. When using reverse polarity – “+” of the device is connected to the holder with the electrode, ground to the product.
Selecting a welding machine.
It depends, firstly, on the material that needs to be welded (AC/DC, semi-automatic, argon-arc). Next, you need to decide on the output parameters. The higher the output current and voltage, the more the welder is capable of, the thicker the metal you can weld or work faster. But you should never select a device based only on the maximum output current value. The higher the current, the more the windings heat up, the sooner the thermostat will operate. Those. less work cycle. Therefore, it is necessary to decide at what operating current it is usually necessary to cook and select a device with a reserve (min. 20-30%).
For example: it is mainly necessary to work with 2.5 and periodically 3.25 mm electrodes. You can choose a device with a maximum current of 140 A, but the next model with 150 - 160 A is much better suited, and to feel confident in your work, the best option is ~ 180 A. To work with a “four”, 150 A is enough, but a high-quality seam will be obtained with current 180 - 220 A and sufficient skill. The same applies to the “five”, which there is no need to use in everyday life, but for professional activities completely different devices are required, for which the output current is not the only important parameter. It is also necessary to pay attention to the size of the work cycle. Some manufacturers strive to reduce the price of the product and reduce the work cycle. For imported devices, the cycle is indicated as a percentage of 10 minutes (30% means 3 minutes work, 7 minutes rest at 20C), for domestic ones from 5 minutes. But for hobby applications, a very high cycle value is also not necessary, since this greatly increases the mass or cost or both. A 10% cycle is not very good. The optimal value is 15-20%. For professionals, it is necessary that the cycle be at least 60% at operating current. The lower the set current, the higher the operating cycle.
Savelyev Vyacheslav
How to weld thin metal with an inverter. RDS - Manual arc welding.
The main difficulty for beginners is igniting the welding arc. If experience and practice are not enough, then a burnout cannot be avoided. You need to train, nothing else.
The polarity used when welding thin metal with an inverter is reverse. Due to this, the parts will heat up and burn out less.
At the very beginning, it is necessary to calcinate the electrodes according to the manufacturer's instructions; they are written on the pack. Without calcination, the process will not be stable and there will be gas pores in the seam.
The first method uses flanging.
Connection type C1 according to GOST 5264.
The blanks are flanged. Its height is from 1 to 4.5 mm. It can be bent either in a vice with a hammer or using special bending devices. Next, we clean the edges from any dirt, as well as moisture. It will be simply gorgeous if you also degrease it. For this, a special degreaser, acetone or solvents like 646, etc. are suitable. All the parts have been prepared.
Now you need to set up the machine for thin metal.
We take electrodes with a diameter from 1.6...2.0 to 2.5 mm. Electrodes can be taken with a basic coating (for example, UONI 13-55), or with rutile (MP-3, Esab OK-46 and others).
The current is pre-set on a test workpiece. It is necessary to set the current value so that the metal does not burn through and the arc burns steadily. For products made of thin iron, the welding current values are 30 A - 48 A (in principle, up to 60 A is possible) when using an electrode with a diameter of 2 mm. For each device the value will be individual. That is why we recommend pre-setting the welding current on a test workpiece.
Now the workpieces need to be assembled onto tacks. We assemble the parts without a gap and place tacks along the edges of the product. In order to reduce heating, we move the electrode at an angle forward.
We start cooking on an oven mitt. We move the electrode without oscillating movements, just forward. It is important to stop as little as possible. If it is necessary to interrupt the process, for example to change the electrode, then light the arc and start welding at the welding seam. Having previously cleaned it of slag and then move on to the edges. Otherwise it will be burned.
This method produces a good weld with additional rigidity from the flanging.
Let's consider another way to properly weld thin metal with an electrode.
If you need to weld parts with a wall thickness of 1 mm without flanging, then you need to make a heat sink.
A piece of aluminum or, better yet, copper is suitable for the heat sink. We place the parts on the heat sink.
Now you need to adjust the current. The value is the same 35-45 A. The polarity is reversed. Cook at an angle forward. We install the potholders at a distance of 5-10 mm from the edge. If this is not done, the iron on the edge will heat up very quickly and burn out. The heat will simply have nowhere to go. Electrodes are the same as in the previous method with a diameter of 1.6 - 2.5 mm.
Everything is ready, you can start cooking.
- We start cooking not from the edge, but on an oven mitt.
- We boil a short section of 4-6 mm and break the arc. The length of the welded area is assessed by the color of the metal. As soon as the edges turn red, we break the arc.
- We re-ignite the arc only after the metal has cooled and the redness has subsided. You need to start on the welded area.
- We boil 4 – 6 mm and break the arc. So we repeat this process until the end of the joint. The process is like a lot of welding points.
- After the seam has been welded, it is necessary to finish welding the small area that was left at the beginning.
Ending the process.
In this case, heat removal is very important if there is little experience. Vertical welding with an inverter for beginners or performing it on weight is not easy. In this case, the length of the welding “point” will be very short. Experience is also important in many ways.
When welding thin metal, maintaining a short arc is important. No more than 1/2 the diameter of the electrode. Using this method, you can weld thin metal car muffler or body parts.
How to semi-automatically cook thin metal with carbon dioxide.
In order to semi-automatically weld thin metal, we connect the equipment. Each specific device has its own connection features. It is best to take the connection diagram from the manufacturer's instructions. It comes with the device.
How to connect the device:
- We check the integrity of the machine and welding cables.
- We connect the burner and gas equipment to the device.
- Open the cylinder and reducer.
- Turn on the gas heater (if installed).
- Install the welding wire into the feeder.
- We connect the device to the network.
- Turn on the device and press the button on the burner and hold it until the wire comes out of the nozzle.
- We connect the mass to the product.
Welding wire.
The welding wire must be calcined for 1.5-2 hours at a temperature of 150 to 280 °C. Corrosion must be removed, otherwise the process will not be stable. It is best to remove rust with a solution of HCL-5% acid.
That's all, now you can start setting up. How to set up a semi-automatic machine for welding thin metal? There are special tables for this. They most often come with a semi-automatic machine in the kit. If not, then use the tables below.
After setting, you need to make a test weld on the workpiece. If the process is stable, spattering is minimal and there is no strong crackling, then everything is set up correctly. We can start welding the main part. Semi-automatic carbon dioxide welding copes well with small thicknesses. If we want to weld thin metal without breaking the arc, then we need to use the pulse mode.
The welding process will be as follows:
- We set the gap and install the tacks at a distance of 5-10 mm from the edge of the product.
- It is advisable to cook on a heat sink with a removable lining made of copper, aluminum or stainless steel;
- It is preferable to carry out the process for products with a wall thickness of 0.8-1 mm in a vertical position downhill, i.e. from above to move down. This will ensure minimal heating of the metal.
- Do not make oscillating movements with the burner.
Just as in the case of a manual arc, a heat sink in the form of a lining is required. Semi-automatic welding in a CO2 environment is simple, which is why it is often used for welding thin metal of cars. It is often called campy welding.
By the way, the name camping welding comes from the semi-automatic machine manufacturer Kemppi. By analogy, an angle grinder (angle grinder) is called a “grinder”. This is due to the fact that the first angle grinders began to arrive from Bulgaria to the territory of the USSR. That's how it stuck.
general information
A device with a wire, called a wire machine, is just a semi-automatic machine. This is the name of this type of welding equipment. We recommend using the term "semi-automatic" so that you can be understood by other welders or consultants in the shop.
But why semi-automatic? After all, the machine uses wire for welding, and the popular name “wire machine” describes its essence much better. It's all about the design features of the semi-automatic device. Inside it there is a special welding wire feeding mechanism into which filler material is charged. The mechanism feeds the wire into the welding zone in a semi-automatic mode. The master does not need to hold the wire in his hands, the process is greatly simplified. Hence the name “semi-automatic”.
Welding thin metal in argon.
Argon welding of thin stainless steel parts very often occurs using this welding method. Inert gas – argon provides a high degree of protection.
To perform welding, as in previous methods, we prepare the equipment:
- Check the integrity of electrical cables.
- Connect gas equipment to the welding machine.
- Connect the burner and the ground cable to the device.
- Turn on the welding machine.
- Set the mode.
- Purge the gas line.
Setting up a welding inverter for welding in argon.
To configure the device, you must use the parameters recommended by the manufacturer. If there are no such recommendations, then use the tables from our website.
For argon arc welding of thin metal, straight polarity is used.
After setting the welding parameters, we move on to the technology itself. As in the previous methods, we adjust the welding current on a separate workpiece. Taking data from tables as a basis. Gas flow is also adjusted. It is worth considering that if the process is carried out in windy conditions, it is necessary to use a nozzle with a larger diameter, as well as increase gas consumption. At the same time, bring the torch as close as possible to the weld pool.
Preparation for welding:
- The welding wire must be cleaned of rust and calcined for 1.5-2 hours at a temperature of 150 to 280 °C.
- The edges of the product must be cleaned 20-30 mm from the joint to a metallic shine and degreased.
Semi-automatic welding machines in an inert or active gas environment (MIG/MAG).
More complex and expensive devices. But productive and convenient. Widely used in auto repair. The small device is very convenient for personal use.
Used for welding iron, steel, stainless steel, aluminum.
It consists of a transformer with a steeply falling current-voltage characteristic, a rectifier, a wire drive and a hose with a burner. Welding is carried out using wire usually 0.6 - 1.2 mm thick from various metals in a protective gas environment. The output current is usually regulated in steps (4,8,16,32 steps), less often smoothly. With rare exceptions, the wire speed is adjustable. The combination of these two parameters sets the operating modes.
Main characteristics:
- Supply voltage. Power supply can be 220 or 380V, single-phase or three-phase.
- Open circuit voltage. Usually about 35-37V.
- Current adjustment range. The higher the current, the higher the speed of work can be (with a certain skill), the ability to use wire of a larger diameter. With a current greater than 165A, it is possible to carry out spot welding without pre-drilling.
- Diameter of wire used. Typically, wire 0.6 - 0.8 mm is used.
- The wire material is selected based on what metal will be welded.
- The size of the wire spool installed on the device. Typically, bobbins weighing 15, 5, 0.8 kg are used.
Different models of devices can work only with gas, with gas and without gas, only without gas. If it is necessary to work without gas, a special flux-cored wire is used. This is convenient - no balloon is required, the wire is about 5 times higher. For devices operating both with and without gas, it is necessary to switch the polarity of the burner. Different gases are used when welding different metals. Iron – CO2, steel – a mixture of CO2 and argon, aluminum – argon. The cylinder is connected to the device through a reducer with a regulator (preferably with a pressure gauge). You can use industrial cylinders or special branded non-rechargeable ones. Different welding modes require different amounts of shielding gas supplied to the weld pool.