Features of assembly and welding of structures made of thin sheet material
When welding sheets of small thickness, their surfaces warp;
At the same time, as the thickness of the sheets decreases, warping increases. Therefore, when assembling and welding structures made of thin-sheet material, in order to prevent warping, it is necessary to strictly observe all technical conditions for assembly, as well as the correct welding technological sequence. Warping or deformation of a thin material consists in the fact that coils usually form on the sheets of the structure in the spaces between the welded set, and a wave-like bend appears along the free edges. Straightening the coils after welding significantly increases the labor intensity of the work and can lead to a decrease in the strength of structures.
Thin-sheet structures include: longitudinal and transverse bulkheads - partitions for service and residential premises, walls and roofs of superstructures and other structures with sheet thickness of 3 mm or less.
When preparing structures made of thin material for welding, the assembler must take into account that during welding the metal shrinks, therefore it is necessary to maintain the dimensions of the gaps and tacks specified in the drawing, keeping in mind that this eliminates the possibility of warping of the structures.
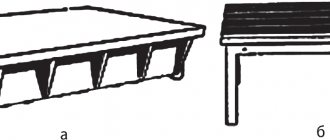
Before assembling and welding thin-sheet structures, all sheets must be well straightened after processing and have an acceptance mark. The assembly of flat structures is carried out on a flat metal platform or slab; the sheets of the assembled structure are laid on the platform and tightly joined together with minimal gaps, and the length of an individual tack should be equal to 30 mm, and the distance between the tacks should be 250-300 mm (Fig. 102, a - d). After this, the sheets are pressed tightly at the points of joints and grooves with weights with dimensions of 120X200X800 mm and a weight of about 100 kg, and then the sheets are grabbed along the contour to the plate by welding and welding is carried out in a reverse-step manner - first the joints, and then the manholes. Tacks along the contour to the slab reduce shrinkage. Weights prevent the panel from bulging in the area of joints and grooves during welding.
After welding, the weights are removed and the tacks are removed along the contour, the panel is turned over and welding seams are applied along the joints and grooves automatically on the other side of the panel, after first applying the weights and welding along the contour to the plate. If, after welding is completed, small coils appear on the panel along the joints and grooves, they are straightened by forging the welds. For small panel sizes, straightening is done on regular rollers. Then they install the set and grab it along the contour of the panel. The set (pressed to the panel with weights or “fish” made of angles are placed on top of the set for rigidity and stability during welding. Next, the set is welded (butt-welded) to the panel in the order shown in Fig. 102, i.e., first the first stand is welded, then third, fifth, etc. Welding is carried out from the middle of the panel to the edges. It is recommended to leave the “fishes” on the panel until it is installed in place. The assembly of structures is completed by checking the density of the welds with kerosene, contouring and handing over to the quality control inspector.
If the structure has a transverse bend (for example, the deck of a superstructure), then it is assembled in bed, and the sequence of assembly and welding remains the same, only the panel is welded last, i.e., after installation and welding of the entire set.
The structure, warped during welding, is corrected by local heating of each coil to a temperature of 800-900 ° C (dark red heat) with a gas burner. In Fig. 103 numbers depict the heating sequence of the warped metal. When the heated areas begin to cool, i.e., darken slightly, straightening is carried out by striking from the side of the coil with a wooden hammer (mallet) or a steel sledgehammer through a smoother. In this case, flat support is used on the other side of the sheet. When cooling, the metal shrinks and the coils are leveled.
Features of welding thin metal with an electrode
Welding sheet metal using a conductor, although a popular process, is quite complex and requires a special approach. The thing is that one awkward movement of the conductor and the metal can be damaged, that is, burned through, since it is less than 0.4 millimeters thick. At the same time, an insufficiently tight fit of the electrode can lead to poor-quality connection of the material being welded.
Welding thin metal with an electrode is carried out at low current, so it is necessary to strictly maintain the distance between the product and the conductor so as not to lose the arc. In a word, you need to study and train for a long time on how to weld thin metal in order to fully experience the whole process and learn how to hold the arc.
One of the features is special preparation for thin metal, for better adhesion. That is, the parts must be cleaned as efficiently as possible from oil, paint, dirt and dust for better bonding. It should be borne in mind that not all types of seams and not every technology are suitable for welding steel sheets.
Welding - sheet metal construction
In the manufacture of tanks, ship hull elements and a number of other structures, there is often a need to assemble and weld planar sheet structures, very diverse in thickness and dimensions, which we will conventionally call panels. Assembly, and most importantly welding of such panels requires a well-developed technological process with determination of the welding sequence. [31]
The relevant standard regulates the preparation of the weld and the technology of various welding methods, and also recommends electrodes, welding wire, and flux compositions for welding sheet structures made of steel (including double-layer), aluminum, copper, nickel and titanium. [32]
For welding sheet structures, various stands are used to ensure the correct relative position of the assembled sheets in compliance with the necessary technological procedures. [34]
Currently, gas welding is used mainly in the manufacture of air ducts, filters, casings and other ventilation devices, as well as small devices and containers made of steel with a thickness of 0 5 - 2 mm. When welding sheet structures up to 2 mm thick, the best type of edge preparation is beading. [35]
Preparation of edges for welding is carried out in the same way as for welding steels. When welding thin sheet structures (up to 2 mm), to reduce deformations and stresses parallel to the seams at a distance from the seams equal to 25 - 30 thicknesses, bevels with a radius of 4 - 5 thicknesses are made in the workpieces (Fig. [36]
The type of welding is selected based on the size and shape of the workpieces being joined; location of seams in a welded joint; physical and chemical properties of the materials being joined; possibilities of mechanization and automation of the welding process. For example, arc and electroslag welding are widely used for welding sheet structures made of all grades of steel and some non-ferrous alloys. To obtain butt joints on workpieces of compact, hollow and developed sections made of steels and non-ferrous metals, contact butt welding is used. [37]
The stands are equipped with devices that make work easier and increase work safety. For example, stands for the assembly and welding of sheet structures are equipped with roller conveyors that facilitate the movement of sheets during the assembly process. In Fig. 62 shows a stand for welding cylindrical devices, in the lower part of which drive rollers are installed, making it easy to rotate the device being welded. [39]
Basic methods of joining thin sheet metal
Welding of sheet metal can be carried out using both manual arc welding and semi-automatic welding. Both of these methods are widely used for joining small parts whose metal thickness is no more than 3 millimeters.
Experts recommend semi-automatic welding of thin metal, since the equipment copes with this task better when operating at low current. In this way, deformation of the product can be avoided.
Welding of steel sheets can be carried out in several ways:
- intermittent method or spot method, in which you can weld thin metal with an inverter without risk. Dots are simply placed on the product and thus the two parts are fastened. This method requires some skill, since the master must move the conductor very quickly before the metal has time to cool.
- continuous welding of sheet metal throughout the entire seam. For this method, it is better to set the welding machine to a low current, no more than 60A. In addition, you need to choose a certain speed for moving the electrode, since with fast movement the product will not have time to fuse, and with slow movement, holes may form in it.
There are two main methods for welding sheet metal:
- Working with consumable electrodes. For this, it is better to use conductors with a diameter of no more than 2 millimeters. The optimal size is considered to be 1.6 mm. The main task of the master is to control the prevention of overcooking, so as not to burn the part. The conductor must be guided at a moderate speed so that the alloy turns out to be of high quality, and at the same time a hole does not form in the metal. At the moment of adhesion of materials, it is necessary to ensure complete penetration of the steel edges, but not to burn through it. Here, welding thin-sheet steel involves instantaneous melting of the edges and the inability to maintain full control over the creation of the weld pool. That is, with this method, it is important to carefully guide the electrode so as not to burn through the material. To do this you need to train for a long time.
- Welding thin metal with an inverter using a non-melting electrode. This method, in turn, is also divided into two types:
- method of melting and joining the edges of parts;
- method using filler wire.
This method involves connecting parts without adding additional material. That is, the electrode does not melt, but only melts the edges of the parts and connects them together. This technique makes it possible to work with the thinnest steel sheets.
Sheet metal welding methods
Metal sheets of medium thickness are welded in a stepwise manner. The entire welding strip is conventionally divided into sections of 10-20 cm, after which these sections are welded alternately. Each subsequent seam overlaps the previous seam by 1 cm. This technology allows you to avoid temperature deformations of the metal.
Welding of thin sheets of metal is usually done end-to-end, with flanged edges. Butt joints on a lining, without flanging, are also allowed. There is welding of cylindrical products. For example, welding to a flanged bottom of a cylindrical body or welding to a flanged bottom body.
Welding thick metal (more than 4 mm) is performed in several passes. This is the so-called multilayer welding. The weld seam is filled several times. Before applying each subsequent layer, the previous layer is cleaned of scale. Multilayer welding is more reliable, but leads to an increase in consumables.
Features of joints.
Before starting the welding process, all joints are subject to thorough inspection and, if necessary, all defects in the joints are eliminated.
Low carbon steel products can be joined by resistance spot welding machine. This machine has a special electrode design and a special joint cooling system. This allows you to fasten together not only thin sheets of metal, but also more complex thin-walled steel structures.
Thus, in our article we analyzed existing welding methods, and also dwelled in detail on all the stages preceding the process called sheet steel welding, strict adherence to which will ensure the successful result of creating metal structures from sheet steel.
Preparing sheet metal for welding work
All products at the edges and areas adjacent to them must be thoroughly cleaned of paint, dirt, oil, rust, scale and moisture. Cleaning is done with a metal brush, grinder or torch flame. The best result is obtained by a symbiosis of these methods. The edges are processed using a grinding machine or milling machine.
They must be beveled at a slight angle to comply with welding technology. High-quality butt welding of sheet metal is impossible without appropriate edge processing.
Assembly of products for welding
Depending on the design of the future product, parts are assembled and fastened together using various devices. To fasten sheets together, clamps, wedges, clamps, levers, and clamping angles are used.
Jacks are used to tighten products tightly. In a workshop, welding of sheet steel is ensured by special clamping mechanisms.
To ensure the immobility of the seam, the products are fastened with tacks. Their size depends on the thickness of the sheet metal and the total length of the seam. For thin sheets, the length of the tack is up to 0.5 cm, and for thick metal it can reach up to 3 cm. When the metal thickness is 1 cm or more, tacks are usually not used.
In this case, wedge couplers are used, allowing minor displacements of parts during the welding process. Squares and tie strips can also be used.
Three stages of preparation.
The rules for preparing products for welding are extremely simple:
- First, the edges that are to be welded are processed;
- then all the structural elements that need to be fastened are assembled;
- and finally, all connections that will be involved in welding are additionally cleaned.
The edges of structures to be welded are processed in accordance with the design drawings of the structure and in accordance with the relevant GOST 5264-80 and other GOSTs for the main structural parts of the structural seams. The edges of joints for welding are processed using milling or edge planing machines. Or by plasma or oxygen cutting on machines specially created for this. All edge sizes must comply with all existing GOST standards.
Sheet metal welding technology
Welding of rolled metal can be carried out end-to-end or with an overlap. It is recommended to make vertical seams butt, and circular waist joints are best made with an overlap. The first step is to weld the transverse seams, and only then work on the longitudinal seams.
The gaps between the connected products should be about 1 mm. This is necessary to prevent product deformation. It is recommended to weld sheet metal from the middle, gradually moving towards the edges.
Welding is performed at an angle of 70-90 degrees. In this position, maximum weld penetration occurs.
By welding any sheet metal according to the recommendations, you obtain high-quality welded products of proper strength.
Requirements for welding metal structures
The purpose of the created standards is to ensure safety and high-quality installation of structures made of metals and alloys. You should also be guided by them when assembling household products in the country, in the garage, or on farmsteads. Important points:
- ensuring protection of the welder from electric shock , for which it is necessary to protect him from rain, exposure to ultraviolet and infrared radiation, short circuits when connecting equipment;
- proper preparation and assembly of structures - required to create strong connections with the specified characteristics;
- preparation of welding materials and parts - calcination of electrodes, their proper storage, cleaning of surfaces from dirt and rust.
Errors made during assembly and welding of parts can lead to the destruction of metal structures, which poses a danger to people working in close proximity to them.
The right technology
To understand how to properly weld thin iron with inverters, you need to carefully study the technological chain. Its stages do not differ from the welding scheme for standard products:
- Preliminary surface preparation.
- Duty cycle.
- Finishing the seam.
Let's look at each stage in more detail.
Preparation
At this stage, it is necessary to clean the connection area from traces of old paint and pockets of corrosion. After this, the surface is degreased using any available solvent. Particular attention must be paid to the installation location of the welding unit mass. Poor processing of the attachment point may disrupt contact.
Welding
The procedure for performing electric welding work is as follows:
- Prepare the electrodes based on the thickness of the workpiece. The tip should be cleared of the flux coating to a length of 5-6 mm to facilitate ignition of the arc.
- We recommend making point clamps along the line of the future seam at intervals of 100-120 mm. This will avoid displacement of structural elements during the work process.
- The arc ignition process is carried out in two ways. In the first case, you need to run the rod along the surface. The movement should resemble lighting a match. An alternative is to tap the electrode on the surface. This method is used when working in hard-to-reach areas. The length of the welding arc should not exceed the cross-sectional diameter of the electrode. In this case, it will have sufficient density and stability.
- The speed of movement of the electrode is selected individually, based on the current operating conditions. The melt zone should have a slightly elongated shape - this indicates that the metal is heated to the required depth.
- Make sure the arc moves smoothly and avoid sudden movements. Despite the fact that modern models of welding machines are equipped with auxiliary functions, arc fluctuations can lead to weld defects.
Additional features that simplify the connection process are:
- Arc Force . As the discharge lengthens, the operating parameters automatically increase, stabilizing the arc.
- Anti-stick electrode . When the electrode comes into contact with the surface, the automation releases the voltage, preventing the rod from sticking.
During the work process, it is important to ensure visual control of the weld pool. In this case, the angle of inclination of the electrode should be in the range of 60-90º. As the angle of inclination decreases, the seam will have external bulges, indicating that the metal has not warmed up only on the surface.
Experts recommend using a zigzag direction of movement of the filler material to obtain the best results.
After crystallization of the compound, it is cleaned of slag and an initial inspection is carried out for defects.
MMA welding
Conventional manual arc fusion (according to the international classification - MMA) is the oldest type of welding, carried out using piece coated rod electrodes.
This approach to welding operations is most effective when processing stainless and carbon-saturated steels, as well as ferrous metals. Quite often this option is used when carrying out repair and maintenance work that involves welding iron alloys, for example.
Advantages and disadvantages
The advantages of MMA welding include the high mobility of the equipment used (a conventional transformer), which is explained by the ability to select the required length of electrical cables.
Thanks to this circumstance, the welding machine can move freely throughout the construction site. And the large assortment of coated electrodes used in this case allows you to work with almost all types of ferrous metal workpieces (including sheet iron).
The disadvantages of this method, first of all, include the difficulty of forming welds, which is most often accessible only to professional welders. Here we should add the abundance of waste and the relatively low efficiency of the work performed.
Peculiarities
When implementing this method, an alternating or direct electric current of low voltage is passed through the workpieces to be welded and welding electrodes.
The choice of the type of current for this fusion option depends on the brand of alloys being welded.
Alternating current is usually used when working with high-carbon and black steels, while direct current is more suitable for welding stainless steel.
The resulting arc melts the special coating of the electrode rod, the remains of which settle in the form of drops into the weld pool. In it, these drops are mixed with particles of the molten metal of the workpieces, and the resulting slag floats to the surface.
After the welding current is turned off, the metal forming the weld pool gradually crystallizes, resulting in a seam at the joint. On the surface of this weld, the hardened slag forms a crust of welding waste, which is subsequently beaten off with a special hammer.
Galvanized welding
The most difficulties arise when welding thin sheet metal must be carried out when the material is galvanized. Alloying substances significantly change the basic characteristics of the alloy. Among the features of working with thin material, the following points can be noted:
- When welding, you should initially remove the zinc layer on the edges. This can be done by using an abrasive.
- In some cases, the galvanized layer is removed by burning it with a welding machine.
- The work in question should be carried out exclusively outdoors or indoors with effective exhaust hood. This recommendation can be attributed to the fact that various toxins can be formed due to exposure to high temperatures.
Welding thin metal with an inverter when the surface is coated with zinc should also be carried out when choosing a low current rating. In addition, attention is paid to choosing a more suitable inverter.
Welding thin metal with an inverter
Thin welding can be carried out using a variety of technologies, all of which will eliminate the likelihood of prolonged exposure to high temperatures in one area. If you need to weld galvanized thin metal, you will have to pre-clean it.
Semi-automatic welding
A distinctive feature of this welding method is the presence of a movable electrode in the form of a melting wire in the working area and the supply of protective (inert) gas into it.
Arc protection by means of gas specially supplied to the welding zone prevents the interaction of the molten metal with the surrounding air. The need for this is explained by the fact that this interaction leads to the formation of a layer of oxides and nitrites on the surface of the weld, which significantly reduces its quality.
A diagram of the organization of argon welding can be found in the photo. During the welding process, moving wire is fed along guide rollers at a constant speed into a gas nozzle, where it is melted under the action of a high-temperature electric arc.
With this method of welding work, organizing the supply of the additive, the constancy of its size is ensured. This method is called semi-automatic because the speed and direction of electrode guidance are usually selected manually.
It is possible to weld workpieces in semi-automatic mode without the use of special gas protection. In this case, the so-called “cored” wire is used, which includes a number of components that form the required protective environment during combustion.
Features of working with sheet iron
Not all specialists are able to work with steel whose thickness is 1-1.5 mm. In order to obtain the required product when using such blanks, you should know the features of the procedure. Features of welding thin metal are associated with difficulties that include the following factors:
- Burns can be called the most common defect that can be encountered when working with thin metal. A similar problem is associated with the appearance of through holes. The cause of such a defect may be the incorrect choice of consumables and operating mode.
- The melting of the roller and its uneven distribution over the surface can lead to a decrease in strength and tightness. The process of welding thin metal leads to the formation of a weld pool, a molten alloy appears, which, under the force of gravity, falls to the other side. Due to this, the quality of the connection is significantly reduced.
- Lack of penetration occurs when the welder is in a hurry in order to avoid the appearance of other defects. Due to this defect, the strength of the connection is significantly reduced and the tightness decreases. As in many other cases, in this case the problem can be solved by correctly choosing the operating mode of the inverter and electrodes.
- Surface deformation. Due to the small thickness of the sheets, they begin to quickly overheat, due to which the crystal lattice changes. This situation causes the sheet to pull out. That is why welding thin metal with an electrode does not lead to a high-quality product if the problem with such deformation of the workpiece is not solved. In some cases, it is possible to carry out cold straightening using hammers with a rubber working part, but achieving a high-quality result will be quite difficult.
Example of thin metal welding
All of the above problems can lead to serious consequences. That is why the welder must practice his skills on less critical products.
Welding technique
Attention is also paid to the welding technique used. Modern welding equipment allows you to set the required parameters for working with thin metal of various types. Among the features of the work carried out, we note the following points:
- It is necessary to correctly draw the edges of the elements being connected.
- Often the joint is made by burning. This technology is suitable for experienced users.
- If possible, the plates are placed overlapping. In this case, the possibility of burnout is eliminated. It is recommended that the electrode be in contact with the lower product, thereby improving the quality of the connection.
There are several common welding methods. An example would be:
- At low current, the rod is moved strictly along the seam.
- When the indicator increases, processing is carried out with an intermittent arc.
- To reduce the likelihood of seam deformation, welding is carried out in a checkerboard pattern.
In some cases, a backing can be used, which also reduces the likelihood of burning through thin metal. Reducing the arc length reduces the likelihood of overheating of the treated area. The electrode should be held at an angle of 45 degrees.