Welding of pipes under pressure is carried out when a leak is detected and it is not possible to turn off the fluid flow. The disadvantage of the technology is the low quality of the work performed; the seam loses its tightness after several months of operation. It should be remembered that the impact of an arc discharge on gas supply lines and pipelines for supplying petroleum products is strictly prohibited.
Welding of pipes under pressure is carried out if it is impossible to turn off the fluid flow.
When does it become necessary to weld pipes with water?
Welding of containers or pipes under water pressure is required when:
- detecting leaks at the joints of mains after putting the water supply system into operation;
- installing a section of pipe with a manufacturing defect (for example, a microscopic crack);
- repair of the pressure section responsible for the water supply to a house or several buildings;
- difficulties with draining liquid from tanks (for example, in inclined pipes or when installing pipelines in lowlands);
- a lengthy procedure for removing water from the system due to the increased volume (for example, it is not economically feasible to pump out 10-20 thousand liters of liquid due to a seam 20-30 mm long);
- the need to install additional fittings (for example, to install a branch).
How to weld a pipe with water
The pipeline under pressure, as can be seen in the video, is successfully welded using electric welding. To do this, select certain modes and parameters, which are described below. But there are also small tricks, as well as technologies that help to perform this process correctly. Depending on the type of work required, different approaches are used.
Fighting fistulas
Due to non-compliance with welding conditions or a corrosive environment, a fistula may form in the pipeline. This is a small round hole from which water flows. The pipe may be mechanically damaged due to impact, resulting in a crack.
To successfully weld a problem area using electric welding, you need to stand in front of the problem area. This will make it easier to see all the boundaries of the hole. To prevent water from flowing down the electrode (in the case of a vertical or horizontal seam), you need to keep it perpendicular to the surface to be welded. The welding process is carried out from top to bottom. The goal is to narrow the fistula until it is completely closed.
- Place a few drops of metal on the top side of the hole edge.
- Hit once or twice with a hammer immediately after the arc stops burning. This allows the deposited metal to penetrate deeper into the structure of the base metal, preventing the appearance of new pores. Additionally, the flattened ridges cover a larger area of the fistula.
- Apply a few more drops of metal, moving downwards.
- Tap with the hammer again.
- If the lateral edges of the fistula have thin walls, they need to be strengthened in the same way.
- After steam has completely stopped seeping out, it is necessary to increase the pipe wall. This is done the other way around, from bottom to top, at low current, so as not to burn through thin metal. “Crescents” are applied in an intermittent arc until they are completely passed to the top point of the problem area.
- It is advisable to tap the completed seam for hammering and compaction.
Types of pipelines
Types of pipelines for water supply and heating systems:
- Steel, designed to supply water heated to +120°C at a pressure of up to 16 bar (depending on the wall thickness and diameter of the lines). They are easy to install, but have a service life of no more than 20 years.
- Steel with surface galvanization, have an increased service life. Operational parameters do not differ from those of pipelines without a protective coating.
- Copper, withstands heating up to +250°C and is resistant to plaque formation. For connection, soldering technology with special solders is used. The metal has a low coefficient of thermal expansion, parts do not deform when heated.
- Corrugated flexible hoses made of stainless steel. Allows you to connect heating equipment without the use of additional adapters and corner connections. The disadvantage is the use of rubber seals at the threaded connection points. It is impossible to weld stainless steel at home.
- Metal-plastic pipes designed for operation at temperatures up to +130°C and water pressure up to 10 bar. They are resistant to plaque formation and are not subject to corrosion. They have low mechanical strength and lose it under the influence of ultraviolet radiation. For connection, a special device is required for installing mounting rings. Soldering and welding are not used.
- Polypropylene pipelines designed for water pressure up to 20 bar at temperatures up to +95°C. They are resistant to mechanical stress and can withstand hydraulic shocks. For connection, a soldering iron with nozzles is used; in case of damage and leakage, the defective area is cut out. It is impossible to solder or weld polypropylene products.
Regardless of the material, pipelines are divided into categories according to purpose:
- technological, ensuring the supply of liquids used in the equipment;
- main lines, designed to deliver water to residential or office buildings;
- industrial, intended for supplying workshops with water;
- gas supplies used to supply natural gas to consumers;
- intra-apartment water systems, designed to drain liquid from the main riser to distribution points;
- sewer, ensuring the removal of contaminated liquid into a collector or sump.
Types of pipelines for water supply and heating systems.
Features of pipeline welding
When welding steel pipelines with a coated electrode, it is necessary to correctly adjust the equipment. The current strength in the circuit is taken to be equal to 35 times the diameter of the rod in millimeters. For example, when using a tool with a diameter of 2 mm, it is necessary to set the current within 70 A.
Increasing the parameter leads to an increase in the arc temperature and burning through the wall. Excessive reduction makes it difficult to ignite the arc, which will go out when the distance from the tip of the electrode to the surfaces being welded fluctuates.
When connecting straight sections of thin pipelines (diameter up to 100 mm), the following nuances are taken into account:
- The workpieces are installed taking into account the gap and connected with clamps or magnetic clamps. Then it is necessary to make temporary welding points located opposite to each other. Some welders make 4 clamps located at 90° intervals.
- If the wall thickness exceeds 4 mm, then welding in 2 passes is allowed. The primary pass forms a root seam, which is welded on top with an additional roller to increase the strength of the joint. When welding pipes with a diameter of 30 mm or more, the connection line is filled with melt in sections.
We recommend reading: How to weld a car with your own hands
If you need to connect large diameter pipes, then you need to divide the circle into 4 equal sectors. Weld the 2 upper quarters one by one, leading the electrode from the side points to the top of the pipe. After turning the workpieces 0.5 turns, it is necessary to weld the remaining sections in a similar manner. Then the structure is rotated 180° and an additional seam is applied on the upper hemisphere. If you have access to the inside of the pipe, then it is necessary to weld the joint from the inside in 2 turns of 180°.
Vertical seams on pipes are made by moving the tool from bottom to top. Horizontal joints are welded in several passes, alternately forming beads with a small cross-section. To increase strength, the seam locks are shifted relative to each other by 15-20 mm.
Manual arc welding
To understand how to weld a pipe with water, it is better to use the manual arc method. During this process, some sections or components of a single pipeline fitting are combined; you can go through all kinds of barriers, valve units, overlaps, coils, bends, etc.
The choice of the number of electrodes is directly dependent on the type of tools themselves and the volume of metal to be melted. Also, the technological nuances of the manual arc welding process itself depend on the material of the jointed reinforcement.
Before the procedure, you need to decide on the operating rules and steel grade and select the right materials. Then make the right choice of equipment, methodology and plan for further action. Often the cross-sectional size and wall thickness are directly dependent on these parameters.
Types of connections
The main options for the relative position of water mains during welding:
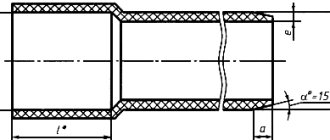
- Joint of workpieces at an acute or obtuse angle. Before starting work, it is necessary to trim the edge to ensure tight contact and reduce the width of the seam.
- A perpendicular connection that involves embedding an auxiliary pipeline into the side surface of the main line.
- Sequential welding of several workpieces. Before performing work, it is necessary to clean the edges from rust and remove the annular chamfer.
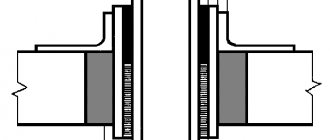
- If it is necessary to connect lines of different diameters, overlap welding technology is used. An element with smaller dimensions is inserted into the hole, and then the gap is welded with plates of a suitable diameter. Due to the large number of seams, the structure does not have high strength and corrosion resistance. To improve the quality of work, adapter bushings are used, which are welded to the ends of the mating pipes.
The main difficulties of pressure welding
Problems that arise when welding water pipes without stopping the fluid supply:
- The supply of water leads to constant heat removal from the weld pool, which impairs the adhesion of the melt to the base material. The rapid solidification of the bath does not allow the melt to fill the gap between the mating surfaces.
- The steam formed when the liquid is heated impairs the visibility of the working area and saturates the melt with air bubbles. The resulting seam has reduced mechanical strength and corrosion resistance.
- When repairing pipes located at a distance of more than 1800-2000 mm from the floor surface, water floods clothes and tools, which leads to voltage leakage. Due to its low value, electric shock does not harm human health. The liquid flowing down the electrode prevents the ignition of the arc, which goes out due to the natural trembling of the welder’s hand.
Application of electric welding
To restore the tightness of steel water pipes, an inverter is used, which is connected to a household AC network. Gas welding (acetylene with oxygen) is not used for welding pipelines with water, since the flame does not heat the metal to the required temperature. In addition to the inverter, you will need to prepare auxiliary tools, select electrodes and purchase welder protective equipment.
When carrying out welding work, special attention should be paid to the correct equipment of the welder.
How to choose tools
To carry out the work you will need:
- welding inverter designed for current up to 200 A;
- a set of wires for connecting equipment to a household network;
- protective mask with special glass;
- a special suit that can withstand exposure to drops of molten metal and flux;
- protective gloves;
- a piece of tarpaulin or plywood screen to protect interior items;
- hammer and metal brush to remove scale;
- auxiliary equipment for fixing parts during welding.
Selecting Electrodes
Common models of rods for welding with an inverter:
- For welding pipes, rods of the UONI 13/15 grade are used, which ensure the formation of a seam with increased impact strength. The electrodes are suitable both for repairing cracks or fistulas, and for connecting steel or galvanized pipelines when assembling a water supply system. Welders note easy adhesion of the rod tip to the mating parts. To eliminate the defect, it is necessary to increase the distance from the surface.
- Model MGM-50K with a special coating that prevents the penetration of water vapor into the working area. Flux cannot completely remove liquid, but it can improve the quality of welding. The rods are suitable for connecting pipes made of carbon and low-alloy steels; they do not require preliminary thorough cleaning of the mating surfaces from rust and dirt.
We recommend reading Features of flux-cored wire welding
Welding equipment setup table
When setting up the inverter, you need to set the current strength and select the type of polarity. Increasing the welding current stabilizes the arc and reduces the risk of the tool tip sticking to the pipeline surface. An increase in current ensures an increase in temperature in the working area, which makes it possible to increase the time the deposited metal remains in the liquid phase.
Experienced welders choose a parameter based on their own preferences and existing skills.
The table shows the standard equipment settings; the current strength depends on the position of the seam.
| Rod diameter, mm | Pipe wall thickness, mm | Current strength in the circuit, A |
| 2,0 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3,0 | 3-4 | 80-160 |
| 4,0 | 4-6 | 120-200 |
There are inverters that supply alternating or rectified current. When using alternating voltage, a stable arc is formed that can withstand exposure to water. The seam formed is not of high quality. To prevent leakage, you will need to go through the joint line 2-3 times.
Direct current increases the depth of penetration of the melt into the joint and increases the strength of the joint. The disadvantage is the deterioration of welding quality due to the effect of the liquid on the arc discharge.
Edge processing
Before welding heating pipes, they will need to be checked for quality certificates and compliance with the specifications and installation design. It is necessary to carefully check whether the edges of the pipeline fittings differ in shape and size. If not, then it is necessary to achieve these characteristics through additional machining.
For this purpose, you can go through small-diameter pipes with chamferers, trimmers, pipe cutters or grinders. If the diameter of the tubular product is large, then it is better to use a waterjet cutting machine, a milling device or a grinding machine.
In case of obligatory overlaps or insertion of coils, you can resort to thermal welding methods, for example:
- air-arc cutting with subsequent grinding of the product to an amount of no more than half a millimeter;
- oxygen gas with further processing of the edges with abrasive;
- cutting and gouging with special electrodes without machining;
- air plasma cutting with processing not exceeding a millimeter.
Particular attention should be paid to the mandatory cleaning of pipes from debris before installation and further processing of the edges and adjacent surfaces up to ten millimeters.
What other types of welding can be used?
In addition to arc welding with rods with a protective coating, other types can be used:
- Semi-automatic with an inert gas supply system that protects the melt bath from exposure to atmospheric air. Instead of an electrode, a welding wire is used, which is fed automatically when the trigger of the tip is pressed. The equipment is characterized by an increased price and increased weight, but can improve the quality of welds. It is rarely used for repairing pipelines at home.
- If the owner does not have an inverter or skills in working with welding equipment, then the damage can be temporarily repaired using cold welding. A plastic 2-component epoxy-based mixture has high adhesion to dry surfaces. When sealing a leak, you will need to apply the paste to a bandage, which is wrapped around the pipe and then clamped with a clamp with a metal pressure plate. After polymerization (time depends on the manufacturer), the flow stops.
Types of welding
The technological process for welding components of pipeline fittings can be:
- thermal;
- thermomechanical;
- mechanical;
- electromechanical.
In turn, thermal welding, which is actually fusion, is classified as:
- laser;
- electron beam arc;
- gas;
- plasma, etc.
Thanks to the magnetically controlled arc, thermomechanical welding can be performed. The latter can be butt contact.
Advantages of magnetic latches
In everyday conditions, magnetic devices are used to hold workpieces during welding (in mass production, adjustable installations with electromagnets are found). A permanent magnet located on the base allows you to fix the parts in the required position. The basic design is an angle that ensures the positioning of pipes at an angle of 90°. The welder needs to connect the elements with several points, remove the template and weld the joints.
When welding at home, special magnetic clamps are used to hold workpieces.
To assemble complex spatial structures, MagTab factory templates equipped with a hinge are used. The welder adjusts the permanent magnet guides and then positions the parts. Instead of standard magnets, you can use parts based on neodymium composite, which provide reliable fixation of the elements.
Heating of the magnets is not allowed, since at elevated temperatures an irreversible loss of characteristics occurs.
Description of technology
When welding pipelines under pressure, several working methods are possible:
- sealing individual cracks in the base metal or on the pipe connection line;
- reworking a poorly executed seam or annular crack;
- installing a valve when organizing a side outlet.
Before starting welding work, flammable objects must be removed. If it is impossible to remove the furniture, then you should install screens made of material that can withstand the effects of hot drops of metal.
It is recommended to prepare fire extinguishing means (a container of water or a carbon dioxide fire extinguisher).
Elimination of fistulas
If the welding technology is violated or due to undesigned mechanical influences, a hole (fistula) may form. The resulting water leak complicates the repair procedure (the pressure depends on the pressure in the lines). Further operation of the system without sealing the hole leads to gradual flooding of the basement and destruction of the joint line by the flow of water.
A brief algorithm for repairing vertical damage:
- Install the device on a dry area of ground or on a stand.
- Stand opposite the damaged area, and then position the electrode at a right angle to the surface (to prevent water from flowing down the rod).
- Start an arc and apply a few drops of metal to the top edge of the damaged area.
- Remove the tool and apply several blows with a hammer to the heated drops, filling the microcracks.
- Repeat the operation, gradually going down the crack.
- Build up the side edges of the fault to stop water filtration.
- Reduce the welding current and increase the pipe wall by moving the tool from bottom to top along a zigzag path.
- Compact the material with hammer blows while removing scale. Clean the surface with a wire brush and cover with a layer of paint to protect against corrosion.
We recommend reading Description of the radiographic flaw detection method
Working with joints
If the main line is located to the ground surface and there is a possibility of shutting off the water, then the method of partial cutting of the joint is used to seal the crack. After turning off the pressure and partially draining the liquid, it is necessary to cut a technological hole in the upper part of the pipe. Remaining moisture is pumped out through the channel or rags are placed in the line. Then the damaged area is welded with an electrode passed through the hole.
The absence of water improves arc burning and filling of the crack with melt, raising the edges of the weld to the walls.
It is recommended to carry out electric welding in several passes, providing increased reliability. The welder must then remove any foreign objects that were restricting the flow of water through the pipe. At the final stage, it is necessary to weld the seam along its outer surface and install a lid that will close the technological hole. Since several seams are made, the lines must overlap each other, and the last strip is brought out onto the monolithic surface of the pipe.
To obtain an ideal seam, all technological conditions must be met.
Plumbing connection
When welding water pipes, it is possible to install a bend at an angle of 90°:
- Align the connection pipe with the ball valve with the side surface of the water pipe. Before mating, it is necessary to trim the edges of the side outlet for tight contact between the lines.
- Clean the surface of the parts to be joined from rust or traces of old paint. If there is a thermal insulation coating, it is necessary to carefully cut off the protective layer.
- Carefully weld the joint, avoiding burning through the side wall of the pipe.
- Open the tap and drill a hole in the pressure line. It is not recommended to use an electric tool due to the risk of water ingress and electric shock to the operator.
- After the liquid begins to flow, quickly remove the drill and shut off the flow with the valve.
- Mount the side outlet to the required point and then open the valve.
- Make sure there are no water leaks, if necessary, additionally weld the joints.
- Cover surfaces with thermal insulation material or a layer of paint to protect them from external factors.
Fistula removal
How to weld a water pipe using electric welding with the maximum degree of reliability? The exact instructions depend on the nature of the damage. Let's start with how to eliminate a fistula in a water pipe, that is, a round hole from which liquid oozes.
In this case, you need to take a position that allows you to clearly observe the boundaries of the damage, and the electrodes are held perpendicular to the base to minimize the volume of water falling on them. Work is carried out from top to bottom until the hole is completely hidden by the deposited metal.
The procedure is as follows:
- metal is fused to the upper part of the fistula;
- 2 blows are made with a hammer immediately after the arc goes out. This promotes compaction of the material and eliminates pore formation;
- the cycle repeats from top to bottom;
- if there is thinning of the walls along the edges of the hole, they are strengthened using the method described above;
- when steam stops oozing out, the pipe wall becomes stronger. The current is set to a minimum to prevent through burning. The required volume of material is gradually deposited;
- To increase strength, the formed seam is tapped.
This video shows in detail how to weld a fistula in a pipe (lower position):
Forming a cut-in
Welding under steam pressure can also be performed if it is necessary to install an auxiliary channel for its outlet.
The installation of the insert must be preceded by the installation of a ball valve. This will help not to shut off the system completely, but to stop the flow of steam or water to a separate section of it, which will simplify further work.
The process looks like this:
- a pipe equipped with a ball valve and thread of the appropriate type is fitted to a certain section of the pipeline;
- the applied part is scalded, while maintaining the original integrity of the pipeline;
- the tap opens and a hole is drilled through it in the main pipe;
- the drill is pulled out, the water supply is stopped by turning off the tap;
- a squeegee equipped with a winding is installed, a new pipeline branch is closed;
- the tap opens.
The pressure level in the system in this case can be any. During operation, the minimum current should be maintained to prevent damage to the main line.
When selecting the diameter of the drill, you need to keep in mind that the formed hole must be wide enough to ensure efficient operation of the new pipeline branch.
Watch a video about inserting a steel water pipe under pressure:
Recommendations from the experts
Advice from experienced welders to beginners:
- Before welding a pipe with water, it is necessary to reduce the pressure of the liquid. If access to taps or a pumping station is not provided, then you can carefully hammer a steel bolt or nail of a suitable diameter into the hole. A foreign object partially blocks the cross-section, helping to reduce fluid flow. Then you should evenly boil the head, achieving sealing of the joint.
- Some craftsmen use a nut when working, which is welded to the line and diverts the flow of liquid. It is necessary to weld the part to the pipe, and then screw in a bolt wrapped in tow or other sealing material. The technique is suitable for holes on the top of pipelines and disrupts the aesthetic appearance, but allows you to speed up the repair process and improves the quality of work.
- To speed up the filling of the fracture with metal, an additional electrode, cleared of flux, is used. After the arc is excited, a filler rod is introduced into the melt pool. The additional volume allows the fracture to be filled in a few seconds while moisture evaporates from the mating surfaces. An alternative method is based on increasing the diameter of the main electrode, but an increase in current in the power circuit leads to burnout of the pipeline walls.
Butt welding work
If you are joining stainless steel products, it is better to use the arc method. When welding a pipe with water that is part of a single main, in 60 percent of cases, specialists resort to the automatic submerged arc option.
If for some reason the mechanical method is unacceptable, then it is better to weld the products using a manual arc. Then the seam can take on all sorts of positions in space: be vertical, bottom, ceiling. With a mechanical or automated welding method, the electrodes move along the alignment circle. Their speed reaches 8-20 m/h, with the manual version - 20-60 m/h.
If you have gas protection, you can use:
- active and inert gases;
- their simultaneous mixing.
In this situation, the electrode can be either a consumable or a non-consumable tool.
The arc method with gas protection is used when water supply fittings are joined in different positions.
If you need to weld heating system pipes
Before welding the pipes of the centralized heating system, it is recommended to contact the management company with a statement about the need to temporarily turn off the water supply. Otherwise, there is a risk of destruction of the lines and injury to the welder with liquid heated to +50°...+60°C.
Since welding heating pipelines affects the performance of the entire common house circuit, such work should not be carried out independently (even with the water turned off).
If the owner of the apartment has welding skills, then the heating system is repaired using the technology described above for sealing cracks and fistulas. It should be noted that cast iron or bimetallic heat exchangers cannot be welded at home. In this case, it is necessary to call an emergency team, whose employees will temporarily turn off the water supply and remove the damaged radiator.
Features of welding water pipes
For a strong, reliable connection, it is necessary to leave a gap of 1-2 mm, then the molten metal forms a seam with a reverse flow, the edges of the pipe are evenly connected to each other at the molecular level. A gap smaller than 1 mm is more difficult to connect with this quality. The pipeline is first assembled, then the water is connected. Individual elements of the system are checked with special equipment for reliability of crimping under high pressure.
Welding of main pipelines is done using electric arc machines. The method is guaranteed to withstand the required service life if the technological conditions are met. Pipe diameters less than 50 mm in house wiring are often made with gas equipment. In conditions of limited space and lack of qualifications of performers with electric welding skills, this method is preferable.
Gas welding is also used more often during repairs. However, if it is impossible to turn off the water supply, the method is not used. The temperature of the welded area does not have time to reach the required values. Water cools the metal and a reliable connection cannot be achieved. The only option when using this method without turning off the main supply is if there is an internal shut-off valve above the leak site that allows pressure to be relieved in this area. If the design of the system allows an air lock to form, there is a chance of qualitatively welding the fistula site.
The fundamental difference between gas and electric arc equipment is that in the second case there is no need to heat the metal. It reaches the desired temperature in a fraction of a second.
The danger comes from hot steam, the release of which can cause burns. It is not recommended to weld a hot water pipe using electric welding. In the event of a breakthrough, the consequences could be critical. Work is carried out wearing a mask, gloves, and overalls. High humidity poses a risk of electric shock. When performing work, it is necessary to observe safety precautions when connecting to the network and placing cables.