Disc welding
Alloy car wheels are always advertised as “kill-proof.” But it is also interesting that welding of discs is advertised no less. This means that, in fact, disk manufacturers are lying. Of course, it must be noted that alloy car wheels are better than all others. They have improved performance characteristics. But their manufacturers probably do not know under what conditions they are used in the post-Soviet space. After all, one can only dream of high quality at an expensive price here.
Welding alloy wheels
Like any welding process, it is divided into the preparatory stage and the welding stage. The first includes preparing the necessary equipment and consumables. As well as preparing the disks themselves.
Required equipment and materials:
- Bulgarian;
- argon arc welding machine;
- electrodes;
- protective equipment for welder.
The most important step in preparing the welding process is the correct choice of electrodes. The material from which its rod is made must match the material from which car wheels are made. It should be noted that manufacturers install a stamp on their products with markings indicating the composition of the material. So there shouldn’t be any problems with selecting consumables.
Very often there are situations when, after repairing a disk in a workshop, the technician suggests using it only for a spare tire. This does not mean that the welding process was carried out incorrectly or of poor quality. The electrode was simply chosen incorrectly for the disc material. And the reason is that the necessary consumables were simply not found, and the master did not want to lose the client and money.
The next stage is the preparation of the cast disc itself. If the defect is just a crack, then the preparatory operation is reduced to expanding the defect and removing the paint around it on both sides at a distance of 1 cm over the entire length. If the crack is longitudinal, then it is better to cut through it. There is no need to cut the transverse one, just expand it. If a transverse crack appears on disks with a thin wall, then it will need to be widened under a V-shaped chamfer. If the disk is thick, then the chamfer can be made X-shaped.
If the defect is a chip, which most often happens, then the preparatory process is more complex and will require a little more time. The easiest way is if the chip is part of the disc itself. And if this is a donor piece from another disk, then it is necessary first of all to compare the parts being welded to determine the identity of the materials. As mentioned above, you can compare the markings.
Now you need to place a regular sheet of paper over the defect and trace its contours. Paper is cut out according to the shape of the defect and applied to the donor part, its shape is transferred to the metal. Then you need to make a cutout according to the markings. Next, the recess on the disk is cleaned of irregularities and dirt, and the perimeter of the defect is cleared of paint to a distance of 1 cm. By the way, this can be done with a grinder; other methods are less effective. The same thing is done with the patch.
Welding technology
So, welding a cast disk begins with heating the defective area with a torch. It is very important not to overheat it. Experienced welders know what color the metal is heated to so that the temperature is sufficient, but nothing more. Each alloy has its own heating color.
If a crack is welded, the filler wire is fed into the defect, melts and fills the entire cavity with metal. In this case, the burner should be in front of the additive.
If a chip is being welded, a metal patch is installed in the heated recess, which must first be grabbed in several places. After which it is further aligned by pressing, for example, with the handle of a hammer. Next, welding is performed along the entire perimeter of the donor part. If the chip is not very large, then you will be able to see how the molten metal comes out of the opposite gap during the welding process. That is, argon welding of cast disks, meaning cleavage, should be carried out not just along the boundaries of the defect, but with the full passage of the molten metal into the recess. Thus, the metal must penetrate into the crystal lattice of the alloy.
It is ideal if you boil the defect on both sides. But this is only possible if the thickness of the disk is significant. Otherwise, you can simply overheat the product, which will lose its performance. As soon as the weld pool has cooled, it is necessary to sand the seam using the same grinder and paint it the same color as the entire disk.
TIG welding of cast wheels: features, equipment and materials
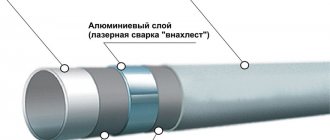
Alloy wheels are made by casting molten metal into prepared dies, which is how the product gets its name. They are also considered light alloy because they are cast from aluminum and additional additives, which are lighter than carbon steel. Aluminum has a refractory film on the surface with a melting point of more than 2000º C, although the metal itself becomes liquid at 660.3º C. This makes welding difficult with a conventional coated electrode - until the film is melted, there is no proper mixing of the filler and base metals. After the oxide melts, burns begin.
Due to these difficulties, welding of cast wheels with argon using alternating current AC is the most common method for repairing and restoring products made of aluminum and its alloys. A non-consumable tungsten electrode is used to excite an electric arc burning in an argon environment. The gas protects the weld pool from environmental interference. With the second hand, the welder feeds the filler wire used for:
- filling a crack/cut;
- increasing metal thickness;
- extension of ground edges, etc.
TIG welding of aluminum disks with alternating current effectively destroys the oxide film and prevents the tungsten electrode from overheating. Here an electrical method is used to remove the oxide. When the burner is positive, electrons escape from the surface of the aluminum, tearing the refractory film. When the polarity changes and a minus forms on the electrode, the disk heats up better, and the electrode itself cools down at this time. Alternating current allows welding of light alloy wheels at increased current without overheating.
Argon welding of discs is performed using TIG inverters with the ability to select AC/DC current. You will need a powerful device with a current of 250 A and a water-cooled burner. Here are the TOP 5 best welding inverters that are suitable for repairing alloy wheels:
- Svarog TECH TIG 250P AC/DC (E102) is a budget 250 A welding machine with direct and alternating current, which has high-voltage non-contact ignition and a pulse mode that protects against burn-through.
- PTC Rilon TIG 315 P AC/DC is a device with a Russified control panel, a current of 315 A, high-frequency ignition and alternating current balance adjustment. An optional pedal connection for remote control is available.
- Fubag INTIG 400 T AC/DC Pulse is an industrial version with which welding of discs with argon is available without interruptions for 6-8 hours due to a maximum current of 400 A and a Cool 70 liquid cooling unit.
- AuroraPRO IRONMAN 500 AC/DC Pulse is the most powerful machine for argon welding of discs with a current of 500 A. It adjusts each stage of the welding process from the moment of ignition of the arc, increasing the welding current, adjusting the pulse and ending with crater filling and post-purging with gas.
- Kemppi MasterTig 335 AC/DC is a machine for welding alloy wheels with Double Pulse, a combination of direct and alternating current MIX TIG, choosing the shape of alternating current curves Optima AC, bringing a bit of magic to the process.
For high-quality welding of cracks with preliminary cutting of edges and building up sides, you will need an filler rod. The best options would be ESAB OK Tigrod 5356 with a diameter of 2.0 to 3.2 mm or ESAB OK Tigrod 4043. The latter is even designed for welding internal combustion engine blocks.
Other methods of welding light alloy wheels are possible only in theory, but in practice the seam will be of very poor quality and will not withstand long-term use under high loads placed on the wheels. But these methods will work for stamped steel wheels, so we'll look at them briefly.
Types of damage
Chips and cracks may appear on alloy wheels.
Repairing these damages in specialized workshops will significantly impact your wallet. The price is based mainly not on the complexity of the work performed, but on the fact that the market for such services is not wide. But doing the repair yourself will be much cheaper. You should know that argon welding is used to eliminate these damages. When welding with argon, unlike conventional welding, the electrode is not inserted into the holder. It must be brought into the flame of an argon burner. The process is very similar to soldering rather than welding:
- The surfaces being welded heat up.
- Molten metal is poured between them.
This is a general description of welding. There are no difficulties in this process. Therefore, anyone who has experience in welding will be able to cope with this task. To carry out this work you will need the following tools:
- Protective mask and other protective equipment.
- Special electrodes (their composition must match the material from which the cast disk is made. The composition of the disk can be determined by the markings).
- Argon welding machine.
- Bulgarian.
disc painting
Painting stamped wheels is almost no different from painting a body. The surface is cleaned of dirt, washed, degreased and dried. Then they prime, paint and apply varnish.
Rolling
If the damage to the disk is minor, it can be sent for rolling, both cast and steel. The equipment for rolling discs is the same - only the prices will differ. A steel disc is more repairable and cheaper to restore. Steel is more pliable, so rolling can remove axial runout, dents on the rim and other deformations. By the way, if a dent has formed on the rim so large that the seal of the wheel has been compromised, then in the case of a steel disk the bent edge can be straightened with a sledgehammer even in the field. But with a cast disk, such a trick, alas, will not work.
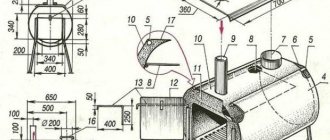
The procedure is as follows: the disc is rolled and pulled out using a hydraulic press with roller profiles. The geometry of the disk surface is monitored using a laser meter.
Source
Selecting welding type and electrode
A very important step is the choice of electrode.
This is not easy to do, because deviations from the specified composition may result in undesirable consequences. Very often there were cases when, after welding cast wheels in specialized workshops, they were recommended to be used only for a spare wheel. The master selected the wrong type of electrode for welding - this is precisely why the welding seam turned out to be unreliable.
There are two types of argon welding:
- With manual electrode supply.
- With automatic feeding.
The automatic device is positioned as a more modern and reliable technology. True, its disadvantage is that only a specialist can work with it. To be more precise, only an experienced user will be able to configure the device correctly for a certain brand of alloy.
It will be easier for an ordinary person to cope with a cheaper device in which the electrode is supplied manually. Its work is no worse than automatic, but it’s much easier to get used to it.
Surface preparation
Welding cast wheels with argon begins with surface preparation.
In order to simply weld a crack, you will need to widen it a little and remove paint from the surface of the disk at a distance of at least 1 centimeter from the crack in both directions. If it is necessary to repair a chip, then you will need to work hard on the disk and the piece that will be welded to it.
The ideal option is when the piece is part of the same disk. But if you are going to weld a piece from another disk, then first you need to double-check the composition of the surfaces that will be welded.
In this case, if the material is incorrectly selected, all the work will be in vain. It is not at all difficult to adjust the borrowed piece to the size of the chip. For these purposes, it is necessary to glue a sheet of paper to the damaged part and outline the boundaries of the chip with a pencil. Place the paper on the part you are going to weld and transfer the resulting outline to the surface. It is along them that the patch is cut.
Parts at the chip site and welding site are cleaned of irregularities and paint at a distance of at least 1 centimeter. This is done using a grinder. It will be difficult to remove paint from the product using other methods. Because this paint has a specific composition and adheres well to the surface. The paint will burn during the welding process, emitting a large amount of very acrid smoke. It is because of this that it is necessary to weld rims in a room where there is good exhaust or which is well ventilated.
You should not start repairs right away if you do not have experience in welding. First you need to acquire at least some skills, and only after that you can begin directly repairing your product. You can master work skills on any products made of aluminum. It wouldn't hurt to have someone with experience present.
Welding discs with argon: choosing the type of electrodes
The quality of the work performed largely depends on how correctly the electrode is chosen. Significant deviations in the composition of the electrode from the base material of the wheel rims will lead to poor-quality welding, and, consequently, there will be a need to perform this work again. That is why it is necessary to find out the approximate composition of the wheel rim casting and, depending on this, select the electrodes used. All electrodes used must be for argon welding.
Today, two technologies for such argon welding with electrode supply manually or automatically have become widespread. Automatic devices are modern technology, but they will require relevant work experience from the performer. That is why, if you have not previously had experience working with automatic argon machines, it is best to perform manual welding.
Proper preparation of the surface for the work being performed
Before proceeding directly to welding existing cracks and chips, it is necessary to properly prepare the surface. Existing damage expands; an area with a radius of at least one centimeter from the damage site must be cleaned and all paint removed from the surface. You can clean the damaged area using a grinder with an appropriate metal disc. In this case, working manually with sandpaper is difficult and often impossible.
In some cases, it is necessary to repair an existing chip, for which additional metal elements are used that are welded to the disk. In this case, it is necessary to correctly select such welded pieces of metal, which in their composition should be as close as possible to the composition of the casting discs. To adjust the size and shape of such a patch, you need to use wire cutters and a hammer.
Work order
After preparing the surface and gaining at least some experience, you can begin repairing the discs. The operating procedure is as follows:
- Warm up the welding area with a torch . In this case, you need to ensure that the metal does not overheat.
- Apply the electrode to the seam after a certain color appears (it depends on the material of the product). If you follow all the rules, the metal from the electrode will melt quickly and fill the seams.
- When welding a disc chip, it doesn’t hurt to grab it around the edges. This will secure the position of the patch. After this, you can weld the elements along their entire length.
- the seam should be visible on both sides. Liquid hot metal must fill the space completely and enter the metal structural lattice of the disk.
If the disk is thick, welding is carried out in several stages on both sides. The seams are overlapped. This type of welding is much more reliable. After the disc has completely cooled, it should be sanded and prepared for painting. A grinder with grinding and sharpening attachments will help you with this. After complete surface treatment, the cast restored disc is ready for further use.
general information
As we wrote above, alloy wheels are very popular. Manufacturers offer many shapes and colors of discs. Such discs do not need hubcaps like stamped ones, and they have no visual defects. Any expensive car cannot be sold without alloy wheels.
Modern wheels are made from an alloy of aluminum and magnesium. Previously, the wheels were entirely aluminum, but over time it became clear that the quality of aluminum wheels is imperfect. They were not resistant to increased mechanical loads and quickly deformed, especially off-road. Therefore, magnesium was added to aluminum to keep the disc lightweight while improving its performance.
Often no more than 10-15% magnesium is added to the composition. In this case, you need to make sure that the metal grade is indicated on the disk. Knowing the brand, you can easily adjust the welding mode, select the necessary electrodes and other consumables. It is very important. All repairs must be made with consumables that are made of the same metal as the disk itself. If this is neglected, the seam will turn out to be of poor quality and will quickly collapse.
Advantages of argon welding
Argon protects the welded surface from the appearance of oxides on it. Sometimes oxygen has to be added to argon. This is necessary when welding requires deep penetration into the product or when the alloy composition has a high melting point. Even in such situations, the metal will be protected, since oxygen burns out during operation.
Argon welding of discs is one of the most popular services, as it is the only method of repair work. Currently, this demand is growing. Therefore, there are more and more specialists in this type of repair. Welding of a damaged car crankcase and other engine parts is carried out in the same way.
Welding tips
Experienced welders give the following advice when carrying out work:
- To prevent abrasive from getting into the seam, it is advisable to cut the part with a milling cutter.
- If you cannot weld the crack in one approach, then you need to cut out the root of the seam from the back side.
- It is better to place copper or stainless steel linings on the reverse side.
- In order to reduce the stress on the part, it is necessary to heat the welded area to approximately 250-300 degrees . Laundry soap will help determine the temperature. To do this, you need to run a bar of soap over the disk and heat it. When the mark turns brown, the temperature on the disk is 250 degrees , and when it turns black, it is 300 degrees .
How is welding of alloy wheels performed?
Alloy wheels are considered to be indestructible. However, welding of alloy wheels is advertised everywhere. The fact is that any product is initially designed for a certain mode and operating conditions. Everything is taken into account, from weather conditions to the quality of roads. Only manufacturers of alloy wheels do not know the conditions under which their products are used in the vast expanses of the former Soviet Union. But let's not talk about sad things. We have certain conditions, and we need to be able to live in these conditions.
Alloy wheel diagram.
Features of manufacturing alloy wheels
Alloy wheels are made by melting aluminum, copper and magnesium in certain proportions. The molten metal is poured into a mold where it solidifies. The advantage of such discs is increased strength and resistance to deformation. In Russia there is a GOST for alloy wheels for pneumatic tires.
When driving on uneven roads at high speed, alloy wheels can crack. Ignoring cracks can lead to disk failure beyond repair. The problem can be solved by welding. Please note that not every disc can be welded. Next, we will look at which breakdowns can be solved by welding, and which ones are prohibited from welding.
What types of damage are there and what will be required to fix them?
So, alloy wheels may have damage: cracks and chips. Repairing damaged disks in specialized workshops will cost a significant amount. The price is dictated not so much by the complexity of the repairs carried out, but by the small market for services of this type. Do-it-yourself repairs will be quite inexpensive. But it must be remembered that argon welding is used to eliminate the damage noted above.
Argon welding diagram.
Unlike a conventional welding machine, during argon welding the electrode is not inserted into the holder, but is brought directly into the flame of the argon torch. The process itself is more reminiscent of soldering than welding: the surfaces to be welded are heated, and molten metal is poured between them. This is a description of welding as a process in general terms. It’s nothing complicated, so anyone with experience in welding can handle this kind of work. And to carry out this procedure you will need:
- Bulgarian;
- argon welding machine;
- special electrodes (their composition must be absolutely identical to the material from which the cast disc is made; you can find out the composition of the disc by the marking; a serious manufacturer must put a corresponding stamp on the disc);
- protective mask;
- other means of protection.
Surface preparation
Argon welding of cast wheels begins with surface preparation. If you only need to weld the crack, then you will have to widen it somewhat and remove paint from the surface of the cast disk to a distance of at least 1 cm from the crack on both sides.
If the disk has a chip (and this happens more often than a crack), then you will have to work on the disk itself and the piece that you would like to weld. It will work out well if it is part of the disk itself. In the case of using a “donor” part from another disk, it is recommended to double-check the compositions of the surfaces being welded.
Torch diagram for argon welding.
The same rules apply here: the slightest deviation from the composition of the product - and all your work will be in vain. It is not difficult to adjust the borrowed piece to the size of the existing chip in the wheel rim: glue a sheet of paper to the damaged part and trace the boundaries of the chip with a pencil. Next, the paper is transferred to the “donor” disk, and along the resulting lines the contour is transferred to the surface. Along these lines you will have to cut the patch.
The parts are cleaned of irregularities at the chip site, and the welding area is cleared of paint at a distance of at least 1 cm. This is done using a grinder. It is quite difficult to remove paint from a product in any other way, since this paint has a very specific composition and adheres to the surface just fine. When welding, the paint will burn and produce large amounts of acrid smoke. For this reason, welding of wheel rims is carried out in a ventilated area or in the presence of a good exhaust hood.
If you do not have experience in welding, then you should not proceed directly to repairs. It is necessary to acquire at least the slightest skills and only after that try to do something. You can test the welding machine in operation and acquire skills in working with it on any aluminum parts. It is advisable that this process take place in the presence of a more experienced master.
Welding technology
The technology for repairing aluminum wheels begins with preparing the metal for welding. This is the first stage, and it is one of the most important. Clean the intended seam area using a grinder or a stiff wire brush. Cleaning must be done immediately before welding. This is due to the fact that during cleaning we remove the oxide film from the metal surface, but it has the property of self-healing. So welding needs to start as soon as possible.
Next you need to cut the edges. The edges can be of different shapes, the choice depends on the thickness of the metal you need to weld. Metal up to 5 millimeters thick must be cut using a butt-to-butt joint. Metal with a thickness of 5 to 20 millimeters is cut in a v-shape, the opening angle should be 30-40 degrees. Metal of greater thickness is cut in an x-shape on both sides, the opening angle is about 30 degrees.
As we have already written, in most cases, disks are repaired with argon. Argon welding involves the use of shielding gas, which protects the weld pool from negative influences from the atmosphere. In addition to the gas, you will need non-consumable electrodes and filler wire. The wire can be fed into the welding zone manually, semi-automatically or automatically. The first option is relevant if you are welding your own discs in your garage and the quality of the seam is not so important. The remaining options are performed by more experienced welders and using professional equipment. On our website we have already talked in some detail about how welding of aluminum products occurs. Be sure to read it.
Experienced craftsmen recommend starting repairs of alloy wheels by setting the current to 150 Amperes. During the welding process, the current can be reduced if necessary. Also, many advise warming up the disk before starting work to make welding faster and easier. The optimal heating temperature is no more than 300 degrees Celsius. The mass is fixed on the disk itself, and not on the table. Welding is carried out in two passes. First, the root of the seam is boiled, then the joint is filled. You can also “smooth” the underside of the seam a little using a torch. That's all, welding light alloy products is not as difficult as it might seem at first glance.
The procedure for performing welding work
Modes when performing welding work.
So, you have prepared the surfaces, have some experience with argon welding and can get to work. Initially, the welding site is heated with a torch. We make sure that the metal does not overheat. When a certain color appears (depending on the material of the product), an electrode is brought to the seam. If all the rules are followed, the metal from the electrode will quickly melt and fill the seam.
If you are welding a chip on a wheel rim, it is advisable to “grab” it along the edges to give the patch its final position, and then you can weld along the entire length of the fracture. When welding correctly, the seam should be visible on both sides (the molten metal should fill the entire space and enter the structural metal lattice of the disk).
If the thickness of the disk is large, then it is better to carry out welding in several stages on both sides, placing the seams on top of each other. It will be much more reliable. After the disc has completely cooled (remission), the seam must be sanded and prepared for painting. And here the same grinder with a sharpening and grinding attachment will help you. After surface treatment, the restored cast disc is ready for use.
Additional benefits of argon welding
The advantage of welding rims with argon is not only that it is impossible to make high-quality repairs of rims using other methods.
The argon flow protects the welded surface from the appearance of oxides on its surface. Oxygen must sometimes be added to argon. This need arises when welding products where it is necessary to penetrate deeply into the product or the metal composition has a too high melting point. Even in this case, the metal will be protected by the argon flow, since the oxygen burns out during operation.
Welding discs using argon is the only method of repair, and therefore belongs to the category of popular services. In the near future, the demand for this service will continue to grow. It makes sense to learn how to perform this type of repair efficiently. And if you consider that the same method is used to weld a damaged car crankcase or other engine elements, then we can assume that you are on the right track: you will always have customers for your services.
Rolling casting
When the damage is not very noticeable to the naked eye, you can give the cast disc for rolling so that it is given the same exact geometry. This is done using the same equipment as for processing steel wheels. Stretching and rolling takes place using a special hydraulic press equipped with a roller profile. The geometry is controlled either by surface markings or a laser gauge.
If the rim is not bent too much, and the damage is only noticeable by the readings on the balancing, then the surface of the wheel will be restored precisely through cold rolling. If the dent is large enough, the rolling time will be an hour and a half or more. Sometimes craftsmen do not want to tinker with one wheel for a long time, so they use heating of the disk by welding or a blowtorch to speed up the process. This cannot be done, since in this case the wheel will become unusable.
The peculiarity of a cast light alloy wheel is that it has a solid crystalline metal structure. If heating to a high temperature is carried out in one place, then hopeless destruction of the entire structure occurs, which leads to the appearance of stress in the place of heating. Taking into account the speed at which a heavy disk rotates on the axle while the car is moving, we can say that with the slightest impact the stress point can be damaged so much that a split appears in the wheel. This is very dangerous, since at this moment the speed of your car may be quite high.