Today, a wide variety of welding types are widely used in construction and industry. Among them, thermite welding stands out, significantly different from such popular methods as electric arc and gas.
Thermite welding does not require external energy sources.
Experts value this special type of joining metal workpieces for the high speed of the corresponding operation and its reliability. In addition, a feature of this technology is its relative simplicity: it does not require electrodes and a welding machine (although special devices must be present, based on the characteristics of the objects being welded).
Areas of use
As mentioned above, thermite welding is applicable in field conditions, or in cases where other traditional methods are not financially profitable.
This method of joining metals has found application in the repair of railway tracks, communication cables or electrical wires.
Aluminothermic welding of rails is, in principle, the only way to quickly carry out repairs at minimal cost.
But thermite welding of parts is also used in production. This connection method is especially relevant in the manufacture of large-sized parts: blades in river and sea vessels, crankshafts of cars and others.
Thermite is also widely used in the repair of large equipment in metallurgy and metalworking: rolling mills, rotary shafts, forging presses and others.
How does this happen technologically?
Application
The welding method is widely used due to its autonomy and simple equipment. They can connect cast iron, steel, and some aluminum parts. Thanks to the dosing of the powder, the amount of heat generated and the width of the joint are regulated. This was also reflected in more delicate welding work on connecting wires.
The autonomy of the method allows it to be used at any distance from a populated area. It is especially often used for welding railway tracks. The high temperature ensures sufficient heating of the joint zone, and the formed alloy can withstand increased loads during operation. If three teams work in parallel, they can complete 12 thermite welding connections in 50 minutes. This is an important indicator that allows train traffic not to be stopped for a long time.
Features of the technology
Welding metal parts using thermite is based on melting the edges of the parts being joined during the combustion process and directing the molten metal obtained due to high temperatures.
A rather interesting method was used in blacksmithing a long time ago. Sulfur mixed with scale was poured into the container. The first was set on fire and a melt of metal was obtained, which could be used to join parts. The quality, of course, was not very high.
Of course, modern thermite welding is more advanced. It works as follows.
The joint of the parts to be joined is poured with a melt obtained by burning the thermite mixture in a crucible. The combustion temperature is very high and allows you to quickly melt steel.
The mixture is ignited electrically or, if powder welding is used, by detonating the squib.
Technologically, thermite welding is carried out in several stages:
- At the junction of parts.
- Casting in gaps (in the gap between the parts to be welded).
- Combined.
- Duplex (two receptions at once).
Compositions
As mentioned above, iron-aluminum thermite welding has become the most popular. The bulk of thermite is iron oxide. There is only 25% aluminum in the mixture, but additional components can be found in the composition. Flux, alloying additives and iron trimming are added. Thermite combustion and melting of the mixture occurs in a magnesite crucible. In addition to aluminum, it is possible to combine the following elements:
- Magnesium (31%) and iron oxide (69%).
- Calcium (43%) and iron oxide (57%).
- Titanium (31%) and iron oxide (69%).
- Silicon (21%) and iron oxide (79%).
Depending on the welding application, different types of mixtures are prepared. Iron dross and aluminum powder provide an elemental mixture. Proportions must be strictly observed. For connection and repair on the railway, a special rail train is created. During aluminothermic welding, a steel filler is introduced into the charge, which consists of ferromanganese and graphite chips. Alloy steels are joined using a special composition. It contains ferrotitanium or ferrovanadium additives.
Cast iron products, as a rule, have special requirements for welding. Thus, thermite for cast iron must contain silicon. If you follow the technology, you can get a fairly high-quality and durable connection. Manganese is not used in such additives.
Conditions
They are extremely simple:
- the volume of thermite required to completely melt the joints and all components involved in the chemical reaction is calculated in advance;
- when using a charge (a loose form of the thermite mixture), you should make sure that all ingredients have a similar consistency and are mixed until homogeneous;
- the temperature pulse must be at least 1350 °C.
The active phase of the chemical reaction lasts no more than 30 seconds : liquid metal fills the gap, and unburned residues form slag.
Basic equipment
This is a crucible where the combustion process of a thermite cartridge or prepared mixture occurs, as well as the smelting of the contained metal . At the lowest point of the structure there is a drain made of refractory metal or shockproof ceramics. The technology provides for the presence of matrices and molds to work with molten components. Such devices are available for single or reusable use.
You will need clamps, various clamps, as well as an oxygen torch to remove excess and thermal matches to activate the cartridges.
For wires
You can connect both single- and multi-core copper or aluminum wires, but they must be uninsulated. Often, for these purposes, a connection is used using bolts with nuts or twists, but the advantage of a thermal connection is that the resistance at the joint is reduced. Before starting work, the ends of the wires are cleaned of dirt, degreased, and then dried.
Don't miss: Welding pencil: types, features of using a thermite pencil
Welding is performed using a thermal chuck, which includes a mold and an insert. Aluminum cables and those with a steel core are connected by a cartridge, which has an aluminum liner (the oxide film must be removed from it with a brush) and a steel chill mold.
For rails
The peculiarity of rail repair is that in most cases the work is carried out in the field. The rail welding machine has quite massive dimensions, but there is no alternative to it.
First, prepare the surfaces of the rail joints. They should be even, the gap between them should be 2-3 cm. Next, the elements to be connected are aligned and securely fixed. Install the refractory mold and proceed directly to the welding process. Fill up the thermite mixture and set it on fire using one of the available methods. During its combustion (20-30 seconds), the edges of the parts melt and the charge melts. About half of its composition will be molten metal, which will settle to the bottom of the crucible, and the rest will be slag (it will float to the top).
For copper
It is often necessary to connect copper wires. In this case, the thermite cartridge is different from that used when connecting aluminum cables. A cartridge is required that has a copper mold and a copper-phosphorus liner. A thermite block is pressed onto the chill mold, and when it burns, the necessary heat is released. Otherwise, the technology is no different from previous ones.
At home
If it is not possible to use electric arc or gas welding, you can also use the thermite method at home. For this purpose, there are special thermite pencils on sale, with which you can both connect different parts and seal small cracks.
With skillful handling of such a pencil, even at home, it is possible to create a strong and aesthetic connection.
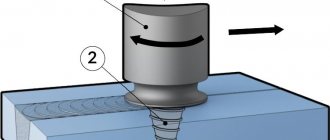
Types of thermite mixtures for welding work
Scheme of pouring steel into a mold after a thermite reaction.
A typical thermite forming powder mixture is a combination of iron oxide (scale) and aluminum powder. The percentage of the main components in the most common thermite is as follows: iron oxide - 75%, aluminum - 25%.
Instead of aluminum, other metals can be used in combination with scale, including in the following ratios:
- iron oxide (69%) + magnesium (31%);
- iron oxide (57%) + calcium (43%);
- iron oxide (69%) + titanium (31%);
- iron oxide (79%) + silicon (21%).
Process
Thermite welding requires special equipment. This:
- Crucible equipped with drain;
- Thermite pencil. A very convenient device for doing work at home. It does not need to be heated, fired or melted. After connecting to the network, the device is ready for use;
- Devices for supporting and clamping welded structures;
- Cutter, metal saw, inverter burner, thermometer;
- Other additional tools (abrasive wheel, wire brush).
Let's look at an example of how thermite welding is carried out on an aluminum base. To ignite such a powder, a minimum temperature of 1300 degrees is required. Under its influence, metal structures evaporate and microcracks form on their surface. Heated aluminum can not only restore the metal, but also provide a tight and durable connection of individual parts. The parts to be connected are fixed in a form that can be made from improvised materials or bought in a special store. The parts are processed using the selected type of welding, cooled and cleaned.
Thermite welding for rails, cables, etc. is of the following types:
- With intermediate casting;
- Back to back;
- Combined;
- Duplex.
During intermediate casting, thermite powder becomes liquid metal under the influence of high temperatures. The mixture produced by melting has the same characteristics as its solid (powder) form. During this, the connected parts of a separate metal structure are fixed in a special form. Thermite is poured into it, due to which the metal parts melt and join. It should be noted that the duplex circuit is very similar to intermediate casting. The process is identical, except that after the thermite is poured into the mold and hardened, the resulting joint is additionally pressed.
Thermite butt welding is used to connect various plates, cathode and drain leads, and other similar elements. Before starting work, parts of the structure are fired in a kiln, while the thermite is fired in another crucible. Afterwards, the metal structures are pressed and welded with fired thermite powder. The technique involves careful processing of the edges and ends of the plates, so it is rarely used at home.
Don't miss: Reverse polarity when welding: application features
For welding rails, switch mechanisms, etc., a combined technique is used. This combines butt welding and casting. Before work begins, the rails are cut to create sharp edges. A steel plate is installed between the individual parts of the rails, which is pressed into them using a powerful press. Accordingly, a small gap is formed at this place, into which liquid thermite is poured under pressure. After it hardens, the seam is further processed and welded.
Equipment
Despite the simplicity of the technology, high-quality thermite welding requires equipment. During its implementation you will need:
- A crucible made of ceramics or refractory metal with a device for safe draining of the melt.
- To create castings you cannot do without molds and matrices. They can be disposable or reusable. To prevent the melt from spreading uncontrollably over the surface, clay coating is used for thermite welding.
- Devices for fixing and compressing parts (clamps of different sizes, vices).
- Thermite pencil used at home for welding and cutting metals.
- A set of tools consisting of an oxygen cutter, a gas torch, a hacksaw, and a strip thermometer.
- To clean surfaces and seams, you need to stock up on an abrasive wheel and a metal brush.
Thermite Welding Equipment
Types of thermite welding
Welding, during which special powder thermite made of aluminum and iron is used, can be performed using the crucible and muffle method. The first method also has another well-known name - aluminothermic welding. It is often used when installing grounding loops and metal structures.
It is worth noting! Before welding, thermite is made from iron oxide and aluminum powder in proportions of 70:23. During its combustion, the joints of the parts are connected by molten iron, which is reduced from scale.
Aluminothermic welding is often used when repairing damaged surfaces using the surfacing method. The main advantage of this technology is the ability to weld cast iron elements without forming joints. But it cannot be used for welding aluminum products; in these cases, it is worth using the muffle welding process.
When doing thermite welding with your own hands, there is a high temperature, which causes a strong melting of the aluminum, as a result of which it begins to evaporate. Muffle technology is carried out using magnesium-based thermite; at elevated temperatures it does not spread, but is absorbed into the surface and forms an even seam.
Thermite Welding Pencil
In everyday life, a special pencil is used, the combustion of which produces a temperature of at least 1350°C. If you use it in accordance with the existing instructions, you get a strong connection even for large parts.
Such pencils have different compositions, so before purchasing, the master must know for what purpose the specified welding method will be used.
Semi-automatic thermal welding: technology
The use of this technology involves the use of a special wire, which, using the automatic system of the device, is fed into the working area, where it quickly melts and ensures the strength of the connection. Argon and CO2 can be used as shielding gas. The main purpose of such gas is to protect the weld pool from exposure to air, which can significantly deteriorate the quality of the metal connection.
Semi-automatic technology uses special equipment that allows you to quickly melt the edges. At the same time, this technology is simple and can be performed by both professional specialists and ordinary homeowners if they need to make a strong connection of elements. Even ordinary homeowners will be able to carry out welding using such semi-automatic machines, ensuring maximum quality of the completed connection.
Argon arc welding
This type of thermal welding involves the use of tungsten electrodes, which are inserted into the torch. When making a connection, such an electrode is fed into the burner flame using an automatic system, melts and flows into the seam, ensuring a connection at the molecular level. To protect the weld pool from the negative effects of oxygen, argon is used, which prevents the formation of an oxidizing film. Argon comes from a compressed gas cylinder connected to the burner. The argon supply is regulated using a gearbox, setting it to a certain position, depending on the specific type of metal elements.
Types and compositions used
Thermite welding is divided into 2 main types:
- Crucible (aluminum-thermite). The first subtype is used for connecting cables and wires of small diameter. Thermite is 70% iron and 25% aluminum. When it burns, the remaining iron forms a strong connection. The second subtype is used to perform surfacing when restoring rails. It allows you to weld cast iron using a seamless method, but is not suitable for working with aluminum parts.
- Muffle. Magnesium-based thermite is used here. When it burns, it does not spread, but absorbs the composition into the joint. This creates a seamless connection.
There are different techniques for using this type of welding:
- Butt. The joints of the parts to be joined are cleaned, after which they are wrapped with thermite film. When the metal from the crucible melts, it fills the gap and presses the surfaces together.
- Intermediate. Used when you need to connect parts in the right angle. In this case, preliminary preparation of surfaces is not required. The molten composition fills the space between the parts and hardens.
- Combined (combines the 2 previous options). They are used to repair rails: first they are joined end-to-end, then the resulting seam is welded again.
- Duplex. After pouring the metal into the joint, it is crimped.
We recommend reading: How to weld metals in a gas-protective environment
The most often used are thermites, which consist mainly of iron and 25% aluminum, but other components (fluxes, additives, iron trim) can also be used.
There are such combinations of elements:
- 31% magnesium;
- 31% titanium;
- 43% calcium;
- 21% silicon.
The rest of the mixtures consists of iron oxide.
The composition of the mixture depends on where the thermal welding will be used. To work with rails, a special thermite is used.
When joining alloy steels, ferrotitanium or ferrovanadium additives are added to thermite. To weld cast iron, there must be silicon in the mixture. Choosing the right composition allows you to obtain a high-quality compound.
Advantages and disadvantages
Let us note the main advantages highlighted in the process of joining parts using thermite for welding:
First of all, it is worth noting that the process is not complicated. Even if you do not have much experience in creating seams, if you follow all the rules and requirements, you can perform high-quality welding work with your own hands, and the procedure will not take much time.
Thermite for welding promotes high quality joints that are reliable and durable. The equipment does not require a large amount of electricity to operate.
High-quality thermal welding of metals
Among the advantages of this thermal technology we can highlight the following:
- Excellent connection strength.
- Low labor intensity.
- Low cost.
- Minimum metal consumption.
If we talk about the shortcomings, we can note the following:
- Irregularities on the surface of the workpiece and the presence of an oxide film significantly impair the quality of the joint.
- Thermal welding is only possible with metals that are similar in terms of refractoriness.
Thermal influence of welding
Gas thermal welding involves heating the metal in the joint area using a gas flame. Such a gas torch can use a variety of gases, which effectively heats the metal to its liquid state, and after crystallization and solidification, the strongest possible connection is ensured. Gas burners allow you to optimally regulate the flame temperature, which in turn makes it possible to work with materials of varying refractoriness. Gas welding can be performed both using the classical technology of heat treatment of metals and using additional filler material. Such electrodes straighten simultaneously with the metals being connected, crystallize and connect materials at the molecular level. The properties of specific metals whose alloys interact with each other should be taken into account.
Don't miss: Do-it-yourself welding of HDPE pipes using different methods
Among the advantages of this technology, we can note the simplicity of this work and the excellent quality of the connection. At the same time, it should be noted that this technology involves the use of special equipment, including compressed gas cylinders, so only certified specialists with extensive experience working with such gas burners are allowed to carry out such work with gas. Also, due attention must be paid to the quality of the equipment used.
GOST and standards
Welding of metals is regulated by GOST 2601-84, which specifies basic terms and concepts. The use of this method in the railway industry is regulated by GOST R 57181-2016. Thermite (or thermal) welding is a process in which the heat source is thermite (a powdery mixture of iron, magnesium and aluminum scale).
During thermite combustion at the work site, the edges of the parts being joined are melted. At the same time, it acts as a source of both heat and filler material.
When such welding is used, the thermite can ignite on its own. During its combustion, oxygen is released, which makes it possible to use this method when welding under vacuum conditions or in an environment filled with non-flammable gases. Thermal welding helps to obtain a heat flow, the temperature of which reaches 2400-2700°C.
Features of use at home
Of course, in domestic conditions it is best to use more traditional methods of joining metal - electric arc or gas welding. But thermite can allow minor repairs to be made or be used to connect building reinforcement.
For domestic use, it is best to use a thermite composition with a minimum combustion temperature of 1300 degrees, this will be more than enough.
Welding work is carried out using a thermite pencil, which, if the technology is followed correctly, will make a strong connection.
Thermite welding of metals greatly simplifies the production and repair process. Its use is especially relevant for large-sized parts, when traditional methods are difficult to use. At the same time, the variety of compositions makes it possible to achieve the quality and strength of the weld.
Of course, using this type in domestic conditions is simply impractical. After all, there are no such large structures in the household, and minor repairs can be carried out using conventional electric arc welding. It will simply be economically beneficial. And it's just safer.
Safety when working independently using thermite cartridges must be at a very high level. Firstly, it is necessary to use protection for the face and open parts of the body, and secondly, you need to protect your eyesight, because thermite burning is accompanied by the same bright glow as during an arc discharge.
You can often see videos on YouTube about making your own thermite for cutting metal. These rather pointless household crafts are not only impractical (after all, an ordinary grinder with a cutting wheel simplifies all operations), but even dangerous. Using homemade thermite is fraught with not just severe combustion, but also an explosion.
Safety regulations
The process of thermal joining of metal structures is simple to perform, but requires strict adherence to safety precautions:
- Strict measures for organizing the storage of cartridges and mixtures, which must be located in dry, well-heated warehouses.
- Do not use damp mixtures or cartridges, as the quality of welding will be reduced.
- The conditions of use are quite strict: the ambient temperature is not allowed below +10 °C; Degrease the joints and clean them to a shine.
Only experienced performers with special permission are allowed to carry out work.
Profession of thermite welder
This working profession is not only in demand, but also well paid. During the training process, a person studies thermite mixtures, the features of working with them, as well as safety precautions during welding work.
A thermite welder must know:
- purpose and components included in existing thermite compositions;
- welding methods and features of the use of each of them;
- equipment design and features of working with it;
- sequence of work in accordance with the developed operational and technological maps;
- techniques for safe use of thermite matches;
- fire safety and labor protection rules.
Thermite welding is a modern way of joining parts. If you follow the rules and technology of its application, then even in field conditions you will be able to obtain a durable, high-quality and aesthetic seam.
Aluminothermic rail welding
The entire procedure can be divided into separate stages. First, the total amount of heat released is calculated. It should be sufficient for the welding process. The optimal composition of the thermite mixture is selected. The mixture should be uniform in composition. Use any available method to ignite the mixture. It is necessary to reach a temperature of 1350°C degrees.
Subsequently, the temperature in the thermite mixture increases. Molten metal is obtained from thermite in 20-30 seconds. Its mass is approximately half the mass of the mixture. The remaining half is slag. The metal will settle at the bottom of the crucible, and the slag, due to its lower density, will float to the top.
The difficulty of repairing rails is that all work has to be done in the field. The rail welding machine is quite massive, but its use is the only opportunity to carry out repair work. The first step is to prepare the ends. They must be even, and the gap between them is 2-3 cm. The elements to be welded are aligned and fixed in one position. After installing the refractory mold, the welding itself takes place.
Every welder wants to get a high-quality result. Unlike manual arc welding, thermite welding requires precise calculations. It is necessary to correctly select the total amount of powder so that the resulting metal completely fills the gap. When preparing the mixture, it is important to thoroughly mix all the ingredients. The initial start of the process should occur at a temperature of 1400°C degrees. Lower values will not cause thermite fires.