Fully or partially mechanized welding facilitates the installation of pipelines, metal structures, and is used in the production of welded parts. Due to the mechanical movement of the welding head, the strength of the seam is improved. These types of equipment make T-joints, corner joints, and butt and overlap weld workpieces. A mechanized assistant helps to accurately connect the parts and position them at the required angle. Automatic and semi-automatic machines help to perform work in hard-to-reach places.
Regulatory acts used when carrying out welding work
The list of main State standards dedicated to mechanized welding includes:
- GOST 2601-84 Welding of metals . Terms and definitions of basic concepts;
- GOST 14771-76 Gas-shielded arc welding . Welded connections. Main types, structural elements and dimensions;
- GOST 19521-74 Welding of metals . Classification;
- GOST 3.1705-81 Unified system of technological documentation . Rules for recording operations and transitions. Welding;
- GOST 11969-79 Fusion welding . Basic provisions and their designations;
- GOST 29273-92 Weldability . Definition;
- GOST 30430-96 Arc welding of structural cast iron . Requirements for the technological process;
- GOST 2.312-72 Unified system of design documentation . Conventional images and designations of seams of welded joints;
- GOST R ISO 17659-2009 Welding . Multilingual terms for welded joints;
- GOST R ISO 857-1-2009 Welding and related processes . Dictionary. Part 1. Metal welding processes. Terms and Definitions;
- GOST 8713-79 Submerged arc welding . Welded connections. Main types, structural elements and dimensions.
Gas shielded welding
Shielding gases are one of the best means that can protect the weld pool from the influence of external factors. In order for welding conditions to be as acceptable as possible, the molten metal should not be affected by anything other than the electric arc and nothing should enter it except the molten filler material. Welding in a shielding gas environment meets the stated conditions and is therefore actively used in industry, construction, repair shops and other areas.
Gas shielded welding process
The technology of using gas and electric arc is successfully combined here. This allows you to combine the advantages of both options and obtain a means of connecting metal that could guarantee reliable operation. The versatility of application is due to the large number of gases used here. For each type of metal, you can choose its own variety, the features of which will correspond to the given conditions. Mechanized welding in a shielding gas environment allows you to join all types of metals that are used in production. This applies to their alloys and even dissimilar parts.
Advantages
Gas shielded welding has gained popularity due to its positive qualities, among which the following are worth noting:
- The quality of the connection is significantly superior to many other welding methods;
- Some types of shielding gases are relatively inexpensive;
- Mastering this technique for welders who already have work experience is not difficult;
- The connection can occur both at small thicknesses and for thicker parts;
- Welding receives a high level of productivity;
- Working with stainless steel, aluminum, copper and other non-ferrous metals and their alloys is no longer difficult, since thanks to gas protection, many problems with them have been solved.
Flaws
The disadvantages of welding in shielding gases are not as significant as the advantages, but they still exist:
- The wind can blow away the shielding gas that escapes from the torch, which ultimately takes away the main benefit of welding;
- Use in enclosed spaces where there is no ventilation is also not recommended, as this is associated with the risk of explosion and gas contamination of the room;
- Preparing a semi-automatic machine takes a lot of time, so it is used only for serious work;
- Gases such as argon are expensive and some welds are not profitable from an economic point of view.
Modes
For welding in shielding gas, inverter semi-automatic machines are most often used. They act as the main power source and regulate the output current and voltage parameters. The adjustment range depends on the specific model. But if we take standard connection parameters, when there is no need to work with ultra-high thickness, then almost any device can handle it. In addition, the main parameters affecting the mode include gas flow and wire feed speed. Here are the standard data for semi-automatic machines:
| Thickness, mm | Wire diameter, mm | Current value, A | Voltage, V | Wire feed speed, m/h | Gas consumption |
| 1,5 | 0,8 | 120 | 19 | 150 | 6 |
| 1,7 | 1 | 150 | 20 | 200 | 7 |
| 2 | 1,2 | 170 | 21 | 250 | 10 |
| 3 | 1,4 | 200 | 22 | 490 | 12 |
| 4-5 | 1,6 | 250 | 25 | 680 | 14 |
| 6 or more | 1,6 | 300 | 30 | 700 | 16 |
Welding technology
Gas shielded welding turns out to be very effective, but to achieve high-quality results you need to strictly adhere to the technology. The technology of welding in shielding gases has a number of differences from other methods, which affects the technology of its implementation.
At the very beginning, the metal is prepared for welding. Although it has such a great influence here, it is worth citing. After this, the equipment is connected and configured so that it corresponds to the required welding modes. The next step will be the ignition of the arc, which is carried out simultaneously with the burning of the burner flame.
"Important!
If the welding procedure requires preheating, then it is worth turning on the burner in advance and warming up the workpiece with it.”
Once the weld pool has begun to form around the electric arc, the wire can be fed. For this, a special mechanized device is used, which allows for feeding at a constant speed. This is convenient when you need to make a long seam without breaking the arc. The infusible electrode allows you to maintain the arc for the longest possible period of time.
When using direct current, welding is performed with reverse polarity. In this case, the likelihood of spattering is reduced, but metal consumption increases. The fact is that the deposition rate in this case will be significantly reduced. With direct polarity it turns out to be 1.5 times higher. It is advisable to carry out the bath from left to right, so that the specialist can see how the seam is formed, and not act blindly. All manipulations are carried out towards yourself.
Gas supply diagram for fusion
Forming a seam is simple, so the craftsman only needs to drive the machine smoothly at the same speed. With a well-tuned feed mechanism, this can be done to the very end of the seam. After the arc is torn off, which should be done in the opposite direction to where the seam went, additional heating may be required.
Gas shielded welding diagram
Protective gases used
Shielding gas for semi-automatic welding is selected for each case individually, since they all have their own properties. There are, of course, universal gases, but they all have specific application features.
Argon is just that universal option. It is distinguished by its higher cost and high level of protection, which significantly exceeds the others. It is an inert gas that creates an impermeable shell. It turns out to be harmful to health when used, so personal protective equipment must be used here.
Hydrogen is a rarely used gas. It is supplied in cylinders in a liquefied state under high pressure. The peculiarities of welding in shielding gases with hydrogen place it in a special category. It is best suited for welding copper.
Nitrogen also provides a protective environment during welding. Mechanized joining of metal products in a nitrogen environment is relatively inexpensive and at the same time has high strength characteristics. The gas is odorless, colorless and non-explosive.
Carbon dioxide is very often used as a shielding gas. It is inexpensive and well suited for welding steels with medium and low carbon content. It can perform the bulk of production operations.
Standards
This process is carried out in accordance with GOST 14771-76. This standard includes provisions for welds created by electric arc welding carried out in all types of shielding gases.
Conclusion
Among the modern variety of techniques, this type of welding occupies a confident place. The ratio of the cost of obtaining a seam, its quality and ease of use is one of the best today.
svarkaipayka.ru
Area of use
This type of technological work is widely used in production:
- ship hulls , components and workpieces in shipbuilding;
- tanks for storing oil and petroleum products;
- steel pipes and main pipelines;
- metal and reinforced concrete structures in construction;
- individual vehicle parts in the automotive industry;
- bridges;
- household metal products (gates, fences);
- when repairing agricultural and automotive equipment , etc.
Advantages and disadvantages
This type of mechanical welding has both advantages and disadvantages. The advantages include:
- high speed of work, high productivity;
- many areas of application;
- the opportunity to save due to small losses of electrodes (up to 2%);
- no need to additionally process the seams;
- absence of welding deformations, compactness and excellent appearance of seams;
- high resistance of the seam to mechanical loads due to slow cooling;
- reliable protection of the work area (no splashes) eliminates the need to provide workers with personal protective equipment;
- the opportunity to save money due to ventilation;
- low costs for staff training;
- independence of the result from the subjective factor.
When choosing a metal processing method, it is necessary to take into account the disadvantages:
- the ability to perform only horizontal seams if there is no additional equipment;
- inability to weld very thin sheets;
- inability to weld materials with a thickness of 16 mm or more without cutting edges;
- the possibility of increasing alloying due to mixing of the base material with the wire;
- difficulties with complex seam configurations due to the inability to see and control the process;
- difficulty in removing slag crust;
- high costs for wire and fluxes.
Welding machines are used in various industries. To ensure high productivity, it is necessary to select the right equipment. Although the process is universal, separate devices are produced for different metals. Much also depends on operating conditions.
By design, welding machines are:
- mobile (on wheels);
- portable (with handle);
- stationary (installed on the console).
Before purchasing, an analysis of the conditions at the enterprise and the work performed is required. The main criterion is the ability to perform maximum work at minimal cost.
Automatic equipment can be used for large and small seams, in hard-to-reach places. But these devices are designed to perform a large number of similar jobs in stationary conditions. During the welding process, it is impossible to change the quality of the seam, since the parameters are determined automatically. The advantage is the ability to use protective gases instead of flux.
The operation of a semi-automatic machine depends on the person. This equipment is most often mobile, so it is suitable for various production areas for creating short seams in large quantities or welding thick materials. A semi-automatic machine is not suitable if work is performed indoors with drafts or in the open air.
Important! The price of welding equipment depends on the purpose. The most expensive professional devices. The manufacturer is also important. Imported equipment is much more expensive than domestic equipment.
Mechanized processing technology
First, the surfaces to be treated are prepared. They carry out straightening to eliminate deformations of the rolled product, apply markings, and perform metal cutting and edge processing. The edges are machined using abrasive materials (tools) of high hardness.
Next, select the welding mode. Determine the strength, type and polarity of the current, arc voltage, welding speed, ambient temperature, number of passes, spatial position of the seam.
Electricity is supplied to the electrode, and the workpiece is grounded to initiate and maintain the arc. When these objects come into contact, a welding current is generated. Under the influence of heat, the metal of the electrode and the edge of the product melt. Molten particles of one and the other substance enter the weld pool, where they are mixed into a single mass. In this case, molten slag is formed, which rises to the surface and forms a protective film. Solidification of the metal promotes the formation of a weld.
The quality of the joint is affected by the presence of air. To ensure that the seam remains strong, the location is treated with a protective gas formed during the combustion of carbon, or with flux.
Galina Serikova - Welding work. Practical guide
Arc welding in a shielding gas environment is becoming increasingly widespread, as it has a number of technological advantages:
– ensures high labor productivity and the degree of heat concentration of the power source, so the thermal impact zone can be significantly reduced;
– makes it possible to join metals without the use of electrode coatings and fluxes, i.e., it eliminates such a welding stage as cleaning the seams from slag;
– allows you to automate and mechanize the welding process and carry it out in different spatial positions;
– used when working with both steels and non-ferrous metals and their alloys.
Gas shielded welding is the general name for various types of arc welding, during which a gas stream is supplied into the combustion zone of the welding arc through the torch nozzle. These can be inert gases (argon, helium), active gases (carbon dioxide, nitrogen, oxygen, hydrogen) and mixtures thereof, in particular:
– argon, carbon dioxide and oxygen. This mixture is used when welding steels with a consumable electrode, it minimizes metal loss due to spattering, stabilizes the combustion of the welding arc, eliminates porosity and produces a good quality seam;
– argon and oxygen, used for welding low-carbon and alloy steels. When welding, droplet transfer of metal is replaced by jet transfer, due to which productivity increases and losses due to metal spattering are reduced;
– argon and carbon dioxide. The scope of application of this mixture is the same as the previous one. Its use prevents the formation of gas pores in the seam, stabilizes the arc and promotes the formation of a high-quality weld.
Steel cylinders can contain both pure gas (a special device, a rotameter, is used to control its flow, and the supply is regulated by a separate reducer) and mixtures of them.
The classification of gas shielded welding is based on the following characteristics:
– according to the gas used during operation (active or inert);
– according to the method of protection (separate gas or mixture);
– according to the electrode used (consumable or non-consumable);
– by the nature of the welding current (direct or alternating).
Welding with consumable and non-consumable electrodes in an inert gas environment has recently become most widespread.
Non-consumable electrode welding is a process in which the heat source is an arc ignited between a tungsten or carbon electrode and the metal of the product (Fig. 81).
Rice. 81. Scheme of combustion of a welding arc in an environment of inert gases: 1 – electrode; 2 – filler wire; 3 – metal to be welded; 4 – seam; 5 – arc; 6 – gas stream; 7 – burner; 8 – air
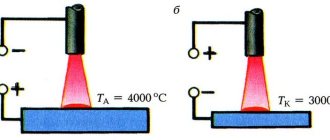
The greatest penetration of the welded metal is achieved when using direct current of direct polarity. In this case, power sources must have a steeply falling current-voltage characteristic, for example VDU-601, VSVU-300, etc. For welding on alternating current, an arc combustion stabilizer VSD-01 is used. The welding process is carried out both with and without additives.
In addition to the power source, equipment needed for DC welding includes:
– welding torches (Table 29);
Table 29. TECHNICAL CHARACTERISTICS OF SOME TYPES OF WELDING TORCHES
– device for initial arc initiation (OSPPZ-300 M, OSPP-2 M, etc.). The need for it is explained by the fact that the protective gases entering the combustion zone of the welding arc reduce the temperature of the arc gap, as a result of which it is difficult to initiate the arc;
– equipment for controlling the welding cycle. Arc welding in an argon environment provides a high-quality seam (especially when joining high-alloy thin-sheet steels), since it reliably protects the working area from exposure to atmospheric air. For welding steel with a thickness of up to 1 mm, a current of direct polarity is used, for a thickness of up to 3 mm, reverse polarity is used (it is not economically profitable to weld steel with a thickness of more than 3 mm). The modes that can be used when welding are given in table. thirty.
Table 30. EXAMPLE MODES FOR TIG ARC WELDING OF STAINLESS STEEL
When welding with a consumable electrode, an arc is excited between the end of the wire, which is fed into the arc burning zone using a special mechanism at a speed that matches the speed of its melting, and the metal being welded. The liquid metal of the electrode wire enters the weld pool and forms a seam.
If a consumable electrode is used, welding is carried out with a short or long arc. In the first case, the molten electrode metal is transferred in a fine-droplet manner, which makes it possible to reduce the welding current, reduce spatter losses, and ensure a stable welding process. In the second case, different methods of transferring molten metal are possible - small-, large-droplet, jet. At the same time, it is quite difficult to maintain jet transfer of metal when working in argon or its mixture with helium. Welding stability increases when 5% oxygen or 20% carbon dioxide is added to argon.
Welding in carbon dioxide is carried out in any spatial positions (Fig. 82) and is used for carbon and alloy steels. The advantages of this method are high productivity, a wide range of permissible material thickness and cost-effectiveness. But outdoor welding in a carbon dioxide environment is practically not used, since in such conditions it is difficult to protect the weld pool.
Rice. 82. Scheme of arc welding in a carbon dioxide environment (A – electrode wire extension): 1 – electrode wire; 2 – jet of protective gas; 3 – current-carrying mouthpiece; 4 – nozzle; 5 – feeding mechanismWelding in carbon dioxide is carried out in different ways - automatic, semi-automatic or consumable electrode. Below are its parameters:
1. Magnitude, type and polarity of current. Welding is carried out with direct current (alternating current is not suitable, since it does not ensure stability of the arc and produces a poor weld) of reverse polarity to avoid the occurrence of porosity characteristic of welding with direct polarity. The power source must have a hard or rising external characteristic. The magnitude of the welding current and the diameter of the electrode wire are determined by the thickness of the metal and the spatial position of the seam. The depth of penetration and welding performance depend on the current value. To regulate this parameter, the electrode wire feed speed is changed.
2. Arc voltage. As the voltage increases, the weld seam widens and the quality of its formation improves. But at the same time, the loss of silicon and manganese, spattering of molten metal and the sensitivity of the arc to magnetic blast increase. As the voltage decreases, the weld seam is formed less well. Therefore, it is important to maintain a balance between voltage and current, diameter and composition of the electrode wire. As a rule, the arc voltage does not exceed 22–28 V.
3. Diameter, inclination, feed speed and extension of the electrode wire. For welding, Sv-08 G2 S wire is used, which contains manganese and silicon, which act as deoxidizers. They prevent the formation of gas pores. For semi-automatic welding, wire with a diameter of 0.8, 1, 1.2, 1.6 or 2 mm is selected, and for automatic welding - 3 mm. For different types of steel, different grades of welding wire are used:
– for carbon and low-alloy ones – Sv-08 GS and Sv-08 G2 S, designed for current values of 300–400 and 600750 A, respectively;
– for low-alloy, high-strength steel – Sv-10 KhG2 S;
– for heat-resistant steels type 20 KhMF – Sv-08 KhGSMF, etc.
The stickout of the welding wire, depending on the value of the welding current, can vary between 7-14 mm at a current of 60-150 A and 15-25 mm at a current of 200-500 A.
4. Carbon dioxide consumption (7-20 l/min).
5. Welding speed (20–80 m/h).
Approximate modes for welding in carbon dioxide are presented in table. 31, and the wire feed speed is determined by the method of selection for the appropriate mode.
Table 31. MODES OF ARC WELDING IN A CARBON DIOXIDE ENVIRONMENT
During the welding process, the torch should not be held in the weld pool area, so as not to increase metal spattering. When making lower seams, the torch must be held at an angle of 5-15° forward or backward (the second option is preferable, since this protects the metal of the weld pool more reliably).
When mechanized welding of thin sheet metal (1–2 mm), oscillatory movements are not required, and it is recommended to hold the torch at an angle of 30–45° (backwards).
Butt joints of metal 1.5–3 mm thick are made by weight. Thinner metal is welded in a vertical position from top to bottom and is limited to only one pass.
profilib.net
Partially mechanized welding technology
Partially mechanized welding involves manually moving the torch and/or workpiece and loading and unloading parts. But the supply of filler metal occurs mechanically. Manual adjustment of welding parameters is possible.
There are left and right gas welding methods . The left method involves moving the burner from right to left, while also moving the filler rod in front of the flame. Ideally, the movement should be zigzag, perpendicular to the seam.
Right-hand welding involves straight-line movement of the torch from left to right. The flame is located in front of the rod and directed towards the molten bath. The metal seam does not cool down as quickly as in the first case. Because of this, the strength of the connection and productivity increase, and gas consumption decreases.
Welding process technology
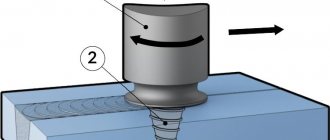
The method is simple - a 30-60 mm layer of flux is fed into the arc zone, covering and protecting the material. The arc is located in a protected space, melts the metal and welding wire, and the liquid materials are joined. The protective gaseous atmosphere displaces a small volume of the main molten material, and the next layer begins to boil. Flux prevents splashing of liquid metal and wasteful use of arc heat, improving the quality of the weld.
The wire is fed from a special mechanism equipped with two rollers: driving and pressing. The feed speed does not differ from the melting speed, this ensures uniform arc burning. Electricity is supplied through a head with a built-in mouthpiece.
The seam is formed by the process of moving the arc parallel to the material. The bath gradually cools, the liquid material crystallizes, and a seam forms. Flux forms a crust on the surface, slowing down cooling and helping to get rid of gases and impurities. The seam is dense, clean, and homogeneous in composition.
Important! The mechanization of the process allows for a short overhang and rapid supply of the electrode. This increases the current power by 6-8 times (when compared with manual welding), which allows you to increase productivity up to 10 times. You can process thicker parts and increase the volume of base material in the seam by up to 70%. The welder can be replaced by a highly qualified operator.
welding equipment
The production of welds is carried out using automatic and semi-automatic devices.
The automatic device includes:
- gas reducer;
- acid cylinder;
- heater;
- dehumidifier.
The main element of the machine is the welding head. The speed of melting depends on the speed at which it feeds the electrode wire (constant or variable).
Approximate cost of automatic devices on Yandex.market
The semi-automatic machine provides wire feeding mechanically. The movement of the arc in the direction of the seam is carried out manually.
Semi-automatic equipment includes:
- electric holder;
- cassette;
- control cabinet;
- welding torch;
- power supply;
- the wire.
Approximate cost of machines for semi-automatic welding on Yandex.market
The main element of the mechanism is the electric holder. It keeps the electrode in a certain position and provides current to the welding area. The arc is activated by a short circuit or a trigger button located on the handle of the holder.
Equipment
As a rule, high-tech devices designed specifically for specific areas of production or household use are used as equipment for mechanized welding.
All these units are equipped with independent current sources that ensure the formation of an electric arc. With their help, the entire welding process is also adjusted, taking into account the choice of flux or flux-cored wire feed speed.
Along with fully automated systems, semi-automatic mechanical units, consisting of two main modules, are actively used when welding metal workpieces. Such typical devices used in automation systems for fusion of workpieces include a self-propelled head and a control unit.
Units for mechanized welding in shielding gases incorporate a whole range of technical means, including gas reducers of a special design, cylinders with acid components, as well as special dryers. Drying devices are necessary to remove excess moisture from the working environment.
Mechanized submerged arc welding
Flux is a powdery substance for welding that complies with GOST 8713-79. Its properties resemble electrode coating, and the main substance is manganese silicate.
Flux can be fused or unfused. The former include substances that have undergone high-temperature treatment in ovens. The second category includes fluxes of ceramic origin and powders, sintered and crushed to a certain size.
Most often, submerged arc welding is used to join high-alloy and stainless steel, aluminum and copper alloys.
Approximate cost of flux on Yandex.market
Application area
Using mechanized welding machines, you can weld pipes, apply straight, circular and curved seams, and make connections in hard-to-reach places. Mechanization tools are designed for thin and medium-thick workpieces. The equipment is used for installation and repair work, and helps out in emergency situations. In mass production, full mechanization is used; in transport engineering, semi-automatic machines with the function of supplying flux and gas are more often needed. Center beams are welded on mechanized production lines, and car frames are welded on tilters. Automatic mechanized submerged arc and carbon dioxide welding is used in the production of straight-seam and spiral-seam pipes.
Disadvantages of seams
Defects in welding seams occur due to:
- differential heating of a metal product;
- shrinkage of the molten substance;
- structural changes in a chemical element.
To prevent welding imperfections, parts are secured in special tools. This option is ideal for viscous compounds that do not cause cracking.
Some welders use the reverse strain method or the method of complete (partial) elimination of internal stresses.
The classic case of eliminating deficiencies is heat treatment through high tempering. The product is heated to 650°C and after a short exposure is slowly cooled.
Areas of application
Mechanized submerged arc welding without filler metal is the main method of fusion joining. In addition to low-carbon steels, it allows you to work with alloy and low-alloy steel, alloys with the addition of nickel, aluminum, copper, titanium, and their alloys. The seams are resistant to aggressive environments, high pressure, vacuum, high and low temperatures.
This type of fusion processing is used in workshops for welding metals of different compositions. It is possible to connect dissimilar materials. In this way, similar structures with long welds are made.
Important! In practice, parts thicker than 60 mm are rarely welded (theoretically, the figure can be increased to 150 mm).