05/07/2021 Author: VT-METALL
Issues discussed in the material:
- 4 arc welding methods
- Mechanized arc surfacing methods
- Submerged arc surfacing method
- Vibro-arc surfacing: description of technology
- Method of arc surfacing in a protective gas environment
Various arc welding and surfacing methods are most often used when repairing worn or damaged parts. Due to their versatility, ease of learning and operation, and the relative cheapness of consumables and equipment, these metalworking methods have become most widespread.
This or that method of working with metal is selected based on the nature of the breakdown, the type of metal, the properties of the surface being processed and other parameters. From our material you will learn about the technology of performing various types of welding and surfacing, their advantages and disadvantages.
Mechanized arc surfacing methods
When choosing an arc surfacing method, it is necessary to take into account such important parameters as the characteristics of the material of the part intended for restoration, the physical and mechanical properties of the deposited coating, the geometric parameters of the workpiece, the level of wear and some others.
There are two types of mechanized welding (surfacing) - automatic and semi-automatic. In the first case, there is a mechanical supply of both electrode consumables (ribbons or wires) into the processing area, as well as relative movement of the part and the electrode. In the semi-automatic welding method, only the electrodes are moved mechanically. The electrode wire is supplied through a hose to the holder, which is moved by the welder himself along the required path manually.
To perform work using the automatic arc surfacing method, the following basic equipment is required: a welding head, a lathe or special machine, a power source and a hardware box.
The design of the welding head (automatic) consists of a feed mechanism for tape or electrode wire (traction rollers are most often used) with blocks for adjusting the speed of feed, lowering, raising, and turning the head.
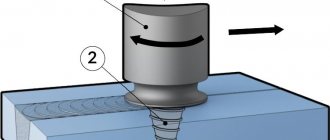
Some models of surfacing installations, in addition to a device for supplying the electrode to the workpiece, are equipped with a mechanism that produces transverse vibrations of the electrode, which makes it possible to obtain a much wider deposited layer in one pass. This helps improve productivity and seam quality.
Submerged arc surfacing method
Unlike the manual arc surfacing method, with this method the permissible current density increases up to 10 times (can be in the range from 150 to 200 A/mm2), which allows the use of increased welding arc powers without the risk of overheating the electrode. At the same time, surfacing productivity can increase up to seven times.
The arc burns under a layer of flux, due to which there is a significant reduction in heat exchange with the external environment. As a result, there is a significant reduction in specific electricity consumption during metal surfacing from 6–8 kW∙h/kg to 3–5 kW∙h/kg. In addition, the weld pool is protected from the negative effects of nitrogen and oxygen in the air. Compared to the stick electrode surfacing method, with this technology the presence of oxygen in the deposited layer is reduced by more than 20 times, and nitrogen becomes three times lower.
With the submerged arc surfacing method, compared with manual arc welding, the percentage of losses of electrode material due to cinders and spattering is reduced from 20–30 to 2–4%.
A welding arc is excited between the end of the electrode wire and the surface of the part. The wire enters the welding zone through the nozzle of the feed mechanism, and the base metal and flux come from the flux line. At a high temperature of the welding arc, the wire, flux and base metal melt and a weld pool is formed. A liquid film of flux forms above the welding zone, that is, an arc burns in a gas bubble under a molten shell of flux.
The ability of the flux shell to maintain the heat of the arc reduces waste losses of the applied metal and protects the molten bath from combining with nitrogen and oxidation. In addition, flux (both bulk and liquid) exerts pressure on the molten metal, which contributes to the high-quality formation of the seam.
On the base metal, the flux thickness ranges from 20 to 80 mm, and the part that was not involved in the welding process is returned to the hopper. When moving the weld pool, the already deposited metal cools down with the formation of a slag crust on top of it, which can subsequently be easily separated with light blows of a sharpened hammer. The slag is crushed and mixed with fresh flux and reused for welding.
Using the arc surfacing method under a layer of flux, it is possible to restore and strengthen fairly worn parts - with wear up to 5 mm. This technology is used for surfacing metal surfaces with a cylindrical shape (various axes, shafts, road wheels), flat products (flanges) and parts with curved shapes (hydraulic turbine blades, sprocket teeth, etc.).
The disadvantages include the following: it is not used when fusing parts with a diameter of less than 50 mm, the weld pool is not visible, high flux consumption and its high cost.
Preparing parts
The surface to be deposited must be cleaned to a metallic shine.
Cleaning is done immediately before surfacing using sandpaper at the same speeds of rotation of the part as during surfacing. The runout of the surface being deposited should not exceed 0.5 mm. If the part is more bent, it must be straightened or processed on a machine before surfacing. Before surfacing, damaged threaded holes must be processed until the old thread is completely removed.
Vibro-arc surfacing: description of technology
The vibro-arc surfacing method is a type of automatic welding in a shielding gas environment and under a layer of flux. With this technology, direct current with reverse polarity is used with a voltage of 12 to 20 V and a density of 50 to 70 A/mm2.
A rectifier with a rigid external characteristic and a welding converter are used as power sources. For additional inductance and stabilization of the welding current, a low frequency choke is used.
The design of the surfacing head has a feed mechanism, with the help of which electrode wire is fed into the arc burning zone at a given speed. Using an electromechanical vibrator, the mouthpiece makes reciprocating movements (vibrations) with an oscillation frequency of 100 to 120 Hz.
The amplitude of vibration of the electrode relative to the part is in the range of 1–3 mm. Periodic interruption of the arc causes fine droplet transfer of metal particles from the surface of the electrode to the workpiece. For this reason, an extremely minimal weld pool is formed, which ensures fairly reliable fusion of the base and electrode metals, a small depth of the thermally affected region and low heating of the workpiece, and much less burnout of alloying elements compared to conventional arc surfacing.
The vibration-arc surfacing method is widely used to restore wear on the external and internal surfaces of steel and cast iron parts with cylindrical and conical shapes, as well as flat workpieces. The range of diametric dimensions of parts processed in this way is from 8 to 200 mm.
Single-layer surfacing provides a layer thickness of 0.3 to 3 mm, and when applying several layers it can be produced to any thickness.
The function of protecting the molten metal can also be performed by steam, flux and carbon dioxide.
Electrode wire
To restore parts using vibro-arc surfacing, the following wire grades are used: Sv-08A, Sv-18KhGSA, Sv-15; Np-50, Np-65G, Np-30HGSA; 2nd class spring wire. The wire grade is selected depending on the required properties of the deposited metal (mainly hardness). Steel parts requiring high hardness are fused with class 2 spring wire and other high-carbon wire. The same wires are used to fuse cast iron parts. In addition, cast iron parts that require high hardness of the surface layer are welded with Sv-15 wire. For surfacing engine parts, wire with a diameter of 1.4-1.8 mm is mainly used.
Method of arc surfacing in a protective gas environment
The following types of shielding gases are used for welding various grades of metal:
- nitrogen – for copper and alloys based on it;
- carbon dioxide, water vapor - for cast iron and steel;
- helium and argon - for any metals;
- various mixtures of gases.
The high cost of inert gases forces us to limit their use in the arc surfacing method of parts made of high-alloy steels and aluminum alloys.
The supply of electrode wire to the arc combustion zone through the tip and mouthpiece, which are located inside the gas-electric burner, occurs at a certain speed using a special mechanism.
During contact between the part and the welding wire, an arc occurs. Mixing of the molten metal of the part and the electrode begins immediately. Carbon dioxide is supplied through the tube into the arc combustion zone under a pressure of 0.05–0.2 MPa, which displaces air and thereby protects the melt from the negative effects of nitrogen and oxygen.
With the arc surfacing method, a lathe can be used, the part is installed and clamped in the chuck, and the surfacing head is attached to the support. Carbon dioxide from the cylinder is supplied to the arc combustion zone. When gas leaves the cylinder, it expands rapidly and the temperature drops; for this reason, residual moisture in the cylinder can lead to freezing of the reduction gear and its premature failure. In order to eliminate such a negative point, a dehumidifier and a heater are used.
The gas passes through the coil and is heated using an electric heating element. After this, it enters a dehydrator, in which it is dehydrated by interacting with moisture absorbers (can be copper sulfate or silica gel). Carbon dioxide flow parameters are controlled using a flow meter.
Due to the relatively low cost of carbon dioxide, the arc surfacing method in a CO2 environment is gradually replacing the vibration-arc method and, to some extent, submerged surfacing, and, in addition, welding with stick electrodes when arc welding steel sheet material. When compared with submerged arc welding, this surfacing method has a productivity that is 25–30% higher, and its cost is 10–20% lower. The process can be quite simply automated and mechanized, since welding and surfacing is carried out in any spatial position. In the absence of flux, the operation of removing the weld zone from slag inclusions and flux residues is eliminated, which is especially typical when surfacing in several layers.
With a decrease in the heat-affected zone, high quality welding is ensured, it becomes possible to restore parts with smaller diameters (10–12 mm), as well as weld metals of small thickness. The mechanized arc surfacing method in carbon dioxide is widely used in the repair of bodies, cabins and other parts made of thin sheet steel, as well as for the restoration of the surfaces of shaft journals, pins, teeth of various gears and sprockets, axles, threads, etc.
The disadvantages of this method of fusing and restoration of surfaces include relatively large losses of electrode material (8–12%) and open light radiation from the arc. Various cracks and burnout of alloying elements often appear on the deposited layer. This occurs due to the decomposition of carbon dioxide at high temperatures into atomic oxygen and carbon monoxide. To avoid such processes, electrode wire with a high content of silicon, chromium, manganese and some deoxidizers, such as Sv-15Kh12NMVFB, Sv-08KhGSMA, Sv-08G2S, is used.
Arc surfacing in a carbon dioxide environment is carried out using reverse polarity and direct current.