Machine
A machine for sharpening circular saws is not just one device. This can be called a large group of equipment and tools for special purposes.
– Automatic. The sharpening process is completely mechanized and there is no need for human participation. Such devices are used for production purposes.
- Manual. These can be any devices and tools for sharpening by hand. The productivity of such equipment is much lower than automatic machines. This type has found application in handicraft workshops for domestic needs.
Equipment of this kind is available for sale in a wide range; devices may differ in function, power and price. A manual machine for sharpening circular saws, the price of which will be much lower (about 20 thousand rubles), can be made independently. The equipment consists of dense and hard alloy plates that serve as cutters.
Plates for them are made from alloys of various compositions.
Types of devices
Before you start manufacturing equipment, you need to find out what kind of machines are generally found. They are classified according to two principles.
Automatic - such machines are capable of performing basic functions without direct human intervention. They are most often used in industries where large quantities of materials need to be processed every day.
Semi-automatic units - human intervention is required for their operation. All work is done manually. These are the devices that are used in households.
Masters call this classification conditional, because the main difference between the presented devices is only in performance. A home machine can operate continuously for no more than 20 minutes. As for professional equipment, the time period is much longer.
It is important to pay attention to the configuration of the devices. In this regard, equipment can be divided into the following types:
- with abrasive grinding wheels;
- machines equipped with a sanding belt.
The first type is used more often than the second; all equipment is made from carbide plates and blades.
Professional machines operate continuously for up to 8 hours, but they have significant dimensions and power. The sharpening procedure depends on the device parameters:
- disc thickness (16–40 mm);
- outer diameter (1.2–25 cm);
- holes for fastening;
- manufacturing material.
The last parameter is important: there are diamond, corundum wheels, elements with a reinforcing plate made of hard alloys.
Differences in insert teeth
The tooth of hard alloys has four main planes for work: front, back and lateral (auxiliary). When the planes intersect with each other, cutting edges are formed: the main one and a pair of auxiliary ones.
The shape of the teeth is as follows:
- Direct. The use of this form will be justified when longitudinal cutting is required, which is quick in time and not required in quality.
– Oblique or beveled. The angle of inclination of the rear shape can be right or left, they alternate with each other. This configuration is the most common. Sharpening blades of different sizes are used to work with different materials in any direction.
– Trapezoidal. This tooth dulls its edges more slowly than a beveled tooth. Alternate it with the straight one. In this case, the rough cut was a longer trapezoidal cut, and the finishing cut was a short straight cut.
– Conical. This form of teeth performs a rough cut on the lower edge of the boards, while protecting the upper edge from chipping. Basically, the front edge of such an element is flat. But if you make it concave, then it is possible to use this device for cross cutting in a finishing version.
Read also: Power of energy source formula
Option 1 - making a simple sharpening machine from a sharpener
The first option for manufacturing the simplest sharpening equipment has the following form:
- On the workbench there is an emery machine, on the shaft of which there is a diamond-coated circle
- A fixed base is made from chipboard. This base simultaneously acts as a guide along which the moving frame will move
- At the next stage, a movable frame is made from chipboard or plywood, the walls of which should be directed downwards and act as a moving mechanism
- A disc clamp of the appropriate diameter is placed on the outside of the movable frame, and a groove is also made
- The result is a finished sharpening machine for saw blades
The manufacture of such a device requires a minimum of time and costs, and the effectiveness of its use is 100%. Details in the video:
Sharpening angles
The fundamental angles are those determined by the shape of the teeth. These are front and rear, as well as bevel along the front and rear planes.
For longitudinal cutting of the front angle, it is recommended to set the degree in the range from 15 to 25. For transverse cutting - 5-10 degrees. For universal saws of both sections, it is more correct to choose the average value of 15 degrees.
The size of the angle is also determined by the hardness of the cutting material.
You can buy a machine for sharpening carbide circular saws at a cost of 15,000 rubles. You can also shell out for more expensive devices. For example, PP-480Z will cost its owner 280,000 rubles. Prices vary and depend on the purpose of the device, its functions, power and performance. For a small workshop or home use, you can purchase a JMY8-70 circular saw sharpening machine. Its cost is within 18,000 rubles.
Self-production of a saw sharpening machine
When an electric unit is available for sharpening sharp surfaces, it does not matter whether it is factory-made or home-made. This topic is especially relevant when it comes to high-quality sharpening of teeth, which are made taking into account different geometric shapes and angles for turning. There are several such mechanisms and they resulted from the optimization of the processing of cutting surfaces, which have different properties.
The most common forms of serrated surface:
- In direct form, when concern about the quality of execution is not necessary.
- Shaped like a beveled tooth; There are two angles of the inclined surface: right and left. Typically used in circular saws. It is very often used in trimming products with lamination on both sides, because it does not show chipping cracks on either edge.
- In the shape of an oblong trapezoid. The surface is capable of holding the edge in a sharp position for a long time, rising above the teeth at a right angle. In such a situation, the teeth can be sawn black, and with straight teeth - clean.
- In the form of a conical fairing. Most often found in work on an auxiliary basis. Most often, the surface section of the laminate is cut, avoiding splinters during axial sawing.
From the front side, all the teeth consist of a flat surface, but some types of saws have a concave surface. The circular saw itself has four main angles, which form a certain shape in the intersecting plane:
- corner located on the front side;
- the angle forming the back surface;
- beveled corners in the plane of the front and rear entrance.
As an additional angle, the option with a sharpened angle is also taken into account, which forms a combination of the angles of the front and rear rows. In reality, the sharpening angle directly depends on the purpose for which the saw is intended.
- For longitudinal sawing, saws with dimensional characteristics at a rake angle of 15-20 degrees are used.
- Cross cutting for a circular saw is performed at a ratio of 5-10 degrees.
- Universal characteristics make it possible to increase the degree of inclination up to 15 degrees.
Very often, to determine the sharpening angle, an indicator such as the hardness of the wood is used. Depending on the level of hardness, the angle and size of the inclination are determined and the saw is selected accordingly.
It is by these principles that a sharpening machine for disc sawing is determined. Machines of this type have a certain design when cutting in a single way:
- During operation of the machine for sharpening circular saws, only the saw moves (the motor itself remains in its original state).
- During operation, two elements come into motion: a saw for sharpening and a motor with a circular motor parameter.
- Two standard elements also move: the saw and the motor.
A typical example is a standard homemade machine for sharpening circular saws, which can be a unit consisting of two interconnected elements:
- Grinding motor with removable shaft.
- A support pad that is attached to the disk base.
To ensure the full sharpening angle of the element, the unit always provides for a system that makes it possible to assist in changing the inclined surface on a blade with a serrated surface.
Sharpening rules
The main wear of saw teeth occurs on the top edge, which is directly involved in cutting. Its rounding can be 0.3 mm. The central face changes earlier than the others.
– We must not allow significant wear on the saw. The edge can be rounded no higher than 0.2 mm. It is more difficult to sharpen a saw that is duller than this value. This will take longer than for a tool with normal wear. The degree of wear is determined either by the type of cut or by the teeth.
– We must not forget about the maximum possible number of sharpenings performed. This value is in the range of 30-35 times. To achieve this result, both surfaces are treated at once.
– Before starting work, you should clean the working disk from dirt, and also measure the angles of inclination. Preparation for sharpening is carried out from the front of the tooth. The layer of metal that can be removed is 0.20 mm.
– If abrasive diamond wheels are used for sharpening, they must be cooled with a liquid of a special composition (coolant). For better quality and lower specific gravity, it is better to choose a high-grit wheel.
– Jagged edges and irregularities should not be allowed, even if this is a homemade machine for sharpening circular saws. They can lead to untimely exit from work and crumbling of the metal.
Basic rules for sharpening
The basic rules for properly sharpening circular saws are as follows:
The sharpening angles of the circular saw teeth are: rake angle (γ), back angle (α) and bevel angles of the front and rear planes (ε1 and ε2).
- In the process of achieving the desired sharpness of the upper (cutting) edge, it is necessary to carry out the maximum possible number of sharpening processes. Their number reaches 30-35 times. To achieve this, you need to carry out the sharpening process simultaneously on the back and front surfaces. If you do not do this, the maximum number will be reduced by 2 times.
- It is necessary to clean the disk from all contaminants (tar, oil, etc.). Then make a control measurement of the tooth inclination angles (this value may be indicated on some disks). It should be remembered that when working, you must first prepare the front side of the tooth surface, and then the back. The maximum layer of metal removed should be 0.03-0.20 mm.
- When using abrasive diamond wheels, it is necessary to cool them using a special liquid (coolant). To increase productivity and at the same time reduce specific wear, you need to choose a wheel that has a larger grain size.
- You should strive to ensure that the surface of the saw part is smooth. Possible nicks that appear during the process will lead to crumbling of the metal and rapid failure of the working surface.
A homemade machine will allow you to produce high-quality sharpening in compliance with all the rules of this procedure. Its cost will be much lower than factory devices.
Moreover, the operation of such a machine does not require professional skills in its use.
artisanal
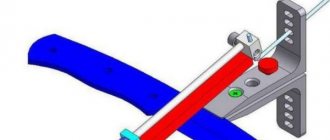
Sharpening it yourself won’t be too difficult. Especially if you have the necessary equipment. And if not, then you can make it yourself. You can make a machine for sharpening circular saws, the price of which will only please you, from simple parts. To do this you will need the following basic elements:
The circle is fixed on the engine, the disk blade is on the caliper, the screws will ensure the movement of the workpiece along the axis of the circle, which will provide the desired angle.
The main task for such an element as a machine for sharpening circular saws is to fix them in the required position relative to the circle. This is necessary to accurately maintain the angles; this can be provided by a stand mounted on the machine frame in the same plane as the circle.
When placing the disk on a stand, the teeth must be perpendicular to the plane of the sawing machine.
Sharpening using a machine
If it is possible to purchase a special machine, then the process in question can be carried out with maximum efficiency. This device is compact in size and can be used at home.
Particular attention is paid to the choice of abrasive wheel. In this case, we note the following nuances:
- Carbide blades are difficult to sharpen.
- When choosing, you should pay attention to wheels made of CBN, with diamond chips or green silicon carbide.
The sharpening process when using professional equipment is very simple. The disk is secured using a special clamp. It was created taking into account the design features of the circle. We will pay special attention to the fact that when using special machines it is very easy to sharpen circular saws while maintaining the required parameters. In this case, the error is minimal. This is due to the fact that the design has a special angle indicator meter. In order not to be mistaken at the time of work as to which teeth have already been processed, you should use a marker to mark the starting point.
Exploitation
Before you start making this unit yourself, you need to think through the drawings of a machine for sharpening circular saws. You can calculate them yourself, or you can turn to a professional. In any case, in order to understand all the intricacies of the future device, you cannot do without a preliminary paper version. If you have the necessary knowledge, you can cope without turning to a specialist.
A machine for sharpening circular saws, created with your own hands, has a big advantage in terms of price over a factory unit. It also does not require any special skills to operate.
Features of using the machine
To carry out sharpening, the owner does not need special skills. You just need to be careful and follow the rules of behavior around the machine:
- You should regularly clean the surface of the grinding wheel from dirt and monitor its condition.
- The saw blade must be positioned correctly during operation.
- When performing the procedure, you need to monitor the heating of the material being processed.
- If there is a uniform burr on the edge of the saw blade, then sharpening must be considered completed.
- After sharpening the blades, they must be thoroughly polished.
Any circular saw loses its primary characteristics with regular use. Sharpening the saw blade teeth will help restore cutting ability. To make it efficiently and quickly, you need to build a special machine. It has a simple design but is highly efficient.
Sharpening without a machine
You can sharpen a saw at home without the help of a machine. But you shouldn’t hold it by hand while sharpening on a grinding wheel. For correct operation, hand effort will not be enough, and the eye will not be able to adjust the desired angle. To simplify the task, you can use some kind of fixation device; for this purpose, a regular flat delivery will be useful. The axis of the sharpening disk must coincide with the surface of the stand. And the circle, in turn, should be placed perpendicular to the saw. If it is necessary to make corners, the structure is made movable using hinges. But here the difficulty arises in maintaining the same angle of the front and rear sharpening. Rigid fixation of the saw wheel in relation to the abrasive disc will help to avoid this. This can be done by using an arbor groove or attaching stops in the stand, which will allow you to secure the corner.
Types of sharpening machines for circular saws and sharpening rules
In principle, you can sharpen the teeth on a circular saw using an ordinary file.
However, when choosing this very labor-intensive method of sharpening, difficulties arise that only a person with the appropriate experience can cope with. In particular, it is quite difficult to maintain the required degree of angles. It is much faster and more efficient to use special machines to sharpen circular saws.
- Types of machines
- Main characteristics
- Disc tooth shape
- Basic rules for sharpening a circular saw blade
- Homemade sharpening machine
Types of teeth
The main cutting element of the disc is the teeth. They are made from carbide material. A tooth consists of four sides: front, back and two sides. Also from the main cutting edge and two additional ones.
Teeth requiring sharpening are divided into:
- Direct. Used for longitudinal sawing of blades.
- Beveled. They have an angular cut on the back plane of the tooth. They can cut not only wood, but also plastic or chipboard.
- Trapezoidal. In cross-section, the cutting plane has the shape of a trapezoid. Thanks to this, they can be sharpened less often.
- Conical. They have the shape of a cone.
Sharpening angles
A circular saw has four corners that need to be sharpened after dulling. These are the front and back angles. Also the cutting angles formed by the front and back surfaces.
Depending on the direction of sawing, they need to be sharpened correctly. When longitudinal cutting, the rake angle ranges from 15 to 25 degrees. In the case of cross cutting, the sharpening angle is reduced to 5-10 degrees. If universal cuts are required, then the tooth is sharpened at an angle of 15 degrees.
The density of the material has an important influence on the angle. The lower it is, the more urgently the tooth is needed. If the material being processed is plastic, then the angle can be negative.
Option 2 - how to make a sharpening machine from a grinder and a drill
In addition to an emery machine, you can use a grinder or angle grinder to make a contactor. An appropriate diamond-coated sharpening disc is installed in the spindle of this tool, and the power tool itself is fixedly attached to the base. The principle of manufacturing the conductor is as follows:
- Take a frame made of chipboard or fiberboard measuring 50x80 cm. The components will be located on this frame
- Initially, you should fix the angle grinder motionless using clamps. The tool spindle should be positioned at right angles to the frame
- A movable frame is made and placed at the end of the tool, on which discs for sharpening will be installed.
- Frame mobility is achieved through the use of furniture slides
- A bracket is made on the frame to secure the sharpened equipment
The finished product is shown in the photo below.
How to use, as well as the features of working on a homemade machine for sharpening the equipment of circular saws, is shown in the video.
The result of the work done is the following - restoration of the integrity of the disk with teeth, which allows you to continue working with power tools when processing wood. The methods discussed in the material are suitable for sharpening saw blades of tools such as grinders, circular saws and stationary circular saws. If the principle of performing the work is clear, then there will be no difficulties with the manufacture of a special machine and its operation.
Sharpening circular saws with pobedit tips
It is not easy to maintain sharpening angles for circular saws with carbide tips because pobedite is applied to the tooth. This alloy is attached by soldering. The geometry of the cutting part is complex, and the sharpening parameters require precise control.
Work is carried out by smoothing the cutting edge to a radius of 0.3 mm. A greater value should not be allowed.
Recommendations for sharpening:
- Sharpening is carried out on the front and back planes of the tooth. If the work is carried out correctly, then the total number of sharpenings until the blade is completely worn out will be 30 times.
- You should start working from the front plane.
- The part of the tooth that is soldered must fit tightly to the abrasive wheel.
- Turning time ranges from 3 to 5 seconds. Can't go any longer. This leads to excessive heating of the metal. It is overheated and tempered with a decrease in hardness.
- The thickness of the material being ground is around 0.15 m.
Do-It-Yourself Saw Blade Sharpening Machine
Building a personal home will be difficult and time-consuming without using modern tools. The circular saw has gained enormous popularity among builders, surpassing other types of wood saws in its accuracy and cleanliness of cutting.
Diagram of a machine for sharpening circular saws and knives.
Since this power tool is an intensively used and therefore wears out device quite quickly, sharpening circular saws on your own becomes very important.
To properly sharpen a circular saw, you need tools such as:
- ratfil;
- assembly vice;
- block of wood;
- colored marker.
Sketch 1. Saw tooth diagram. Planes: a - front, b - rear, c - two lateral. Edges for cutting metal: 1 – main, 3.5, 3 – additional.
It is necessary to sharpen a circular saw only when necessary. But in fact, that such a moment has arrived will be signaled by 4 precise signs. Namely, urgent sharpening of wood circular saws is required if:
- Strong heating can be felt on the safety guards of the saws in the area of the electric motor. From time to time, such an increase in temperature is accompanied by the appearance of smoke from under the casing.
- To obtain good results, you have to apply more pressure on the circular saw than before.
- During the operation of blunted teeth of saws on wood, the appearance of black marks and traces of carbon deposits is recorded on the cuts in the wood. You will receive the appropriate aroma of burnt wood.
To better understand how to properly sharpen circular saws, you should understand the features and structure of the part of the disk that cuts the wood. This main part is the cutting teeth.
Circular saw and end mill sharpening machine from Paoson WoodWorking
What remains for our client to do, the teeth are made of carbide metals. They (Fig. 1) have 4 working flat surfaces: front (a), rear (b), in addition two side planes (c). They play a supporting role. One main (1) and two additional (5 and 3) edges for cutting material are formed on the crossing lines of the designated working planes.
In accordance with the configuration that remains to be done by our client, the cutting teeth of circular saws are divided into the following varieties:
Sketch 4.5. Sharpening angle diagram.
- Straight teeth. In most cases they are used for accelerated longitudinal sawing. Not designed for perfect cutting quality.
- Beveled (oblique) teeth. They are characterized by the presence of an angular cut on the back flat surface of the tooth on the left or right side. From time to time on the disk, teeth with different bevel sides alternate; in this case, they are called alternately beveled. Such elements are used for cutting not only wood, but also chipboard and various plastics. With a larger bevel angle, high-quality sawing without chipping at the edges of the cut is ensured.
- Trapezoidal teeth. In cross-section, the cutting surface has the shape of a trapezoid. Thanks to this configuration, they do not become dull for a long time. Often the disc alternates with straight teeth. In this case, trapezoidal elements perform preliminary sawing, although straight ones create finishing.
- Conical teeth. They have a cone-shaped appearance. Usually they perform auxiliary functions of preparatory cutting of the laminate. These teeth are used to process the designated floor covering to prevent chipping when cutting laminate panels with a main saw.
Sketch 3. Scheme of grinding metal on saw teeth.
Sharpening a pobedite disk on a homemade device. Sharpening a carbide-tipped disc
The working parts of circular saws are sharpened at 4 main sharpening angles. These angles (Fig. 5), as well as the shape of the cutting tooth, are the main technical parameters of the disk.
What is needed, which circular tooth is characterized by the frontal (γ), rear (α) angles, and additionally the cutting angles of the front and rear surfaces (ε1 and ε2). The size of the indicated angles depends on the purpose of the sawing device, the material being cut and the direction of sawing.
For example, a rip saw is sharpened at a relatively large rake angle (15° to 25°). The sharpening index of the front angle for cross cutting is in the range from 5° to 10°. But the universal option, which processes the material in any direction, is usually sharpened at an angle of 15°.
Today, the indicated angles are also influenced by the degree of hardness of the objects being cut. Their values are seriously dependent: the harder the material that makes up this or that workpiece for sawing, the less sharp the cutting teeth are.
The main principle of sharpening the teeth of carbide saws is based on the fact that during long-term use, the most significant wear occurs on the upper cutting edge. As a result of intense use, its line can be rounded to 0.3 mm or more. As for the tooth planes, the most wear is recorded on the front surface.
Proper sharpening of the cutting parts should ensure that the edges have the same appearance when their rounding radius does not exceed 0.5 mm. For this purpose, you are advised to grind the metal in parallel on the front and rear planes of the tooth (Fig. 3). This method is good. Of course, only sharpen the front plane, but under such circumstances, such an operation will take more than just time, and in addition, the tooth itself will grind down faster due to the need to remove not just metal from the front surface.
Correct and High-Quality Sharpening of Saw Blades Theory Part 1
The standard layer of metal to be ground is 0.05-0.15 mm.
Sketch 4. If you want the sharpening to be correct and the disc to be fast, you should secure it perfectly.
You can sharpen your saw at home. For this purpose, you do not at all need to have a special sharpening machine in your workshop, which costs a lot of money and is used for its intended purpose quite rarely.
However, simply holding the disk in the palm of your hand while sharpening the teeth on a grinding wheel is irrational. No amount of steady hand or excellent eye is enough to make the cutting element perfectly sharp and suitable for effective work. For this purpose, take care of making the most common fixing device (Fig. 4).
For example, the most common flat stand will help to hold the toothed circle of the circular saw in a strictly given position relative to the sharpening disk.
Its surface should coincide with the level of the grinding disc axis. The toothed wheel itself is placed on the stand in such a way that the sharpened planes of the teeth are perpendicular to the saw blade. To sharpen beveled teeth along the front and rear surfaces, the indicated device is made with a movable hinge.
But in this case it is difficult to maintain similar values of the front and rear sharpening angles. To eliminate this problem, the center of the saw wheel is aggressively fixed in a suitable position relative to the abrasive disc. This is done either using a groove for a mandrel, which is mounted on a stand to place the saw being sharpened here, or by installing special stops on the stand that secure the saw blade at the required angle to the sharpening wheel.
Application of the machine
The simplest machine for working at home is a motor with an abrasive. The wheels can be diamond, CBN or silicon carbide.
It is difficult to keep the blade in a certain position relative to the abrasive. You need to use the tools. This can be a horizontal stand or a fixing device, where the upper plane must coincide with the axis of the abrasive.
The tooth to be sharpened is located on the plane so as to be perpendicular to the blade. After turning on the engine, the blade is brought to the circle and pressed against it with a tooth. The layer of metal being removed is regulated by the pressing force. Having finished working with one tooth, the next one is approached using the same method. And so on in a circle until the end.
For the purpose of universalization, the stand is being modernized. The front part is made movable, and a pair of bolts are screwed into the rear. With their help you can adjust the tilt of the canvas. It becomes possible to sharpen the front and back planes of an oblique tooth.
The problem of maintaining the same front and rear sharpening angles remains. To do this, it is necessary to fix the blade relative to the center of the abrasive wheel. To do this, the disk is inserted into a special mandrel, and a groove is made in the stand for it. The required sharpening angle is maintained by moving the mandrel along the groove. If the diameter of the disks is different, then it must be possible to move the engine or stand with a groove.
Another way is to install stops that will fix the desired position of the disk.
Machine tool unit JMY8-70 - benefits and distinctive features
Modern sharpening machines for circular saws, such as the JMY8-70, are one hundred percent Chinese assembled and are entirely a high-quality unit suitable for long-term use. Many specialists in self-assembly of the unit take this device as an example when the need arises to make a machine with their own hands.
Advantages of this system:
- It is based on its own circle for processing the part using a diamond heater, the minimum radius size is 65 mm.
- The saw is equipped with an inclined support, which makes it possible to sharpen the product at the required angle with a saw yourself.
- The body surface is made from special cast steel, mainly used in aircraft construction.
- The unit is installed on rubber cushioning materials. They allow you to minimize the vibration component when processing material and make it possible to drink or add water from time to time to prevent the mechanism from stopping.
- The mechanism is extremely easy and simple to adjust. Even unskilled personnel are able to operate this unit, including completely untrained specialists.
When shipping the goods, the manufacturer provides detailed instructions for effective operation of the unit, which fully describes all the strengths of the unit and methods of working with them.
Main technical characteristics associated with the JMY8-70 device:
- The dimensions of the wheel for grinding have triangular parameters: 117x9x7 mm;
- The sharpened wheel can rotate at an angle of at least 20 degrees.
- The diametral surface of the saw for sharpening is at least 70-800 mm.
- The standard grinding wheel is set in motion in a matter of seconds, and its torque speed reaches 2900 rpm.
- Unit weight – 35 kg.
Many people who use manual labor use circular saws made from complex components not on a regular basis, but depending on the need. Thus, the purchase of factory equipment may result in unnecessary financial costs. The best solution for home work is to use a homemade circular saw sharpening machine. This is why turning to third-party companies makes no sense.
A typical unit for self-growing of a part includes:
- Electric motor with attached attachment for the grinding disc.
- A stand, most often on the surface of which it is possible to locate the axis of rotation of the grinding wheel.
- The tilt of the stand is ensured by means of hinges on one side, and also thanks to a rotating moment on the other side. This makes it possible to sharpen the unit along the front and rear surfaces.
- The disk edge is fixed using special holders on which the saws are mounted. For this reason, a special groove is installed on the surface, on which the saw is fixed. Strict adherence to the rules of the instructions makes it possible to maintain the sharpening angle of the tooth surfaces.
- Material processing devices have different diameters.
- There must be high-quality stops for reliable fixation of the unit.
Video: homemade circular saw sharpening machine.
Sharpening by hand
In the absence of a machine, sharpening can be done with a file. To do this, it is important to clearly fix the disk. This is done using a vice. If you do not remove the canvas from the circular saw, you can do without them. Bars are inserted between the teeth, and the tool rests on a vertical plane.
A mark is made at any point on the circle with a marker. This way it will be clear when the work is completed. Processing is carried out with a flat file that fits well between the teeth. The top edge of the tooth and its front face are subject to the greatest wear.
First, work is carried out on the rear surfaces of the teeth around the entire circle. At the second stage, they begin to sharpen the front edges. It is important to remember that the applied force must be the same, then all the teeth will be sharpened evenly.
It is possible to sharpen a circular saw disc at home. To do this, it is better to purchase a simple machine. In its absence, you can use a vice or homemade stops. After finishing work, check the tool. During the cutting process, its operation should be smooth and quiet.
How to sharpen a disc with a machine
To restore the integrity of cutting discs, two methods are used - manual and automated. Performing the procedure manually is not only difficult, but also time-consuming. That is why it makes sense to buy a sharpening machine for saw blades or make the device yourself.
A simple device for sharpening saw blades is considered to be a sharpener or an emery machine, on the shaft of which you need to attach a special wheel - diamond, CBN, or sputtered silicon carbide. The difficulty in implementing the process is that the equipment being sharpened must be fixed in a stationary position, so holding the disc in your hands while sharpening it is not recommended. This is not only dangerous, but also reduces the quality of sharpening.
Instructions for properly sharpening cutting blades for circular saws:
- Each tooth that is sharpened must be perpendicular to the blade.
- The principle of sharpening is that each tooth of the disk must be brought to the rotating blade (diamond wheel).
- The amount of metal layer removed depends on the magnitude of the clamping force. The more wear or abrasion of the teeth, the more firmly the tool should be pressed against the blade.
- The procedure is performed in a similar way for each link