We work with pipes up to 1400 mm.
We work on our own imported equipment
Urgent departure is possible within 2-3 hours or the next day
We provide electric generators for rent
A complete set of necessary documents for welding pipes and gas pipelines
Individual approach to customers
Welding technology certified by NAKS and specialists of levels 1,2,3
Butt welding
Butt welding of HDPE pipes, water pipelines, sewerage, cases, cables, etc. (except gas pipelines).
| Ø, mm | SDR | Installation price per joint | Minimum order* | Joints per day | Required el. power and cost of renting an electric generator | ||||
| Without removing the burr | With burr removal for CTD (control joint) | Moscow and up to A-107 (MBK). | From A-107(MBK) to A-108(BBK) | Next A-108(BBK) | |||||
| 90 | 26-11 (PN6-16) | 800 rub. | 960 rub. | 20,000 rub. | 15000 rub. | 18000 rub. | by agreement | up to 25 | 7 kW 220V RUR 4,000/shift |
| 110 | 26-11 (PN6-16) | 800 rub. | 960 rub. | ||||||
| 125 | 26-11 (PN6-16) | 800 rub. | 960 rub. | ||||||
| 140 | 26-11 (PN6-16) | 800 rub. | 960 rub. | ||||||
| 160 | 26-11 (PN6-16) | 900 rub. | 1100 rub. | ||||||
| 180 | 26-11 (PN6-16) | 1000 rub. | 1200 rub. | 10-15 | |||||
| 200 | 26-11 (PN6-16) | 1100 rub. | 1300 rub. | ||||||
| 225 | 26-11 (PN6-16) | 1300 rub. | 1500 rub. | ||||||
| 250 | 26-11 (PN6-16) | 1600 rub. | 1900 rub. | ||||||
| 280 | 26-11 (PN6-16) | 2100 rub. | 2500 rub. | ||||||
| 315 | 26-11 (PN6-16) | 2500 rub. | 2760 rub. | ||||||
| 355 | 26-11 (PN6-16) | 2900 rub. | 3500 rub. | 23000 rub. | 18000 rub. | 23000 rub. | by agreement | 5-10 | 12 kW 380V RUB 5,000/shift |
| 400 | 26-11 (PN6-16) | 3300 rub. | 3900 rub. | ||||||
| 450 | 26-11 (PN6-16) | 3900 rub. | 4600 rub. | ||||||
| 500 | 26-11 (PN6-16) | 5000 rub. | 6000 rub. | ||||||
| 560 | 26-11 (PN6-16) | 5400 rub. | 6400 rub. | ||||||
| 630 | 26-11 (PN6-16) | 6000 rub. | 7200 rub. | ||||||
| 710 | 26-11 (PN6-16) | 8000 rub. | 9000 rub. | 30,000 rub. | 27000 rub. | 35000 rub. | by agreement | 4-8 | 44 kW 400V RUR 10,000/shift |
| 800 | 26-11 (PN6-16) | 9000 rub. | 10,000 rub. | ||||||
| 900 | 26-11 (PN6-16) | 10,000 rub. | 12000 rub. | 42000 rub. | 36000 rub. | 45000 rub. | by agreement | 4-6 | |
| 1000 | 26-11 (PN6-16) | 12000 rub. | 14000 rub. | ||||||
| 1200 | 26-11 (PN6-16) | 15000 rub. | 18000 rub. | 60,000 rub. | 60,000 rub. | 65000 rub. | by agreement | 2-4 | |
| 1400 | 26-11 (PN6-16) | 20,000 rub. | 24000 rub. | ||||||
We weld polyethylene pipes end-to-end - features of the work
Butt welding of large-diameter plastic pipes is one of the simplest and most inexpensive options for creating a HDPE pipeline. The basis of this technique is as follows - initially, the ends of two pipes are heated, and then, under a certain level of pressure, they are joined to each other, forming a reliable and monolithic connection. This method is widely used by specialists for connecting pipes whose walls are thicker than 0.5 cm and whose diameter exceeds 5 cm.
Attention! Under no circumstances should you weld polymers that are not identical in composition. It is necessary that all elements were purchased at the same time, in one batch.
Do-it-yourself butt welding is carried out according to the following algorithm:
- Initially, the clamps are mounted, centered and fastened to the pipe; The joint is trimmed mechanically; The axis is checked; Using a welding mirror, the ends of the elements being connected are heated; The welding mirror is removed, the HDPE material is joined under a certain level of pressure; After completion of the work, the material is left to cool and move on to the next junction.
In total, for this type of work, there are three types of equipment:
The simplest of them are manual units.
They are used for joining (welding) pipes with a small diameter. All equipment settings are made by the operator, who uses the table for welding polyethylene pipes and sets the necessary parameters using it. After heating, the ends will have to be connected manually. Semi-automatic thermistor welders used for joining HDPE pipelines differ from manual ones in the presence of hydraulics, which includes a hydraulic station and a centralizer.
The main advantage of the unit is that heating and welding are carried out automatically. Welding modes must be set by the operator. Automation is an excellent welding system that exclusively requires human presence. The operator only needs to set a few parameters - material grade, SDR and pipeline diameter.
Otherwise, the machine will do the job. This method is attractive because it completely eliminates the human factor - all joints are smooth and reliable. The only drawback is the high cost of the products.
Parameters for butt welding of HDPE pipes It is necessary to take into account the fact that the technical map does not imply such data as the heating temperature of the joints. It is necessary to remember that PE 100 grade material heats up and melts at a temperature of 220°C, PE 80 grade material – from 200 to 220°C.
Welding of HDPE gas pipelines
Welding of polyethylene gas pipelines using machines with a high degree of automation. The cost of the work includes a full set of documents for the joint (certificate for the machine, welder’s certificate, certified welding technology, welding protocol, etc.), a guarantee for ultrasonic flaw detection of the weld.
| Ø, mm | SDR | Installation price per joint | Minimum order* | Joints per day | Required email power and cost of renting an electric generator | ||
| Moscow and up to 30 km from the Moscow Ring Road. | From 30 km to 60 km from the Moscow Ring Road | more than 60 km from MKAD | |||||
| 90 | 11 (PN16) | 1200 rub. | 18000 rub. | 22000 rub. | by agreement | up to 20 | Power 7 kW 220V 4000 rubles/shift |
| 110 | 1400 rub. | ||||||
| 160 | 1600 rub. | ||||||
| 180 | 11 (PN16) | 2200 rub. | 24000 rub. | 28000 rub. | by agreement | up to 15 | |
| 200 | 2400 rub. | ||||||
| 225 | 2600 rub. | ||||||
| 250 | 3200 rub. | to 10 | |||||
| 280 | 3800 rub. | ||||||
| 315 | 4200 rub. | ||||||
| 400 | 11 (PN16) | 6200 rub. | 30,000 rub. | 35000 rub. | by agreement | up to 8 | Power 12 kW 400V 5000 rubles/shift |
| 500 | 8800 rub. | ||||||
Electrofusion welding
Another known method of welding polyethylene pipes is installation using electric couplings (it is also called thermistor welding). The main positive characteristics of electrofusion welding are the high-quality connection of pipeline elements and a simple, quick installation process. With its help, unlike butt welding, you can connect pipes with a wall thickness of 4 mm or less.
Instructions for welding using electric couplings involve the following steps:
- Cleaning the ends from dust and dirt to length? coupling length or even more - is done mechanically. Degreasing of surfaces, removal of the oxide layer.
Set of equipment for electrofusion welding
- Installation of the coupling on the pipe, centering. Welding connection of the coupling and the end of the pipe, a welding machine for polyethylene pipes is used. Cooling of the joint occurs naturally, there should not be any outside influence on the seam.
Soldering of polyethylene pipes and fittings can be carried out by welding machines with different degrees of automation. Depending on the integrity of a particular manufacturer, the build quality of the equipment itself and its ability to work in different conditions may differ.
Electrofusion soldering process
A welding machine for sleeve welding is very easy to use, equipped with a scanner that reads information from a bar code located on the fitting (welding time, voltage, temperature, etc.). Based on the data received, the unit itself sets the welding parameters, automatically performs the task, controls all stages and, in case of an error, notifies the operator by displaying its digital designation on the screen.
HDPE pipes (made from low-density polyethylene) are a popular building material that is actively used these days. This type of pipe is ideal for installation of pressure and non-pressure pipelines. The small mass of the material, ease of processing and operation, have made them indispensable in modern realities.
Pipeline installation has turned into a pleasant and interesting hobby - many home craftsmen do the work themselves. There are several ways to connect pipes, among which the most popular is welding polyethylene pipes.
In general, polyethylene pipes are a high-tech, elastic and durable material. The material withstands environmental influences well. That is why many experts recommend using the material for the construction of pipeline systems of any type.
The popularity of HDPE pipes is justified by the fact that anyone can install a pipeline system, even a beginner in this matter. In this article we will look at the main types of connections and study the most reliable of them.
Polyethylene pipe welding technology
Welding modes
Butt welding modes (PIPEFUSE)
The recommended pipe wall thickness for butt welding should be at least 4.5 mm. Butt welding is allowed to be carried out at air temperatures from -15°C to +45°C. The price per joint for welding HDPE pipes is set differently by each company. We recommend ordering butt welding of polyethylene pipes in Moscow from us. You can see prices for installation of HDPE pipes in the table above.
Butt welding is a rather complex technological process that requires highly qualified personnel and high-quality equipment. Therefore, the price for butt welding of polyethylene pipes may seem expensive to you. But remember that you are paying for high quality, so that in the future you will not spend money on solving problems that arise when ordering a service at a low price. Most often, the price for a PE pipe welding joint is set individually. We can install polyethylene pipes 160 mm, 200 mm, 100 mm and so on. Finishing with pipes of 1400 mm.
However, this method has a number of undoubted advantages:
- Welding polyethylene pipes does not require heavy equipment;
- A team of 1 - 2 people can weld polyethylene pipes.
- Significantly lower electricity (or fuel) consumption compared to welding steel pipes.
When using so-called “long pipes” (on coils or in coils), the number of welded joints is reduced by 50 - 100 times. All this significantly speeds up pipeline construction and reduces installation costs.
The welding cycle can be divided into the following stages:
- Melting of pipe ends;
- Heat;
- Removing the heater from the welding zone;
- Welding;
- Cooling.
Diffusion method of soldering PE pipes
Today, polyethylene still does not have the same authority as metal or metal-plastic, but in fact its strength and performance characteristics are no worse. Modern technologies at the production stage make it possible to make PE pipes of high quality and reliability. The most interesting method of welding them is considered to be diffusion, which does not require the use of special equipment. Even a beginner can perform welding work using this method.
High- and low-density polyethylene (LDPE and HDPE) are one of the most popular polymer thermoplastics that are in high demand when organizing a wide variety of water supply, wastewater, etc. systems. A distinctive feature of the polymer material is that when heated, it softens because the interconnection of the chain of molecules with each other is lost. Freezing, it regains its former strength, as if the transformation had never happened at all. It is this feature that makes polyethylene an ideal material for welding work on it. While softening the two products, they can be connected, which after hardening will lead to the strongest possible bond. A very strong weld will be created between the two pieces.
PE pipes are welded at a relatively low temperature of 270 degrees Celsius, which greatly simplifies the task of selecting equipment and its subsequent use. The operating time is extremely short (a few seconds for each stage) and can only be adjusted by changing the thickness of the pipelines.
Electrofusion welding
This welding method is applicable for connecting tubes with different wall thicknesses, different diameters, or for installing sewerage systems
Welding of polyethylene pipes using the electrofusion method is used if the pipeline is installed in a confined space where the technician is not able to move freely. In addition, this welding method is applicable for connecting tubes with different wall thicknesses, different diameters, or for installing sewerage systems.
Electrofusion welding of polyethylene pipes is considered the most expensive, but the joints obtained in this way are suitable for operation at a pressure of 16 atm. The work of joining tubes using this method is carried out using special couplings, the design of which has a heating spiral element.
Welding is performed as follows:
First of all, prepare all the necessary pipe sections with their obligatory degreasing and cleaning of dirt and dust. The inside of the electric coupling is treated in the same way.
For these purposes, it is advisable to use special wipes impregnated with an alcohol volatile substance. The ends of the welded pipes should be freed from production oxide by mechanical cleaning. In this case, the same ends should be cut evenly so that the connection is as tight as possible and prevents plastic from leaking inside the tubes. The pipes are placed in the positioner and an electric coupling is put on the joint. The ends of the pipes on the opposite side of the main should be closed at the time of welding with your own hands to avoid heat loss. An electric current is supplied to the terminals of the put-on electric coupling and the process is completed until the PE pipe melts and its connection is high-quality.
Important: the HDPE pipe welded in this way must remain motionless until it cools completely. Otherwise, there is a risk of breaking the geometry of the weld.
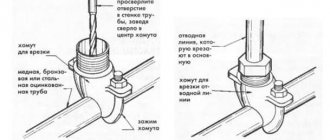
Do-it-yourself coupling method for welding HDPE pipes
Welding performed by this method requires a special welding machine - a soldering iron, equipped with a set of special attachments. The diameters of the nozzles correspond to the standard values of this parameter of the fittings.
You can weld pipes made of this material using a special soldering iron.
Fittings are used for sleeve welding of HDPE pipes. They can have different configurations: couplings, angles, tees. The surfaces to be welded are parts of the pipe and fitting. If you do the work yourself for the first time, unsuccessful connections or misalignments may occur.
Helpful advice! Considering the above, buy fittings with a reserve.
Socket welding can be performed in cramped conditions, where the axial movement of pipes is limited. Heating of polyethylene components is carried out by contact with a heated welding nozzle made of metal. Its design includes 2 screwed parts. The inner surface of the fitting is heated by part of the nozzle, called the mandrel. The other half is called the sleeve. A pipe is inserted into it. In order to insert the nozzle into the soldering iron hole, the mandrel and sleeve must be screwed together. Sleeve welding technology involves performing the following steps.
Methods for connecting HDPE pipes
When constructing pipelines, two types of connections are used:
- Detachable (socket or flange).
- One-piece (welded).
The type of connection is selected taking into account the operating conditions of the future pipeline. So, if a pipeline is being built in which the medium will be transported under pressure, then, most often, butt welding of pipes or electrofusion welding of HDPE pipes is used.
These methods allow you to obtain a reliable connection of HDPE pipes. When assembling pipelines in which liquid moves by gravity, detachable connections are more often used, since they are easier to implement.