Modernization
New generation screw-cutting lathes, created in the image and likeness of 1K62, have higher quality components made from durable alloys that are different from those used previously. The electrical circuit has also changed. The electrical equipment of machine tools has become more reliable; modern equipment for metal work can have different power levels. The consumer negotiates the required electrical circuit with the equipment supplier at the time of concluding a supply contract. A constant indicator in electric drives is the degree of network security.
Electrical diagram 1K62
The improved control mechanism is ergonomic, which allows the operator of the 1K62 lathe not to exert much physical effort to start or stop the machine. The spindle, clutch and brake make starting and finishing work on the workpiece smoother. Computer development of screw-cutting lathe beds makes it possible to produce high-precision products on any of them. This is also facilitated by the massive cast iron bed, which creates the ideal rigidity of the lathe. This assembly scheme makes the turner’s work physically easier.
Design Features
“Red Proletarian” has not existed for a long time, but many of the devices that it managed to release still work to this day. Over time, many parts wear out and need to be replaced. And to give a 1k62 screw-cutting lathe a marketable appearance, sometimes it is enough just to tint its body. The main thing is that maintenance is performed regularly.
Some devices require reworking of the electrical circuit and kinematics. Sometimes you need to change electrical equipment, after which the device will function normally for quite some time. However, for repairs you will need detailed technical documentation, an electrical diagram, and a kinematic diagram.
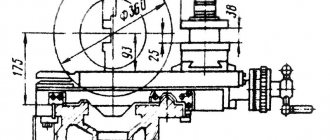
The device assumes the ability to install two types of steady rests for the 1k62 lathe: fixed ones with a diameter of 20 to 120 mm and movable ones with a diameter of 20-90 mm. For operation, a 23-speed engine with a power of 10 kW is used with a maximum speed of 2000 per minute. This allows you to select a convenient mode for processing hard metals.
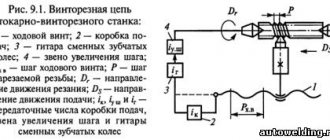
Kinematic diagram
The operating instructions contain information on adjusting the spindle speed and how to set the support feed box of the 1k62 machine. The box is controlled by levers, and the gears are replaceable. Weight – 2250 kilograms, dimensions – 250x120x150 cm.
Its characteristics indicate that an additional motor with a power of one thousand watts is responsible for feeding the caliper in the 1k62 feed box. The electrical circuit contains a thermal relay that protects the motors from overheating. To protect against short circuits, the circuit includes fuses.
There are two types of unit modifications. This is a 1k62D screw-cutting lathe, characterized by a spindle hole enlarged by ten millimeters. The 1k62 and 1k62D feedbox, kinematics, as well as other components of these models are almost identical.
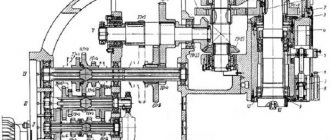
Gearbox
The 1k62 circuit diagram of this unit is very different from the modern version 1k625. In this modification, the weight and processing diameter over the support and bed are slightly increased. The carriage travel is also increased. The diagram of the 1k62 machine indicates that the engine power, functionality, and speed of rotation in this version did not undergo significant changes.
What can be produced on the 1K62 machine
The capabilities of the 1K62 screw-cutting lathe are very great. It can process parts of small diameter with low weight and simply huge ones. When securing the workpiece in the chuck, its weight can reach up to 300 kg. When securing the part in the centers, its weight can reach up to 1300 kg.
The choice of working tools, their size and other parameters depend on the volume and weight of the part, as well as the subtlety of work on it. Cutters, reamers, drills, countersinks, taps and dies can be used to process end surfaces. Using certain types of tools, the workpiece acquires the required complex shape of a hexagon, cone, cylinder with threads or a complex internal structure (in strict accordance with the part drawing).
The versatility of the technical characteristics of the 1K62 screw-cutting lathe makes it possible to use it for processing high-strength workpieces made of hardened metal, thanks to the installation of the spindle on special bearings that ensure its rigidity. Shock loads during processing will not affect the accuracy of the part.
The machine is also used for cutting threads of varying complexity. It can be internal and external, left and right.
Technical characteristics and passport
Starting with the basic parameters, it is recommended to pay attention to the following figures:
- The maximum weight for workpieces is as follows: weight in the centers up to 1500 kilograms, weight in the cartridge - up to 500.
- The total length of the blanks is up to 150 millimeters.
- Machining diameter: above the support up to 200 mm, above the bed 400.
The spindle supplied with the screw-cutting type of equipment has the following parameters:
- The M6 series housing is used.
- The reverse speed has a speed of 2420 rpm.
- Rotation occurs at a frequency of 12.5 to 2000 rpm.
- Direct rotation at 25 speeds.
- Up to 45 mm diameter steel bar.
- Hole with 47mm diameter.
Caliper feeds also have certain parameters:
- From 1 to 192 mm pitch of cut thread.
- 44 pieces of possible standard sizes for metric threads.
- 3.4 meters per second is the feed speed along when the movement is fast. The transverse is 1.7 meters per second.
- 49 steps for longitudinal feeds.
- 250 mm – transverse stroke of the caliper.
- The carriage stroke is 1330, 930 and 660 mm.
Thread classification
- Metric - is the most common in Russia - these are triangular grooves with an angle of 60º. In the drawings it is indicated in mm. There are 2 types - with small and large steps, set depending on the purpose.
- Inch - has an angle of 55⁰. It is used extremely rarely, only for repairing imported equipment. Parts with such threads are not developed for new domestic equipment.
- Modular - measured in modules; to obtain a more understandable value for a Russian person, the figure must be multiplied by π≈3.14.
- Pitch spiral thread, marked in pitches on the drawings. This is a unit of measurement where certain parameters are divided by the number π≈3.14.
- Archimedean spiral - parts with this type of thread are most similar to an ice screw. Self-tapping screws are prominent representatives of the class of parts with this type of thread.
- Cylindrical (pipe) is a type of inch thread. The angle can be 55 and 60⁰, which is regulated by GOST. It is used for splicing small diameter pipes together without welding or sealing fibers.
- Trapezoidal - equilateral, has an angle of 30⁰. Used in complex rotating mechanisms of reversing cranes with high lifting force and transmissions.
- Thrust - non-equilateral 30⁰ thread is used in the designs of powerful presses and jacks. There is another variation of it - 0⁰ on the side of the part that experiences a large load during operation and 45⁰ on the side where there is no load. GOST 87.
On a screw-cutting lathe, you can perform any of the threads listed above, and many other operations. You just need to understand the terminology and symbols on the drawings and in the machine settings.
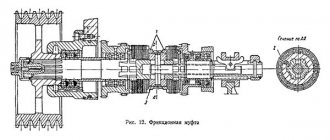
Units of screw-cutting lathe 1K62
The entire load is evenly distributed on the base of the machine, which is the bed. It is attached to the stands. The front headstock is fixed to the left side of the frame. It contains a gearbox and a spindle attached to the chuck. The tailstock is located on the right - this part can be easily moved along the longitudinal guide of the frame. With its help, workpieces of different lengths are attached to the machine. Cutting tools are mounted on a support (in the central part of the lathe) in a special holder.
The support of the 1K62 screw-cutting lathe has two options for feeding the support – longitudinal and transverse. A certain movement pattern is carried out by 2 mechanisms located in the apron. Depending on the operation performed on the machine, it is determined which of the mechanisms will be used. To bore a part, the feed is carried out by a rotating running shaft; when making threads, it is fed by a lead screw. The amplitude of the caliper movement is determined by the feedbox settings.
At the bottom of the machine, on the bed, there is a trough for waste, which includes chips and coolant, which cools the workpiece during operation.
Kinematic diagram of a screw-cutting lathe 1K62
Overview of the device and its scope of use
When a new model of the 1k62 turning machine appeared in 1956, it was produced until 1971. It has a high-rigidity spindle, which is mounted on special bearings. As a result, it became possible to process products made of hardened steel. Shock loading is allowed. However, it does not at all affect the quality or accuracy of processing. The new equipment has a number of undeniable advantages:
- large speed range;
- powerful engine;
- low level of vibration during operation;
- knot stiffness.
As a result, precision machining of metal parts became available. The new device is a frontal one. It can work with any workpieces that have a large diameter but a short length.
The machine has a transverse adjustment on the rear beam. This allows you to work with shallow cones. When the beam is connected to the bottom of the support, it allows for increased functionality during drilling operations.
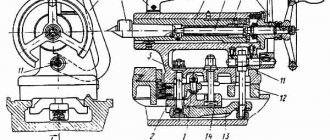
Lubrication system 1K62
The design of the lubrication system is such that the entire process occurs automatically. The reservoir from which the oil begins to move through the system is located in the headstock housing, or rather, in its lower part. In order for the oil to reach every element of the turning unit that requires lubrication, a pipeline runs from the reservoir to ensure oil circulation throughout the system.
The lubrication is driven by a plunger pump, which draws oil into a system of tubes leading to different components of the machine. The pump itself, located on the lower cover of the apron, is driven by an eccentric cam, to which the shaft transmits movement. As the oil moves through the system, it passes through the filter to the front spindle bearing and onto the tray. The oil's own weight does not allow it to linger on parts in large quantities. Flowing down randomly, it lubricates the gears, bushings and other parts of the mechanism located below.
The rear bearing has 2 lubrication methods. The second, additional, is the wick lubrication method. The presence of oil in the system can be seen on the left side of the upper headstock cover, where a stream of lubricant is clearly visible through a small window.
The 1K62 lubrication system uses a plate filter. Its characteristic is that for cleaning there is no need to remove its parts from the body; you just need to turn the handle 2-3 times. This method of filter cleaning is provided by the manufacturer as a daily procedure during the first year of operation. At later stages of use, this ritual can become weekly.
The cross rail of the frame, along which the caliper moves, is lubricated manually as needed. For this purpose, a tap located above it is used.
Specification of components of the lathe 1K62
- Front headstock - 1К62.02.01
- Chuck guard - 1K62.260.001
- Drive chuck - 16B20P.090.001
- Carriage - 1K62.05.01
- Fencing - 1K62.50.01
- Caliper - 1K62.04.01
- Handle release mechanism - 1K62.52.001
- Cooling - 1K62.14.01
- Rear headstock - 1К62.03.01
- Electrical equipment - 1K62.18.01
- Bed - 1K62.01.01
- Apron - 1K62.06.01
- Switching - 1K62.11.01
- Motor installation - 1K62.15.01
- Feed box - 1К62.07.01
- Replaceable gears - 1K62.78.02
Maintenance
There are a number of rules that will help keep the 1K62 screw-cutting lathe in excellent working order throughout the entire period of its use.
- Inspect the machine for any visible damage before turning on the power supply. Evaluate the engine's performance by ear. A minute after starting the engine, check the oil supply to the system. If there are extraneous sounds, you need to figure out what is creating them - the apron mechanisms, the gearbox or other mechanisms. Particular attention must be paid to the workpiece feeding and holding devices and the safety shield. At the slightest malfunction, it is necessary to suspend work and carry out repair work and debugging of the equipment.
- According to the lubrication map, it is necessary to change the oil in the reservoir, clean the filter and system pipes. Carry out preventive inspections and cleaning of units. Change cutters in a timely manner, which will reduce the load on the engine.
- There should be nothing other than the workpiece being processed at the workplace. This will protect you from accidents and mechanism breakdowns.
- When taking a break from work, do not leave the engine running. When performing tasks that do not require automatic feed, the support must be turned off with the bit in the neutral position.
- After changing, it is necessary to wipe the surface from dirt and oil using a rag soaked in kerosene. Then lubricate the unpainted surfaces with oil, which will prevent rust from occurring.
- Carry out general cleaning of mechanisms and the inside of casings monthly. Do not add, but completely change the oil and lubricate all machine components in accordance with the manufacturer’s instructions. Rinse the filter with kerosene.