Purpose and main types of turning
| Home page | Contacts | Random page Cars | Astronomy | Biology | Geography | A house and a garden | Other languages | Other | Computer science |
| Story | Culture | Literature | Logics | Mathematics | Medicine | Metallurgy | Mechanics |
| Education | Occupational Safety and Health | Pedagogy | Policy | Right | Psychology | Religion | Rhetoric |
| Sociology | Sport | Construction | Technology | Tourism | Physics | Philosophy | Finance |
| Chemistry | Drawing | Ecology | Economy | Electronics |
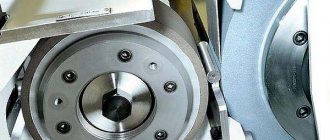
Turning parts with complex surfaces on STD-120
Topic: Turning
parts with complex surfaces on STD-120.
Law of supply and demand. 9th grade. 10 topic. Lesson objectives:
To familiarize students with the technology of processing conical and shaped surfaces on wood lathes; provide initial skills in manufacturing products with conical and shaped surfaces.
Contribute to the formation and development of moral, labor, aesthetic and other personality qualities.
To promote the formation of knowledge and skills to objectively carry out self-analysis of the level of development of one’s professionally important qualities and correlate them with the requirements of professions and areas of work for a person.
Lesson equipment:
wood lathes;
cartridges, tridents, sets of chisels, calipers;
measuring rulers; squares;
shaped surface templates;
pencils; finished product samples;
a table with drawings of the souvenir and a technological map of its production;
table “Safety precautions when working on wood lathes”;
blank for making a souvenir.
Basic questions for presenting new material.
Brief repetition and consolidation of previous educational material.
Presentation of new material.
Development of the design of a sports souvenir.
Work planning.
Routing.
Instructions for safety during work.
Independent practical work on a wood lathe.
Analysis of students' practical work.
Conclusion, summing up the lesson.
Questions for repetition and consolidation of material:
The device of a lathe.
What kind of chisels are used for roughing and finishing?
What is planning?
What data does the technological map contain?
Progress of the lesson.
The lesson can begin with a brief repetition and consolidation of the educational material. In previous lessons, we studied the basic cutting tools used when turning wood on a lathe. Having restored this information, you should move on to a story about the tools that students will use when performing practical work. It is advisable to remind them of the basic rules for performing turning techniques, demonstrate them and invite one of the students to perform them. Then collectively analyze the order and correctness of actions. Next, I explain and demonstrate techniques for turning conical and shaped surfaces.
Presentation of new material.
For rough (rough) grinding
The semicircular chisel is held by the handle with the right hand, and pressed tightly against the bracket of the tool rest with the left. The chisel should be positioned concave up. Very slowly and smoothly move the chisel forward along the tool rest bracket until it comes into contact with the rotating workpiece. With a sharp and large feed, wood may be torn out or the workpiece and tool may be thrown out.
Depending on the density of the wood and the shape of the workpiece, set the depth of cut and begin to feed the tool, moving it along the bracket of the tool rest towards the run of the fibers. In this case, cutting is carried out not only by the tip, but also by the side parts of the cutting edge. The chisel is positioned so that the chips fly upward. The tilt of the chisel must be such that the blade cuts the wood, and the cylindrical surface being processed does not slide along the chamfer of the cutting edge of the chisel. During the roughing process, the diameter of the cylinder is periodically monitored; processing is completed when the allowance is 4–5 mm.
During finishing (finishing) processing
an oblique chisel is held in the same way as a semicircular one; the blade should make an angle of 45 degrees with the generatrix of the cylinder. The depth of cut and feed speed are reduced compared to rough turning. The angle of inclination of the chisel is chosen such that the surface being processed does not slide along the chamfer of the chisel. To ensure a constant processing diameter, try not to change the inclination of the chisel.
During processing, it is necessary to periodically stop the machine and monitor the diameter. Taking measurements on a rotating part is strictly prohibited.
The techniques for turning conical surfaces are similar to those described, but the tool feed movement is directed along the generatrix of the cone.
Full and partial trimming
perform as follows. By lightly touching the rotating part with a pencil, mark the position of the end or ledge. An oblique chisel is placed on the edge with the blunt end up, exactly opposite the markings. With a smooth movement, the sharp end of the chisel is deepened into the wood by 2–3 mm. In this case, the plane of the working part of the chisel should be perpendicular to the axis of the cylinder. Then, slightly retreating from the straight cut, use the sharp end of a chisel to make an oblique cut so as to create an oblique ring groove. Thus, alternating straight and oblique cuts, trimming is performed to the required depth.
In the case of complete facing, a post with a diameter of 8–10 mm is left uncut in the center, because with further turning it can break and ruin the part. This column is then cut off with a chisel.
To avoid convexity of the end surface, processing is performed with a slight undercut, i.e., the plane of the end is slightly concave.
Rectangular recesses
obtained by combining the techniques of processing a cylindrical surface and partial facing.
Semicircular and oval incoming recesses
processed with semicircular chisels, working techniques are similar to rough turning.
Shaped surfaces of cylinders
processed alternately with oblique and semicircular chisels. To control processing, special templates are often used that have a counter-profile of the surface shape.
After turning, the surface of the products is cleaned with sandpapers stretched over wooden blocks or slats.
To expand students’ understanding of the basic movements of the machine, a relationship is established between them and the shape of the part being manufactured. Since the main movement of the machine is rotational, with a constant feed, the workpiece being processed takes on a cylindrical shape. By changing the trajectory of the cutter (feed) in the transverse direction, it is possible to obtain parts with a conical, shaped surface.
Souvenir design development.
The manufacture of any product is preceded by the development of its design. It is carried out in several stages. First, they draw up a technical specification in which they justify the feasibility of developing the product. Then a sketch of the project is developed (principal, design decisions about the design of the product, its main parameters, overall dimensions, etc.). After this, a technical project is drawn up containing final technical decisions on the design of the product. The final stage of design is the development of working drawings.
Work planning and technological map.
The skill level of a modern worker is determined not only by the ability to perform certain operations, but also by the ability to plan his work, that is, to perform it correctly, with high productivity, with the least expenditure of effort.
To gain initial practical skills in long-term planning, we are guided by this table.
Table 1.
1. Type of work.
2. Material.
3. Manufacturing sequence
4. Equipment, tools, devices.
5. Objects of control (shape, dimensions, cleanliness of processing, quality).
6. Tool for control.
7. Standard time for work.
8. Design options.
9 . The degree of independence in the manufacture of a product (diagrams, drawings, sketches have been drawn up, individual components, parts have been developed, etc.).
Teacher's notes:
After selecting the object of work, I invite students to familiarize themselves with the drawings of any parts or products (Figure 1) that have a combination of cylindrical, conical and shaped surfaces, and the rules for indicating technical requirements for them. Then students, using samples of the product being manufactured, draw up sketches of it in their workbooks, determine the position of the base surfaces and, taking them into account, put down dimensions.
Picture 1.
A technological map (application) of the manufactured product is collectively developed. This helps to increase the creative activity of students, the development of technical thinking, and fosters the habit of working independently.
Safety instructions while working on a wood lathe.
Techniques for turning shaped surfaces on machine tools.
Before starting work, students should check their knowledge of basic labor safety rules. Schoolchildren must be warned about the need to obtain teacher permission to perform certain operations.
When trimming ends and ledges, ensure that students place a flat, slanting chisel on a tool rest on the edge with a sharp downward angle. Then, along the marking line, a cut 2–3 mm deep was made with the tip of the tool perpendicular to the axis of the workpiece. After that, retreating a little, they cut the wood with an inclination towards the original passage. The wood cut in this way is separated to form a groove with a triangular profile. Repeating this operation several times, increase the groove to the required size. When performing this operation, it is important to avoid cutting the cutting edge of the chisel into the already processed end surface of the product - this reduces the quality.
Drawing students' attention to the large consumption of wood when performing this operation with a flat chisel, it can be noted that in production they use a special tool that reduces wood loss.
When turning conical surfaces, it is important to draw students' attention to the difficulty of processing when the tool rest is positioned parallel to the center axis. Then the chisel must be moved at a constant angle relative to the tool rest, which is very difficult to do without sufficient skills, especially in the initial period of cone formation, when the cutting depth along the entire length of its generatrix changes upward. Students receive independent, practical assignments; prepare a pre-prepared workpiece for installation and fastening on a lathe. Despite the fact that students are already familiar with such operations, it is advisable to again demonstrate their implementation, explain the features of the labor safety rules, and only after that allow them to begin work.
Independent, practical work.
Students are familiar with the purpose and structure of calipers; Despite this, it cannot be assumed with complete confidence that all schoolchildren are sufficiently free to use calipers. In addition, successful mastery of the technique of measuring with a caliper is achieved by frequent rather than occasional use.
In the process of practical work, it is necessary to monitor the correct execution of processing techniques, compliance with labor safety rules, if necessary, provide assistance to those lagging behind, and prevent possible typical mistakes. The lesson ends with an analysis of practical work and summing up its results.
Law of supply and demand.
A market is a mechanism that brings together buyers (subjects of demand) and sellers (suppliers) of individual goods and services. At the same time, markets take on different forms. Let us dwell on the characteristics of purely competitive markets. Purely competitive markets involve a large number of independently acting buyers and sellers interested in exchanging standardized products. What is meant here is not a store, but markets such as a central commodity exchange, a stock exchange, or a foreign exchange exchange, where the equilibrium price is “revealed” through the agreed decisions of buyers and sellers. Based on the premise, a market economy is based on the operation of objective economic laws. Let us study the law of supply and demand.
The law of demand states that there is a negative, or inverse, relationship between price and quantity demanded. Demand is depicted as a graph showing the quantity of a product that consumers are willing and able to buy at some price possible over a certain period of time. It shows the quantity of a product for which (other things being equal) will be demanded at different prices.
The fundamental property of the law of demand is the following: with all other parameters remaining constant, a decrease in price leads to a corresponding increase in the quantity of demand. And, on the contrary, other things being equal, an increase in price leads to a corresponding decrease in the quantity demanded.
The law of demand can be explained by the income and substitution effects. The income effect indicates that at a lower price a person can afford to buy more of a given product without denying himself the purchase of any alternative goods. A higher price leads to the opposite result.
The substitution effect is expressed in the fact that at a lower price, a person has an incentive to purchase a cheap product instead of similar products that are now relatively more expensive. Consumers tend to replace expensive products with cheaper ones. The income and substitution effects combine to result in the consumer being able and willing to buy more of a product at a lower price rather than a higher price.
Determinants of demand
Price is the most important determinant of the quantity of any product purchased. However, the economist knows that there are other factors that influence purchases.
These include non-price determinants, or so-called demand change factors:
) consumer tastes;
2) number of buyers;
3) consumer income;
4) prices for related goods and
5) consumer expectations regarding future prices and incomes.
Let's consider the impact on demand of each non-price determinant:
1. Consumer tastes.
Technological changes in the form of a new product, or advertising, or changes in fashion can lead to changes in the demand for certain goods. For example, the advent of compact discs led to a reduction in the demand for records.