The invention of high-speed steel at the beginning of the twentieth century was a breakthrough in the development of mechanical engineering. The new material influenced the invention of high-speed machines and high-power automatic machines, and also contributed to a sharp jump in productivity in machine shops. Despite the fact that HSS steel has a rather complex composition, it is actively used for the production of tools of increased strength.
What is HSS steel
The abbreviation HSS is derived from the English High Speed Steel - “high-speed steel”. It is used in the production of various tools for working with metal products. For production, the classical method of casting into ingots followed by rolling and forging is used. The powder method is also used - spraying a stream of liquid steel with nitrogen.
HSS alloys belong to the high carbon group, some grades of which contain a certain amount of tungsten. The hardness of tools made from this material corresponds to 62-64 units on the HRC scale.
Products made from high-speed steel have increased strength and are in an affordable price segment.
Screwdriver handle
The handle of a screwdriver is no less important than the shaft. When selecting a tool, you should study the profile of the handle, the base material, whether there are linings or additional coating. And also the ability of the handle to withstand the caustic effects of petrochemicals.
Cross profile of the handle
The shapes of handles are now limited only by the imagination of designers and industrial designers. And there is no need to advise which one to choose, since there are too many options.
But there is one parameter that must be studied before purchasing. This is a cross profile. It directly affects not so much the comfort of work as the amount of torque that can be transmitted through a screwdriver to the fastener.
The three main types of handle profiles are round, triangular and hexagonal.
Round profile
Round profile of the Matrix screwdriver
In cross section, the handle is a circle. This form is convenient to manufacture - injection molds are easy to produce. However, in terms of torque, this is the weakest version of the handle. There is nothing for the palm to securely grab onto. Yes, and slippage is more than likely.
Triangular profile
Triangular profile of the Ombra Basic screwdriver
The triangle at the base of the handle is the best option in terms of torque. The triangular profile follows the anatomical shape of a clenched palm and allows maximum force to be transferred to the fastener.
Hexagonal profile
Hexagonal profile of the Jonnesway Full Star screwdriver
The hexagonal profile of the handle is the second in quality for transmitting torque to the fastener. It is better than the round one, but inferior to the triangular one due to less compliance with the anatomy of the hand.
Hexagonal handles are particularly popular in America, where this form of screwdriver is considered a classic.
Base material
Modern screwdriver handles are made from various types of plastic and thermoplastic rubber. Gone are the days of wooden handles or all-steel handles.
The most widespread are solid one-component and two-component handles. Impact-resistant types of plastic are used as the basis for both.
Often, for a decorative effect, two-component handles are made of transparent plastic.
Swiss Tools PB195 single-component screwdriver handle
In two-component handles, opaque plastics are often used as a base.
Transparency/opacity of the plastic base of the handle does not affect performance characteristics.
Overlays or additional covering
If in one-component handles there are no other materials besides the base, then in two-component handles there is a second surface material or lining.
This material simultaneously increases friction between the hand and the screwdriver and acts as a shock absorber.
The handle of the Jonnesway Anti-slip Grip screwdriver is coated with Santoprene on top
The anti-friction coating can either cover almost the entire area of the screwdriver or take the form of separate linings in the planes most loaded with friction.
In Ombra Basic, rubber pads resemble wings
The best option would be thermoplastic linings. With a similar coefficient of friction, they absorb shock vibrations better than conventional rubber. This means that your hand will get less tired with them.
Protection against corrosion by petrochemicals
This parameter is important for those who are going to actively use a screwdriver in the garage. It's full of various petrochemicals - gasoline, motor oils, brake fluid. All this is quite caustic and can have a detrimental effect on the handle.
The high-quality handle is made of materials that can withstand exposure to petroleum products. Plastic, thermoplastic rubber of the linings - all this should survive even if you drop a screwdriver into a bucket of gasoline.
It will be difficult to check the durability of materials at the store counter. Therefore, at a minimum, the seller needs. Experienced dealers know which screwdrivers are neutral to fuels and lubricants, and will always tell you where to choose.
Area of application of high-speed steels
The composition of the material determines the application and performance characteristics. Tools made from this metal can withstand long-term use.
HSS steel is used:
- for the production of drills with complex shapes and designs obtained by casting;
- in the production of cutting edges of cutters to increase wear resistance;
- for forming cutting tool tips;
- for the manufacture of cutters, countersinks, taps, dies, knives or saw blades.
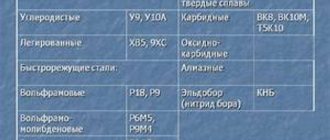
Types of HSS steels
HSS steels come in three categories:
- tungsten (T1-T15);
- molybdenum (M1-M36);
- highly alloyed (M41-M62).
Steels belonging to the tungsten group are not popular nowadays due to the high cost of tungsten.
The most commonly used grade is T1 and the alloy with the addition of cobalt and vanadium T15. T15 steel is used to produce tools that are needed to work at high temperatures and increased wear.
Tungsten
The tungsten group is known for four types of steel:
- T1 (analogue - P18). It has high strength, wear resistance and sandability. Used for drills and other tools, which are most often used for processing alloy and carbon steels.
- T2 (analogue - R18F2). In this alloy, the vanadium content reaches 2%. Semi-finish and finishing drills are made from it for processing medium-alloy steels.
- T3 (analogue - R18K5F2). The alloy contains: tungsten – 18%, cobalt – 5%, vanadium – 2%. Tools made from this alloy are distinguished by increased wear resistance and hardness, but have low grindability. Drills are most often used to work with workpieces made of corrosion-resistant, high-strength and heat-resistant alloys.
- T15 (analogue - R12F5K5). Contains: tungsten – 12%, cobalt – 5%, vanadium – 5%. The tools have high strength, wear resistance and toughness. They are mainly used for drilling difficult-to-cut materials.
The tungsten content gives the manufactured tool red resistance, which allows it to maintain the hardness and sharpness of the cutting edge at elevated temperatures.
Molybdenum
The molybdenum group is more widespread. The alloys also contain cobalt and tungsten.
Steels containing components such as carbon and vanadium exhibit resistance to wear during grinding.
Products that maintain increased hardness during operation at high temperatures are made from molybdenum steels grade M41 and higher. Tools with high impact strength at low temperatures are made from molybdenum alloys followed by heat treatment.
- M1. Molybdenum content - 8%. Used for general purpose tools. The drills are flexible and resistant to loads, but the red resistance is significantly lower than that of other brands.
- M2 (analogue - P6M5). Alloy composition: tungsten – 6%, molybdenum – 5%. Endowed with sufficient strength, hardness and heat resistance. During operation, the cutting edges of the tool are preserved longer.
- M3 (analogue - R6M5F3). Contains 3% vanadium. Tools made from this steel have low wear during grinding.
- M7. Components: tungsten – 1.75%, vanadium – 2%, molybdenum – 8.75%. The alloy is used for the manufacture of drills, which are needed for working with thick sheets and hard metals.
- M35 (analogue - R6M5K5). The composition contains 5% cobalt, molybdenum, tungsten, as well as in small quantities silicon, nickel and manganese. The advantage of the alloy is its toughness, good grindability, heat resistance and wear resistance. Drills are used when processing products made of stainless and improved alloy steels under conditions of high heating of the cutting edge.
High alloy
Highly alloyed alloys belong to the molybdenum group. Steels that have undergone special heat treatment are used to produce tools with increased toughness and the ability to operate in cold conditions.
- M74 (analogue - R2AM9K5). The composition includes: molybdenum – 9%, cobalt – 4.7-5.2%. It is characterized by an increased tendency to loss of carbon, overheating during the hardening process and reduced grindability. Tools made from this alloy are used for workpieces made of stainless and improved alloy steels.
- M42. Alloy content: cobalt – 8%, molybdenum – 9.5%. The drills are resistant to abrasion. The tools are used for processing complex and tough metals.
Legend
Deciphering the chemical composition of steels classified as HSS is difficult, since their designation does not contain any detailed data. As a rule, catalogs for tools made from steels of this category contain information about the materials for which they can be used. In order to relatively accurately determine the chemical composition of HSS steels, it is necessary to use special equipment or solve this issue experimentally.
Most likely, this is a German analogue of high-speed steel HSS M2
H.S.S.
The letter R is often added to this abbreviation. These are drills that are characterized by the least durability. They undergo roller rolling and heat treatment.
HSS G
This designation is applied to drills whose cutting part is ground using Borazon (CBN). HSS G tools are the most common and are distinguished by their increased durability. In addition, a metal drill on which such a designation is applied creates the least runout when processing with it.
HSS with letter E
This designation indicates that the material used to manufacture the product contains cobalt. Tools with the HSSE designation are ideal for machining difficult materials and materials with high viscosity. As mentioned above, an analogue of the HSSE designation is the M35 marking. There are also international analogues of the HSSE designation (HSS-Co5 and HSS-Co8), which can be used to accurately determine how much cobalt is contained in the steel alloy.
Steel of this grade is extremely difficult to cut with a grinder
HSS G TiN
This designation indicates that the surface of the tool is coated with titanium nitride. Due to this, both the hardness of the surface layer of the product increases (by approximately 2300 HV) and its heat resistance (up to 600°).
HSS G TiAIN
The surface of the tool with this designation is coated with titanium nitride alloyed with aluminum. Thanks to this coating, the hardness of the surface layer of such a drill increases by approximately 3000 HV, and the thermal resistance by 900°.
HSS E VAP
Products with this designation can be used for. There is less chip sticking to their surface, so they break less often and provide high quality processing.
You can often find tools with the designation HSS 4241, which are used primarily for processing wood, plastic and aluminum products. As for the Super HSS designation, each manufacturer puts into it their own ideas about the quality of the tool.
The video shows a test of a knife made of HSS W18 steel.
Characteristics of high-speed steels
When listing the characteristics, it is necessary to take into account that the created material is necessary for the operation of cutting devices at high levels of friction that arise during the cutting process. High-speed steels have increased hardness and can be used in work requiring high speeds.
Hot hardness
When using cutting devices during operation, heat is constantly released, and about 80% is spent on heating the tool. The temperature of the cutting edge rises and the material is tempered, which entails a decrease in its hardness. Nevertheless, high-speed steel retains its performance even when heated to 500-600°C.
Red fastness
An indicator that takes into account the time period during which steel can withstand elevated temperatures without changing its performance characteristics. An overestimated friction index leads to heating of the metal, which causes changes in the crystal lattice. As a result, some properties of high-speed steel change significantly.
Fracture Resistance
The material used for the manufacture of cutting tools must have high mechanical properties - resistance to brittle fracture. The high strength of the alloy provides the cutting device with resistance to high force, feed and depth of cut, which in turn leads to increased productivity of the process.
Tips for choosing
To choose the right drill, you need to pay attention to important points
- Study the characteristics of the material and the capabilities of the drill so that the tool meets the requirements of the work being performed.
- Look at the color of the product. It can talk about how the metal was processed.
- steel color indicates that no heat treatment was performed;
- yellow – the metal has been processed, internal stress in the material has been eliminated;
- a bright golden hue indicates the presence of titanium nitride, which increases wear resistance;
- black – the metal is processed with hot steam.
- Study the markings to find out the type of steel, diameter, hardness.
- Find out about the manufacturer, consult with specialists.
- Study the issue of tool sharpening.
Often drills are sold in sets, for example, with different diameters. The question of purchasing such a tool requires an understanding of what purposes the drill is required for and how many options can be used.
To learn how to make a device for sharpening a drill on a grinder, see the video below.
Features of heat treatment
The result of high-temperature processing of high-speed steels is a change in the structure of the material to obtain certain physical and mechanical properties required when working with this tool.
Annealing
HSS steel after the rolling and forging process acquires increased hardness and internal stress. In this regard, the workpieces are preliminarily annealed. Annealing relieves the internal stress of the material, improves machinability and prepares it for hardening.
The annealing process occurs at a temperature of about 850-900°C. However, one should be wary of excessively increasing the temperature and duration of exposure, because this may cause the steel to become more hard. Due to the reduced thermal conductivity of the alloy, heating is carried out slowly and evenly.
The products are loaded into the oven at a temperature of 200-300oC, while subsequent heating is increased at a rate of 150-200o/hour. The process ends with slow cooling: first in an oven to 650 ° C, and then to room temperature in the open air.
To protect against decarburization, annealing is carried out in closed boxes with a neutral environment.
Machine-building plants subject a small number of workpieces to isothermal annealing. They are heated to 880-900oC for a short time, and then transferred to an oven with a temperature not higher than 720-730oC for 2-3 hours. To protect against the appearance of excessive internal stresses, the workpieces are cooled in an oven to 400-450°C and then left in the open air.
Conventional annealing takes longer than the isothermal process. Subsequently, the workpieces undergo mechanical processing, and then the tool undergoes the final heat treatment process - hardening and tempering.
Hardening
Tools made of high-speed steel are hardened at temperatures above 1300°C. After the hardening process, repeated tempering occurs at 550-560°C. This temperature is necessary to dissolve a large number of carbides in the austenite to obtain highly alloyed austenite.
With further cooling, highly alloyed martensite is obtained, which contains large amounts of tungsten, vanadium and chromium. Martensite does not disintegrate when heated to 600°C, which gives high-speed steel red-hardness.
To obtain high red-hardness values, the temperature during hardening must be very high. However, there is a limit, when exceeded, rapid grain growth begins in high-speed steel and melting occurs.
Vacation
Hardened high-speed steel must undergo a tempering process. At a temperature of 550-560°C, a multiple process is carried out at intervals of 1 hour. The purpose of tempering is to transform austenite into martensite. High speed steel goes through two internal processes:
- When heated and subsequently tempered, ground carbide is released from the retained austenite. As a result, the alloying of austenite is reduced, which facilitates easy transformation into martensite.
- During cooling at 100-200°C, martensite is obtained. This also relieves the internal stress that arose during hardening.
Nowadays, factories most often use the process of accelerated tempering of steel, which takes place at elevated temperatures.
As is commonly referred to in the West
A drill made from a similar material in the West is marked as “HSS”. The presence of additional letter indicators helps to form an idea of the alloying method.
Decoding of the designations accepted in the West:
- HSS(R). The least resistant drills made by roller rolling in high heat mode.
- HSS G. The cutting edge here is ground with Borazon. These are the most popular tools due to their high durability. During drilling, the vibration effect is minimal.
- HSS E. The letter “E” makes it clear that the composition contains cobalt. Drills of this type can make holes in complex materials of high viscosity (M35 alloys are labeled this way on the domestic market). In some cases, the manufacturer may be more precise in specifying the percentage of cobalt (for example, HSS-Co 5 or HSS-Co8).
- HSS G TiN. Titanium nitride is used as sputtering in this case. This allows you to make the surface layer of the tool an order of magnitude harder, while increasing the resistance to heat up to + 600 degrees.
- HSS G TiAIN. An indication of the spraying of drills with titanium nitride, which is additionally alloyed with aluminum. In this way, an increase in the strength of the protective layer by almost 3000 HV is achieved. Heat resistance increases by almost 900 degrees.
- HSS E VAP. Designed for drilling stainless steel substrates: chips practically do not stick here. Failures of products in this series occur extremely rarely, and the holes are of very high quality.
- HSS 4241. Devices marked in this way are used to process wood, plastic and aluminum products.
Improving the characteristics of products made from HSS steels
To impart hardness to the material, resistance to wear and resistance to corrosion, the surface of the tools is subjected to additional processing. These methods include:
- Nitriding. Saturation of the surface layer with nitrogen is carried out in a gas environment, which consists of 80% nitrogen and 20% ammonia or 100% ammonia. The technological process lasts from 10 to 40 minutes at a temperature of 500-600°C and leads to strengthening of the surface shell.
- Cyanidation. Saturation is carried out in a liquid or gaseous medium consisting of a chemical element - zinc. The high-temperature cyanidation process lasts from 5 to 45 minutes at a temperature of 800-900oC. The low-temperature process occurs at 500-600°C and provides wear resistance and high hardness to the tool.
- Sulfidation. Saturation of the surfaces of steel products with sulfur is carried out at 550-600°C by heating in sulfur-nitrogen salts for 2-3 hours. As a result of the process, the wear resistance of steel products increases.
The essence of chemical-thermal treatment is the penetration of various chemical elements into the atomic crystal lattice of iron when heating steel parts in an environment saturated with the necessary elements.
High-speed alloy steels are intended for the production of metal-cutting tools, which are used when working at high speeds. HSS alloys are distinguished by their ability to maintain wear resistance and resistance to fracture at elevated temperatures. The addition of molybdenum, tungsten, cobalt and vanadium to the steel composition provides red resistance and hot hardness.
What steel are metal drills made of and which is better?
To choose high-quality drills that can last a long time and maintain sharpness despite repeated use, it is important to know what types of steel such a tool is made from and what their differences are. The best metal drills are made from high-speed steel HSS (a common abbreviation) with the addition of a number of impurities
The price of the instrument and the properties described above depend on their type and quantity.
High speed steel is characterized by its high hardness, ability to resist fracture and tolerance of temperature resulting from drilling speed. The material is doped with special impurities, which is indicated in the marking.
For example:
- P - reports that tungsten is present in the alloy.
- F is an indicator of the presence of vanadium.
- M - indicates the addition of molybdenum.
Sometimes manufacturers list the type of steel as a special benefit of their products. What can such a marking tell us? Let's look at popular options.
Drill bits made of HSS-E steel
5-8% cobalt is added to this high-speed steel. This technological solution allows them to drill into stainless steel with a tensile strength of up to 1200 N/mm2. Designed for particularly astringent and difficult materials when heated. Instead of the letter E, they may be designated Co.
HSS-E steel drill
Drills made of steel HSS-TiAIN
They have a three-layer coating (titanium-aluminum-nitride). This increases their heat resistance to a temperature of 900 degrees and allows them to be used on steel with a strength of 1100 N/mm2. They have an increased service life, 5 times longer than other types.
Drill made of HSS-TiAIN steel.
Drills made of HSS-TiN steel
The marking indicates that the outer layer is sprayed with titanium nitride. This adds strength and increases heat resistance up to 600 degrees. Suitable for making holes in cast iron, aluminium, carbon and alloy steel with a tensile strength of 1100 N/mm2.
Drill made of HSS-TiN steel.
Drill bits made of HSS-G steel
Suitable for cast iron and various types of steel with a tensile strength of 900 N/mm2. The cutting part in them is polished using cubic boron nitride. This gives resistance to radial runout and abrasion resistance. Drills made of this steel are the most common.
Drill made of HSS-G steel.
Steel drill bits HSS-R
This is a high-speed steel with the lowest durability. It can also be indicated simply without the letter R, which will mean conventional heat treatment (hardening) and roller rolling. Suitable for creating holes in mild steel and cast iron.
Drill made of HSS-R steel.
Carbide drills
This type of material only touches the tip of the drill. It is designed to withstand very high temperature loads and is abrasion resistant. This HHS is used for drills designed to work with titanium alloys, heat-resistant steels and stainless steel.
Carbide drills.