Short description
Applying a kind of relief pattern to the surface of thin sheet metal is carried out using special equipment called a zig machine. It is equipped with a pair of rollers, which during operation make corresponding ridges (grooves), which can be not only flat, but also three-dimensional types of workpieces.
In addition, with the help of this mechanism, corrugation, cutting, and flanging of sheet metal are carried out. This type of zigging machines is presented in several varieties, these are manual and electric zigging machines. But there is also a hydraulic one, but it is mainly used in large industrial enterprises.
According to the principle of application, they are no different, except that manual machines produce corrugation of a metal sheet with a thickness of 0.3 to 1.0 mm. But electric ones have a lot of power, so they can apply reliefs on a metal surface of more than 2.0 mm.
In principle, all types of beading machines are not very different from each other, but they have different capacities. In addition, these shafts can have different locations, for example, horizontal, vertical and inclined positions. Rollers with the required relief are put on them directly.
Classification of serging equipment by drive type
The simplest, both in its design and in its operating principle, is the manual zigovochny machine. All manipulations with such equipment, as its name suggests, are carried out manually. Such manipulations, in particular, include: pressing shafts with working rollers, for which a special handle located in the upper part of the device is used; scrolling the rollers together with the workpiece sandwiched between them: this action is also performed using a special lever-type handle.
To effectively use the simplest manual type crimping machine, certain skills and dexterity are required, since its operator must simultaneously turn the handle and hold the workpiece in the required position, thereby using both hands. Due to the low power of the drive installed on it, a manual creasing machine can be used for processing sheet blanks whose thickness does not exceed 1.5 mm.
Manual crimping machine is suitable for occasional use in the home workshop
A more powerful, productive, but also more expensive in terms of cost is an electrically driven staking machine. Such zigging machines are most correctly classified as electromechanical equipment, since their design also includes a manual mechanical drive, which ensures compression of the sheet workpiece between the working rollers. Due to the electric drive of such equipment, the working rollers rotate and, accordingly, the rotational movement of the workpiece being processed.
The electric drive of the machine is switched on and off using a foot pedal, so that both hands of the operator always remain free to manipulate the workpiece. The presence of an electric drive, which is equipped with such beading machines, as mentioned above, significantly increases their productivity, which makes it possible to successfully use these machines to equip enterprises producing metal products in large batches. In addition, the power of such a machine allows it to be used for processing sheet metal workpieces, the thickness of which reaches 5 mm.
Electromechanical creasing machines, as a rule, can be equipped with additional devices for processing workpieces of complex configurations
Sealing machines can also be equipped with a hydraulic drive, which further increases the power of the equipment. The technical capabilities of such machines make it possible to successfully use them for processing sheet metal of even fairly significant thickness. The hydraulic drive of this type of beading equipment is responsible for pressing the working rollers to the surface of the workpiece, and their rotation and, accordingly, the movement of the workpiece is provided by an electric drive mechanism. Despite all the advantages that hydraulic crimping machines have, they also have disadvantages: large overall dimensions and significant weight, which is why such equipment is mainly used by large manufacturing enterprises.
Brief characteristics of the zigging mechanism
Depending on the type of production, such equipment has a wide range of actions, which makes it possible to crimp sheet metal with the appropriate relief.
Specifications:
| Characteristic | Values |
| Drive type | Manual, electromechanical and hydraulic |
| Roller diameter | From 50 mm |
| Roller overhang | If special work is to be performed, it is necessary to select an indicator with a maximum shoulder reach (up to 350 mm) |
| Number of additional pairs of rollers | Often it is 4 or 6 or 9 pairs |
| Metal thickness | From 0.5 to 4 mm |
| Dimensions of the zig machine | All types of crimping machines take up little space, even hydraulic ones |
| Zig machine weight | Depending on the type of mechanism, weight can vary from 10 to 300 kg |
Classification and design solutions of beading machines
Such equipment (often also called zigmachines) is distinguished by the following characteristics:
- By drive type. Zigmachines are available with electric drive and manual drive.
- According to the number of pairs of rollers for zigmachines – two (IV2714, IV2716) and four.
- According to the control method - with a pedal or using a push-button station.
- According to the power and thickness of the metal being processed. On manual machines (for example, on a manual beveling machine model Stalex RM08), it is impossible to crimp workpieces thicker than 1...1.2 mm, while on driven equipment processing of steel and greater thickness is carried out - up to 4 mm.
- By the presence or absence of a drive reversing unit on the crimping machine (in the first case, you can perform calibrating creasing of the relief, which is often required when processing products made from high-carbon steels). Such possibilities are specified in the passport.
The most popular models of electrically driven zigging machines are two-roller machines of the IVA 27_ _ series with horizontal spindles. Electromechanical beading machines are manufactured in accordance with the technical specifications TU 2-041-94, and include the following components:
- drive motor;
- two-stage rm type gearbox;
- support shaft;
- intermediate gear;
- a pneumatic cylinder (or hydraulic cylinder) that controls the movement of the upper working roller;
- lever drive of the pressure shaft;
- pairs of rollers;
- stop mechanism (for creasing piece workpieces);
- feed unit.
- control systems (pedal, button).
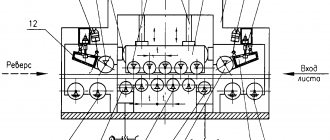
Zig machine design
An electromechanical piping machine works like this. When the engine is turned on, the torque is transmitted through a reduction gearbox and an intermediate gear to the lower support roller, onto which the workpiece, which has previously passed through the straightening unit, is fed until it stops. When the lever system with pneumatic clamping of the equipment is turned on, the latter is fed until it comes into contact with the surface of the workpiece, after which the stop is folded back and the motion sensor turns on the power supply of the strip into the adjusted gap. The relief corresponding to the profile of the tool is formed. If it is necessary to calibrate the resulting profile, the rotation of the engine is reversed, or re-beading is performed, slightly reducing the value of the working gap. To remove the finished product from the working space of the zig machine, it is enough to return the tool to its upper position by turning the cylinder into reverse.
The IV2716 creasing machine can operate as part of a profiling production line; it operates in automatic mode, and a tape or a long strip of metal is used as the initial workpiece.
To facilitate removal of the finished part, the machine is additionally equipped with either a roll winder or swinging reset levers, which are controlled by cams installed at the free end of the support shaft. Standard sizes of serial electric beading machines
| Model | Maximum thickness of processed metal, mm | Bed reach, mm | Maximum zigovka speed, m/s | Minimum quilling speed, m/s | Total drive power, kW | Additional features |
| IV 2714 | 2,5 | 400 | 0,283 | 0,045 | 4,35 | Roller conveyor, device for circular cutting |
| IV 2716 | 4,0 | 500 | 0,283 | 0,055 | 5,3 |
Main purposes of serging equipment
Such machines, according to their intended purpose, are used for work related to tin materials that have a cylindrical shape. Therefore, it is very often used to increase the strength of a metal product, as a connecting profile, and is also used in the form of processing the edges of sheet metal. In addition, it is used:
- In the production of cylindrical products in the form of ventilation and water pipes.
- With its help, special locks are made on metal products made of thin iron, which makes it easy to connect various iron parts without the use of welding equipment.
- In the production of thermal insulation of pipelines.
- Often used in the processing of shells.
- In roofing work for cutting and flaring drainpipes.
- In the production of ventilation shaped parts.
- It is also used in the production of components for drainage systems.
But the most common application of zig machines is the process of corrugating thin-sheet material that has a cylindrical shape.
Classification of serging equipment by drive type
The simplest, both in its design and in its operating principle, is the manual zigovochny machine. All manipulations with such equipment, as its name suggests, are carried out manually. Such manipulations, in particular, include: pressing shafts with working rollers, for which a special handle located in the upper part of the device is used; scrolling the rollers together with the workpiece sandwiched between them: this action is also performed using a special lever-type handle.
To effectively use the simplest manual type crimping machine, certain skills and dexterity are required, since its operator must simultaneously turn the handle and hold the workpiece in the required position, thereby using both hands. Due to the low power of the drive installed on it, a manual creasing machine can be used for processing sheet blanks whose thickness does not exceed 1.5 mm.
Manual crimping machine is suitable for occasional use in the home workshop
A more powerful, productive, but also more expensive in terms of cost is an electrically driven staking machine. Such zigging machines are most correctly classified as electromechanical equipment, since their design also includes a manual mechanical drive, which ensures compression of the sheet workpiece between the working rollers. Due to the electric drive of such equipment, the working rollers rotate and, accordingly, the rotational movement of the workpiece being processed.
The electric drive of the machine is switched on and off using a foot pedal, so that both hands of the operator always remain free to manipulate the workpiece. The presence of an electric drive, which is equipped with such beading machines, as mentioned above, significantly increases their productivity, which makes it possible to successfully use these machines to equip enterprises producing metal products in large batches. In addition, the power of such a machine allows it to be used for processing sheet metal workpieces, the thickness of which reaches 5 mm.
Electromechanical creasing machines, as a rule, can be equipped with additional devices for processing workpieces of complex configurations
Sealing machines can also be equipped with a hydraulic drive, which further increases the power of the equipment. The technical capabilities of such machines make it possible to successfully use them for processing sheet metal of even fairly significant thickness. The hydraulic drive of this type of beading equipment is responsible for pressing the working rollers to the surface of the workpiece, and their rotation and, accordingly, the movement of the workpiece is provided by an electric drive mechanism. Despite all the advantages that hydraulic crimping machines have, they also have disadvantages: large overall dimensions and significant weight, which is why such equipment is mainly used by large manufacturing enterprises.
Features of the technological process
Metal beading is an easy operation to perform, but it requires some skills and knowledge of the technological process. Since, thanks to heaving, softer material acquires greater strength, it is necessary that the elements are made with high quality. To do this, you need to know how the process of applying relief occurs. It is as follows:
- The upper roller is raised onto the lower one to place the part for processing and then the raised upper roller is lowered onto it.
- It is very important that during the zigging process uniform corrugations are applied and the distance is taken into account, so it is imperative to use a stop.
- The degree of fixation of the workpiece is adjusted using the existing screws.
- Another feature is that if you use a more durable material, you need to take into account that for creasing in this case it is necessary to use a hydraulic or electric drive on the equipment.
- For example, if corrugation is used on aluminum or zinc materials, then it is necessary to increase the distance between the ridges, as well as increase the radius of the ridge itself.
- The shafts with corresponding rollers have the opposite effect during operation, that is, they rotate in the opposite direction, which as a result creates the necessary depressions on the sheet metal.
If the first time applying relief to thin-sheet metal was not done enough, then you can carry out several more cycles along the already completed zigs. Only after achieving the desired result can the workpiece be removed.
Metal beveling
Metal beading is a process of pressure processing the surface of sheet metal or volumetric parts in order to obtain various relief depressions. With the help of piping, flanging and preparation of longitudinal protrusions and other relief elements are carried out. Corrugation is carried out using manual and electromechanical equipment, in which the main element is rollers with a shaped radial surface.
Advantages
Regardless of the type of creasing equipment, they all have their own advantages, which allow the necessary work to be carried out with a high level of quality. These include:
- If you take a manual zig machine, then it is economical, since it does not require any financial costs other than physical strength. Also, its mobility allows you to carry out work in a convenient place without using electricity.
- In addition, the small dimensions of the mechanism allow the use of a minimum amount of space for its placement.
- With its help, it is possible to produce various corrugations on the surface of sheet metal with high quality, thereby increasing its strength.
- As for stationary zig machines, they also do not take up much space, but the mobility of such equipment is lacking.
- Directly one of the advantages is the fact that with the help of crimping you can connect parts of products without the use of welding or other similar methods.
- The quality of the products produced is correspondingly higher, and, importantly, it is possible to use a material with a more solid structure, but with sufficiently high ductility, which, in turn, allows work to be carried out without damaging the sheet material.
- In addition, the aesthetic appearance of the product increases.
In any case, such equipment makes it possible to produce parts with the necessary corrugation, especially if you consider that today there are a large number of varieties of ridge application of relief on sheet material.
As for the disadvantages, the only one is that when manually beveling sheet metal, you will need to put in quite a lot of physical labor, but this in no way affects the quality of the work performed.
How to choose a crimping machine to suit your needs and what parameters should you focus on?
1. Carefully study the technical characteristics of the machine. Consider your own needs. For example, is the machine designed for piece or mass production? After weighing all the arguments for and against, make your final decision. 2. Decide how much money you are willing to spend on purchasing the necessary equipment. For example, if the machine is needed to perform one-time operations, then you can take a manual seaming machine. To equip production, you should select a powerful industrial zig machine designed for high productivity.
Now we will take a closer look at how to choose a seaming machine. The most important criteria when choosing a crimping machine are the thickness of the metal being processed and the overhang of the rollers. Therefore, we will start choosing a machine with them.
How to make a crimping machine with your own hands?
First of all, you need to determine for yourself for what purpose this mechanism will be used, and how often it will need to be used. This is due to the fact that the zig machine is not a popular tool for daily use at home. But, if it is the object of professional activity, then you can do it yourself.
To create such a machine you will need to collect all the necessary parts. And, most importantly, every man who has even the slightest connection to technology can have them. The main parts that will be needed to make a zig machine:
- bracket;
- two working shafts;
- cylinder shank;
- device body;
- protective casing;
- spring device;
- locking pin;
- gear parts;
- rollers.
It is necessary to secure the beading machine using a special screw, but this must be done so that the shank of the main mechanism fits into the bracket. As for the body of the device, it needs to be secured well using a locking pin. To adjust the movement of the shafts, there must be a handle.
The rollers themselves on a homemade zig machine are driven by another handle and a toothed belt mechanism. A very important point in creating such equipment at home is that it is necessary that all parts of the gear mechanism be covered with a special protective casing.
Video: zigovka – electromechanical zigovka machine.
Sheet metal beading: technology and equipment
Creasing (or creasing) is the work of producing surface relief on metal using a continuously rotating tool - a pair of rollers. The profile of the resulting ridges corresponds to the profile of the rollers, and both flat and volumetric workpieces can be used for processing (a typical example is cylinders).
Processing on creasing machines
Advantages of the process and rational ways to use it
The formation of the surface relief on the workpiece is not of an impact nature and can be performed on pressing equipment, but presses require a non-specialized tool - stamps, and the peculiarity of the operating scheme of bending mechanical installations involves an idle stage, when the machine slide moves to its uppermost position. Therefore, zigging on rotary machines has clear technological advantages:
- The simplicity of the design of zigmachines, and, consequently, their low price and low repair complexity.
- Compactness of the equipment (a number of companies successfully design and produce mobile crimping machines with manual drive).
- The process of beading with a rotary tool is characterized by very low energy consumption during operation, so the equipment consumes little electricity.
- On a zig machine, metal processing can be carried out continuously, and therefore the equipment is suitable for plastic deformation of long sheets and strips, moreover, even in automatic mode.
- The technological loads on the crimping tool are low. Therefore, its durability allows long-term use until it is restored. The same set can be reused as a result of regrinding to a new size.
Beading machines are especially effective in small-scale production, when different parts can be produced on the same installation by simply replacing the tool. In particular, IV2714 type zigmachines are used to successfully perform work on folding tubular joints, performing local profiling, applying periodic relief, and even cutting off individual fragments of tape/strip after deformation. Benching is also widely used when working with elements of ventilation systems.
Surface corrugation
What do you need to know when working with a homemade zig machine?
A zig machine made independently is no different in operating principle from a factory machine, but still has some nuances that must be taken into account. These are such as:
- The part to be processed must be very securely fixed.
- The prepared workpiece must be placed between the rollers and secured with a special stop.
- The process involves adjusting the upper roller, which is operated by a handle.
To avoid injury, be sure to cover all parts of the rotating mechanism with a protective cover. One of the most important advantages of this equipment is that when used, the material used is not exposed to high temperatures.
And also no additional financial costs are required, for example, there is no need to use fuel or large amounts of electricity. And if you use a manual zig machine, then only physical strength is required.
Republished by Blog Post Promoter
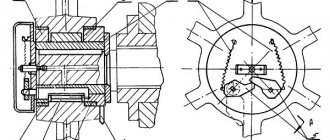
Design and principle of operation
The zig machine consists of several elements:
- lower, upper shaft;
- handle for rotating shafts (for manual machines);
- screw for adjustment;
- rollers with the help of which parts are processed;
- gears transmitting rotational force between moving shafts;
- housings made of impact-resistant materials;
- cast bed for stable holding of the machine.
Regardless of whether the installation is equipped with an electric drive or not, there are no significant changes in the design or operating process. Zigovka is carried out in several stages:
- The parts are fixed between movable rollers.
- The shafts are aligned to securely hold the workpiece.
- The operator begins to rotate the handle or starts the electric drive.
The workpiece begins to rotate behind the shaft. The depressions are formed under the pressure of the protrusions on the rollers.
Machine structure (Photo: Instagram / stankoprom)
Scope of application
Metal beading is used for tin work with cylindrical parts, most often to create locking connections, as well as for processing the edges of sheet iron.
- in the production of ventilation ducts and water pipes;
- for the manufacture of locks on steel products from thin sheets;
- in the production of thermal insulation of pipelines;
- for processing shells;
- when cutting and flaring drainage pipes during the installation of roof storm systems;
- in the production of shaped ventilation elements;
- corrugation of surfaces of cylindrical thin-sheet parts;
- in the manufacture of components for ventilation and in many other cases.
Manual crimping machines are widely used, making it possible to work with thin-walled pipes and shells with wall thicknesses up to 1-1.25 mm. To operate a manual machine, two people are enough - an operator and a worker rotating the drive. This is a convenient and inexpensive option for single and small-scale production, for work in field conditions, for example, when repairing heating mains. The manual zig machine weighs about 10 kg, is easy to carry and does not require maintenance.
Operating procedure
Zigovka is a relatively simple operation, but it requires certain knowledge and skills. The metal corrugation process consists of the following stages:
- The part is placed on the lower shaft and pressed by the upper one.
- With the help of a stop, the distance for zigging and obtaining a uniform relief is measured.
- The workpiece is fixed with special screws.
- When the shafts rotate in the opposite direction relative to the rollers, the surface of the workpiece acquires the required relief.
- When processing sheets of non-ferrous metals, it is necessary to increase the distance between the grooves.