Thread parameters and its varieties
The process of cutting internal grooves in a hole with a tap: 1 – knob; 2 – tap; 3 – part with a prepared hole
It is customary to divide threads by type and purpose. There are several criteria that are used to determine a certain type:
- units. The main world calculus for technology is the SI and the inch system. It is customary to use millimeters or inches. Important!
When creating a pipeline network, inch pipe threads are used ; - Depending on the number of threads being cut, they are usually divided into: single-, double- and triple-start threaded products. Larger quantities are used extremely rarely;
- An important indicator is the type of profile of the groove being cut. The most commonly used is the triangular type. It can have 60⁰ at the top (metric) or 55⁰ - inch. In addition, they produce rectangular (for lead screws and nuts), round (for electric lamps) and trapezoidal (thrust types);
- according to the direction of rotation they are divided into: right (if you look along the axis and move forward, then rotation occurs clockwise), left - twisting is done by rotating counterclockwise;
- it has already been noted that grooves are cut from the outside (external) and inside (thread in the hole);
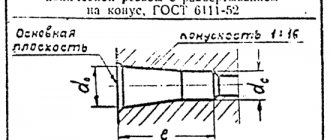
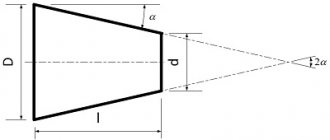
- according to the shape of the generating surface: cylindrical (distributed everywhere) and conical (used in the manufacture of tightening stoppers);
- The purpose of threaded joints can be different: fastening (connects parts into a single unit); fastening and sealing (not only fixes the parts together, but also prevents the penetration of gases and liquids between the connected products); running gears designed for oriented movement along the axis of the helical surface at a given distance.
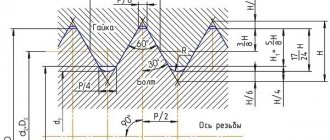
Basic parameters of a threaded connection (metric, capital letters indicate the inner surface of the nut, lowercase letters indicate the outer surface of the bolt):
d is the outer diameter of the bolt on the surface of which the thread is cut. Nominal parameter, mm; D – outer diameter of the thread on the nut, mm; d₂ – value of the average diameter on the bolt, mm; D₂ – size of the average diameter of the nut, mm; D₁ – diameter of the nut inside the grooves, mm; d₁ – bolt diameter along the inner surface of the helix, mm; D₁ – minimum diameter of the groove on the nuts, mm; d₃ – minimum bolt diameter along the grooves, mm; P – thread pitch, mm; H – height of the triangle defining the thread profile.
Basic thread types
In practice, metric threads are most often used. It is designated by the letter M (in imported versions it may be indicated by the letter J). Next to it is a number characterizing the nominal diameter of the connection. But in addition to the usual metric versions, a number of special ones are used:
- MK (JK) – metric for cones;
- G or R – inch pipe. For domestic users, the drawings indicate the inch symbol (“) and the inscription pipe;
- E – round with Edison profile used for electric lamps. In the domestic version, it is customary to indicate the nominal diameter and add a round electric lamp. Attention!
In practice, there is no special tool for naming such devices. The helical line is produced by rolling onto thin-walled sheet metal. Similar operations are performed in large enterprises ; - Тr – trapezoidal profile surface. In domestic products, the word trapezoidal must be written with the obligatory indication of the parameters of the trapezoid;
- Kr - the appearance on the market of imported sanitary fittings has led to the appearance of round threads for sanitary fixtures made on the basis of copper alloys. The use of such products is limited, but some may encounter them in everyday practice;
- S and S45 – thrust type of threaded connection profile. Has quite limited use. It is found in machine tools and also on ships. S45 indicates reinforced performance;
- BSW, UTS - this is how inch threads are designated in specifications. BSW is a cylindrical design. UTS – conical view of the helix;
- NPT - for oil workers there is a standard for threaded pipe connections. The inch size is traditionally used here. Depending on the diameter, triangular or rectangular types of profiles can be used.
Main types of threads according to GOST and industry standards
How are threads cut?
Helical grooves are produced on the outer and inner surfaces of parts using a thread-cutting tool. It is easier to perform this operation outside. Having a lathe, they do this using special cutters.
Cutting metric and trapezoidal threads using a cutter
In practice, such an operation is rarely performed in one pass. It is usually carried out in several stages. In this case, the machine is adjusted so that its tool holder moves according to a strictly defined law. Repetition of actions is needed.
To perform such operations, lead screws are used (they have a rectangular thread cut into them). Before each new pass, the tool holder returns to its original position. A new cutting depth is set and a new process begins.
Attention! Quite often, for external cutting, the caliper is forced to move to the exit (to the right). To do this, the cutters are turned down with their cutting edges, and reverse rotation is set to the spindle of the lathe.
For cutting internal threads there are thread-cutting cutters of the through type. They have a reinforced rod that penetrates into the hole.
General view of turning tools for cutting internal threads
When processing a part inside a hole, certain difficulties arise:
- the process is not visually controlled. You have to focus only on the settings and modes specified for the equipment according to the recommendations of the technologist and the service technician;
- It is difficult to remove chips, so you have to repeatedly cut with a small feed. The lubricating coolant (coolant) not only cools the part, it removes chips from the hole;
- you have to often use a measuring tool and auxiliary templates to control the progress of cutting helical grooves. Special pass-through and non-through-type gauges are used.
The process of forming a thread using a cutter
If turners cope with through holes quite skillfully, then when working with blind (impassable) recesses in the body of the part, the work becomes quite complicated. But sometimes, due to design features, there is no other way to create an internal threaded surface. Therefore, it is necessary to use such cutters.
Special combs significantly speed up the work. They use not one, but several cutting edges. They sequentially cut into the body of the part, removing metal to a certain depth.
Combs for cutting threads outside and in the hole: a – obtuse cutting angle; b – acute cutting angle; c – comb for forming a threaded groove inside the part
Such tools are especially convenient in cases where fairly long sections are being cut. Similar combs are used for lead screws. With their help, you can process long workpieces (up to 3...5 m) from one installation. At machine tool factories, these are the methods used to form threaded structures.
Homemade tap for aluminum alloys
To create internal threads in brass or light alloy parts, you can use homemade tools and drills from a regular set. Calibrated steel wire will do. Using a die, an external thread is cut on it, after which the workpiece is hardened. After hardening, it is necessary to release the part to the color of ripe straw. The cutting edges are sharpened using a whetstone or sharpener, after first clamping the part into a collet chuck.
Video on how internal threads are cut:
To cut an internal thread on a part, you must first drill a hole. Its size is not equal to the thread diameter, but should be slightly smaller. You can find the diameter of the drill for the thread in a special table, but to do this you also need to know the type of thread.
Using taps
In actual practice, in production, as well as in various workshops, taps are most often used. They implement the principle of sequential introduction of cutting edges into the body of the workpiece. But there is more than one row of teeth, like a comb. A powerful body is used that is capable of centering the tool inside the hole.
Tap:
a) structural elements: 1 – thread of the threaded part; 2 – square shank for transmitting torque; 3 – cylindrical part of the shank; 4 – groove for collecting chips; 5 – cutting edges (feathers); b) geometric parameters of the cutting part: 1 – front surface facing the part; 2 – cutting edge, triangular teeth; 3 – backed part, rear surface; 4 – reverse part, forming a support; 5 – feather; α – rear angle of the backed part; β – apex angle, it is also called the cutting angle; δ – angle of sharpening of the edges of the cutting blade (triangle); γ – front angle facing the material being removed; c) a tap with a straight chip flute: 1 – groove for collecting chips; d) a tap having a helical flute. Typically found on machine tools with pressurized coolant; e) for cutting blind threads on machines
The choice of one design or another is determined by the characteristics of the process. Most craftsmen use taps with straight flutes in their arsenal. After completing one pass, the tool is removed. Chips and other inclusions that may end up in the hole are removed from it.
One pass does not cut the thread completely. Typically, roughing and finishing taps are used.
Types of thread taps
A crank is used to rotate the tap located in the hole. The design can be very diverse.
Types of cranks for manual tapping of holes
Sequence of tool use
Most often, the kit includes two taps. But to obtain high-quality threads, kits that include three tools can also be used. Some manufacturers, in addition to the parameters of the thread being cut, indicate the letters: A, B, C. Others apply several marks:
- 1 risk on draft;
- 2 risks on the main;
- 3 risks on finishing.
In addition to external designations, the type of tap can be distinguished by a number of characteristics:
- The first pass roughing tool has a minimum diameter. It is enough to measure the outer size using a caliper to find it in the set. The part that goes in first has fine teeth, the tops are cut almost to nothing;
- the second tap in the set has noticeably longer feather combs. The diameter value will be the average of the three. The last teeth will cut the full profile thread;
- In a finishing tap, almost all teeth have the same height. The closing ones do not cut, but calibrate the formed screw grooves in the hole.
General view of the taps from the set
Where to buy drills for cutting rough threads for a tap?
You can buy drills for cutting rough threads for taps in the RINCOM online store. The following types of tools are always available:
- conical drills;
- cylindrical drills;
- carbide drills;
- centering drills.
You can also order taps and other types of metal-cutting tools from us. Delivery is made to all regions of Russia.
Hole tapping technology
Before starting to form threaded grooves, a hole is drilled using a tool. Depending on the design features, it can be through or blind. The drill is designed so that the screw surface removes the bulk of the chips. But it should be remembered that a certain amount of drilling residue may remain inside. Therefore, if the mass and external parameters allow, they are shaken out onto special catchers.
It is difficult to perform such operations on bulky products, so they are blown out with a stream of compressed air.
Attention! The organs of vision and breathing must be protected from products that may end up inside the openings.
Novice craftsmen are often interested in what diameter should be in the hole where they need to cut a thread. The simplest thing is to use the formula:
Dot = 0.8 M, mm,
here Dhole is the diameter of the hole, mm; M – metric thread size by number.
For most metals, such a definition will be sufficient. It may require a little more effort when doing the work, but the result will be satisfactory.
For example, for M6 it is not difficult to calculate the required value of a metal drill using the given formula. It will be equal to Dresponse = 6 · 0.8 = 4.8 mm.
For a more accurate determination, special tables are used.
Table 1: Hole sizes for cutting metric threads
| Nominal diameter | Standard step | Small step | ||||||
| Thread pitch, mm | Theoretical internal diameter, mm | Required diameter including crushing, mm | Recommended drill diameter, mm | Thread pitch, mm | Theoretical internal diameter, mm | Required diameter including crushing, mm | Recommended drill diameter, mm | |
| M4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| M5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| M6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| M7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| M8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| M9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| M10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| M11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| M12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| M13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| M14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| M15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| M16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| M18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| M20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| M22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| M24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| M25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| M27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| M30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| M33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| M36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| M39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| M40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| M42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| M45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| M48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – special types of thread.
Table 2: Hole sizes for cutting inch threads
| Nominal diameter | Standard step | Small step | ||||||
| Thread pitch, mm | Theoretical internal diameter, mm | Required diameter including crushing, mm | Recommended drill diameter, mm | Thread pitch, mm | Theoretical internal diameter, mm | Required diameter including crushing, mm | Recommended drill diameter, mm | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
How to do thread cutting?
The procedure for cutting helical grooves in a hole
The work is performed in a certain sequence.
It starts with markings. Using a core, the center of the future hole is marked. Here it is important to mark the markings the first time. It is not allowed to deliver several consecutive blows. Even a slight impact is enough to create a deepening. The drill itself will determine the center of the drill.
You need to drill strictly perpendicular to the surface. Therefore, if conditions permit, you need to use the machine. It will ensure rigid movement of the spindle with the drill. If you have to drill a hole larger than 8 mm, then it is advisable to perform this procedure in several stages. First, a small diameter hole is drilled. Then it is drilled out into a larger one. It happens that you have to drill in three or even five stages, successively increasing the diameter of the hole. At the last stage, use the size required according to the table. Attention! Be sure to use lubricant. It can be applied with a brush, applied from a pipette, or used with a syringe from which the needle has been removed (however, it can also be used with a needle)
.
If it is impossible to use a drilling machine, use hand-held electric drilling machines (drills). Here it is important to strictly maintain the position of the drill relative to the part. To begin work, experienced craftsmen use special jigs that ensure perpendicular entry of the drill. It is important to do the first pass correctly. In the future, larger diameter drills themselves move in the direction of minimal effort
.
To facilitate the entry of the tap into the hole, a chamfer is removed. A small recess performs two functions: it facilitates the introduction of the beginning of the working part of the tool; the lubricant in the conical recess will continue to flow for some time, facilitating the thread cutting process
.
The roughing tap is used first. It is inserted into the knob, then the working part is placed in the hole. You have to lightly press down on the tool to start the formation of a helical groove. You can't be too zealous; you can easily break the tap.
They turn it one turn, and then you need to turn it back a third to break the resulting chips. By rotating in the opposite direction, you can feel when a break occurs.
If you have to cut a thread in a deep hole (more than 5 diameters), then you should periodically unscrew the tap completely outward. Having taken it out, clean it of adhering chips. Use metal brushes. Attention! Do not shake off with fingers, unprotected gloves, or blow off. We must remember that safety rules are written in blood. We should not repeat the mistakes of those on whose examples these rules were formed.
.
After a complete pass with the first tap, use the second one. Here the cutting process is much easier. Be sure to lubricate the tool. You can make two full turns, and then make a half turn in the opposite direction. The deep hole rule also applies when using the second number. It is advisable to periodically remove the chips and remove them. It is much smaller than can be seen when roughing threads, but it also fills the space quite quickly.
The third number is used for finishing cutting. You can rotate the tool two to four turns, and then reverse rotation a full turn back. This results in a fairly high-quality threaded hole.
Adaptations
To apply carvings with your own hands, use small devices:
All these devices are made of alloys characterized by increased strength and abrasion resistance. Grooves and grooves are applied to their surfaces, with the help of which their mirror image is obtained on the workpiece.
Any tap or die is marked - they have an inscription indicating the type of thread that this device cuts - diameter and pitch. They are inserted into holders - collars and die holders - and secured there with screws. Having clamped the thread cutting device in the holder, it is put on/inserted into the place where you want to make a detachable connection. By turning the device, turns are formed. How correctly the device is positioned at the beginning of work determines whether the turns will “lay down” evenly. Therefore, make the first revolutions, trying to keep the structure level, avoiding shifts and distortions. After a few turns, the process will become easier.
You can cut small or medium diameter threads by hand. Complex types (two- and three-way) or working with large diameters by hand are impossible - too much effort is required. For these purposes, special mechanized equipment is used - lathes with taps and dies attached to them.
Combination tool
In addition to conventional taps and drills, special combinations are used in practice. With their help, the hole is drilled to the desired size. The same device cuts threads. For light alloys, as well as low-carbon steel, such devices are used not only by craftsmen in their own workshops. They are used in large enterprises where various products have to be mass-produced.
Combination tap-drill
A similar tool is used when it is necessary to slightly increase the diameter of workpieces. Similar operations often have to be performed when working with castings. There are already holes there, obtained through core mixtures. But they often do not have the required shape and size. By using a tap-drill, two operations will be performed at once.
The widespread use of electric screwdrivers in production and at home has led to the creation of special drill taps for this convenient tool. You can purchase entire sets.
Drill bit for screwdriver
Manufacturers write that such products are best used for plastics and aluminum alloys. In fact, if lubricated, such tools do a good job on low-carbon structural steels.
At most large enterprises, the thread cutting procedure is as mechanized as possible. Special machine taps are used. They are distinguished by a long shank, as well as the presence of not only cutting combs. There is also a calibrating part.
Video: how to choose a drill for tapping?
Drill diameters for trapezoidal threads
| Trapezoidal thread Tr | |||
| Tap | Drill diameter, mm | Tap | Drill diameter, mm |
| Tr 8x1.5 | 6,6 | Tr 14x3 | 11,25 |
| Tr 10x1.5 | 8,6 | Tr 14x4 | 10,25 |
| Tr 10x2 | 8,2 | Tr 16x4 | 12,25 |
| Tr 10x3 | 7,5 | Tr 18x4 | 14,25 |
| Tr 12x2 | 10,2 | Tr 20x4 | 16,25 |
| Tr 12x3 | 9,25 | Tr 22x3 | 19,25 |
| Tr 14x2 | 12,2 | Tr 22x5 | 17,25 |
We have provided basic tables that will help you quickly select the right drill for the tap. You will find even more information, including tolerances based on the materials being processed, in the relevant standards:
- GOST 19257-73 “Holes for cutting metric threads”;
- GOST 21348-75 “Holes for cutting cylindrical pipe threads”;
- GOST 18844-73 “Chip-free taps”.