Among the most effective methods of welding metals, shielding gas welding stands out. Special gases entering the welding area prevent the entry of air, which has a negative effect on the properties of the joint of materials.
Thanks to this, the welds are clean (no slag), sealed (no pores) and meet the specified characteristics, subject to the recommendations of GOST 14771-76.
The essence of the method
Welding of workpieces in a shielding gas environment is one of the subtypes of arc bonding, but here argon, nitrogen, oxygen, etc. are supplied to the melting point. If there is a need to integrate low-carbon or alloy steel, 1-5% oxygen is added to the gas. Such proportions reduce the critical tension, which protects against the formation of pores and improves the quality of adhesion.
For production with a melting rod, argon and 10-20% carbon dioxide are mixed. This gives the same indicators as in the previous case, however, it adds constancy to the arc and protects the area from drafts. The technique itself is popular mainly in the processing of thin sheets of metal.
During deep smelting, CO2 and 20% O are used. The mixture is endowed with increased oxidizing properties, gives a good shape, and protects the slabs from porosity. Similar indicators are typical for other compounds, but each procedure has an individual approach, which will depend on the situation, the thickness of the object and other parameters.
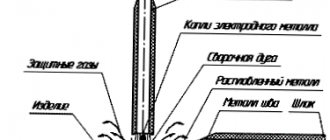
Scheme of gas-shielded arc welding
Despite the highest results, the joining plane must be carefully processed using the following techniques:
- alignment;
- rust removal;
- removal of nicks;
- heating.
If the preparatory manipulations are performed incorrectly, this will lead to weld defects.
Features of the technique
One of the subtypes of arc joining of metal products and workpieces is gas-shielded arc welding. GOST regulates the process during which gas is supplied to the melting point. This can be argon, oxygen, nitrogen or other varieties. There are certain features of such a process.
Every welder knows that the quality of the weld depends not only on the skills of the welder, but also on the conditions at the melting point. Ideally, only the electrode and filler materials should be present here. If other elements get here, they can have a negative effect on welding. Because of this, the soldering area will not be strong enough.
The technology of manual gas-shielded arc welding dates back to 1920. The use of such substances allows you to make seams without slag. They are characterized by high purity and are not covered with microcracks. This method is actively used in industry to create various elements from metal.
Special proportions of protective gases allow you to relieve stress in the melt zone. There are no pores here, which significantly improves the quality of adhesion. The seam becomes stronger.
In industrial conditions, rods mixed with argon and carbon dioxide are used during welding. Thanks to this combination, the arc becomes constant, protecting the melt zone from drafts. This allows you to join thin sheets of metal.
If deep smelting is required, carbon dioxide and oxygen are mixed. This composition has oxidizing properties and protects the seam from porosity. There are many techniques that involve the use of different gases during welding. The choice depends on the specifics of this process.
Welding technology
Gas-shielded arc welding involves the use of two approaches: non-consumable and consumable pins. The first type makes a weld by melting the corners of the alloy. In the second case, the remelted rod plays the role of the main substance for integration. To ensure optimal preservation of the environment, several variations are used:
- Inert - have no color and odor, and inertness is determined by the presence of a dense electron shell in the atoms. These types include helium, argon and others.
- Active - react with the workpiece and dissolve in it. This category includes carbon dioxide, nitrogen, hydrogen and others.
- Combined impurities. This includes combinations of the previous points. Automatic welding in an environment of real shielding gases is needed to improve technical attributes and form a high-quality seam.
Shielded gas welding technology
The choice will differ from the chemical composition of the metal, the economy of the procedure, the bonding properties and other nuances.
It is also allowed to use electric arc equipment for manipulations.
Inert gaseous impurities will increase the stability of the arc and make it possible to carry out deeper melting. The mixture is fed into the dynamic area by several flows: central (parallel to the rod), lateral (on the side, separate from the rod), a pair of concentric jets, and into a movable nozzle, which is mounted above the working medium. Arc welding in any shielding gas creates acceptable thermal parameters that have a positive effect on the model, size and quality of the seam.
Specialized nozzles are used to supply the gas stream, but in some circumstances objects are placed in transparent chambers that are installed above the joint. This technique is used quite rarely, and mainly for fastening large-sized components.
Classification
Based on the basic physical phenomena, gas shielded welding technology is classified according to two criteria:
- Welding with a non-consumable electrode: in the process of melting the metals being joined in shielding gases, the electrode material does not become an element of the connection, it serves solely to excite the arc. The seam is formed by melting the edges of the metal being welded and the additive. Electrode consumption is caused by evaporation or melting due to excessive current readings. Non-consumable electrodes are made from tungsten with additives.
- Consumable electrode welding: in the process of melting the metals being joined in shielding gases, the electrode material also melts and becomes an element of the weld. Consumable electrodes can be used as filler wire if produced in accordance with GOST 2246–70 or from the metal corresponding to the metal being welded.
Welding with consumable electrode in a gas environment
Advantages
The gas-shielded welding process is preferable to other methods due to a lot of positive aspects.
- Effective protection of the weld pool (especially in inert protective gases).
- Pace of work. The speed is several times higher than the arc connection method.
- Control. You can directly monitor the arc and bath.
- Versatility. Welding technology allows work in any plane.
- Seam cleanliness. There is no need for stripping when performing multiple layers. At the same time, GOST is fully complied with.
- Narrowly targeted thermal effect. Deformations arising during the welding process are minimized.
- Range of application. Possibility of connecting metals of various thicknesses: from the thinnest metals to several centimeters.
- Decorative. The resulting seams have a good appearance (smooth, even).
Flaws
There is no such thing as perfection in the world; even such positive welding has negative sides.
- Expensive. The technology requires the presence of special gas equipment and gases, which increases the cost of work.
- Demandingness. Welding using shielding gases itself requires the organization of protective devices so that volatile gases are not blown away by atmospheric influences (when working in open areas). In enclosed spaces this factor is less important.
Modes
For these operations, semi-automatic class inverter units are often used. With their support, electricity and supply voltage are adjusted. These stations also serve as a basic power source, and their power and regulation options vary depending on the model. If there is a need to carry out standard activities (without handling thick and unpopular alloys), you can choose the simplest equipment.
Carbon gas welding modes
Automated gas shielded arc welding can vary in many quantities, most of which are determined by the following positions: 1st wire radius, 2nd wire diameter, 3rd electrical power, 4th voltage, 5th contact feed speed, 6 -e gas consumption. And it all looks like this:
- 15cm, 0.8mm, 120A, 19V, 150m/h, 6 units/min;
- 7mm, 1mm, 150A, 20V, 200m/h, 7 units/min;
- 2mm, 1.2mm, 170A, 21V, 250m/h, 10 units/minutes;
- 3mm, 1.4mm, 200A, 22V, 490m/h, 12 units/min;
- 4-5mm, 0.16cm, 250A, 25V, 680m/h, 14 units/minutes;
- more than 0.6cm, 1.6mm, 300A, 30V, 700m/h, 16 units/min.
These characteristics are standard and are calculated for processes with carbon dioxide.
Mode selection
To comply with GOST requirements, gas-shielded arc welding can be carried out in different modes. For this, in most cases, the use of semi-automatic inverters is required. With the help of such equipment, it becomes possible to regulate the flow of electricity and its voltage.
Inverter semi-automatic devices serve as a power source. They may differ in power and options. Performance varies by model. For most standard operations that do not require welding of thick or infrequently used alloys, simple machines are used.
Automatic arc welding in shielding gases differs in a number of parameters:
- Wire radius.
- The diameter of the wire.
- The power of electricity.
- Voltage.
- Contact feed speed.
- Gas consumption.
Existing semi-automatic modes of arc welding in shielding gases are also divided into local and general. In the first case, shielding gas flows from the nozzle into the welding zone. This option is used more often. Using local welding, different materials can be joined, but the result may not always be satisfactory.
When using local gas supply, air may enter the melt zone. This reduces the quality of the seam. The larger the workpiece that needs to be welded, the worse the result will be when using this technique.
If large parts need to be welded, chambers in which the atmosphere is controlled are used. Air is pumped out of them and a vacuum is created. Next, the gas required by the technology is pumped into the chamber. Welding is performed using remote control.
Manual method and chamber welding
Semi-automatic units, accompanied by the use of a protective environment, are divided into two approaches: local and general types. In most cases, the first version is used, where the protective substance flows directly from the nozzle. This technique makes it possible to cook any product, however, the result may not always be at a satisfactory level. Getting air into the melting zone will greatly reduce the performance of the seam, and the larger the item, the higher the chances of getting a poor quality solder.
Therefore, for large-sized ones, it is recommended to operate cameras with adjustable atmosphere inside. It goes like this:
- all air is pumped out of the cavity to a vacuum state;
- then the required gas is pumped in;
- cooking is carried out with remote control.
Welding chamber
There are other methods of manual arc welding in shielding gases: a certain space is filled with the appropriate element, and the specialist performs all actions in a spacesuit with an individual breathing system.
These are quite complex acts that require training and skills. But this gives an absolute guarantee that the spike will be in reliable defense. And this is an important requirement for the production of complex workpieces. As for electrodes, you can use both consumable and non-consumable models.
Preparation of edges and their assembly for welding
Preparatory actions are carried out in the same way in all options. The edge cutting pattern must contain the correct geometric parameters and comply with GOST or other technical rules. With mechanical welding, it is possible to completely boil the alloy without separating the edges or leaving a gap between them. If there is some indentation or cutting edges, welding can be carried out, but the thickness of the object should be no more than 11 mm. There are ways to increase the productivity of the automatic welding acceptance process, and for this it is necessary to cut the side corners without a slope.
Download GOST 14771-76
During welding, the metal shrinks, which affects the correctness of the gap. To avoid difficulties, a hinged attachment is performed with a certain opening angle of the edges, which will depend on the size of the object.
Prepared edge
When working with carbon dioxide protection, the entire surface has to be cleared of slag and drops of dirt. To reduce future contamination that may form during manipulation, the surface is treated with special liquids. There is no need to wait for the aerosol to dry completely. Subsequent assembly is carried out using standard spare parts: wedges, brackets, tacks, etc. You should also inspect the structure before starting.
Advantages and weaknesses of the process
The positive aspects include the following points:
- unlike other methods, the nature of the seam is obtained with higher characteristics;
- most elements are not expensive, however, this does not prevent them from providing high-quality protection;
- An experienced welder will not have any problems mastering this technology, so large-scale production can easily change the specifics of the maneuvers;
- welding of both thin and thick sheets can be carried out in a protective environment;
- this technique shows high performance indicators;
- the technique is excellent for procedures with aluminum, non-ferrous metals and other types that are resistant to corrosion;
- This approach is easy to modernize, it can be easily transferred to an automatic procedure, and can be adapted to any conditions.
The disadvantages of gas shielded welding are as follows:
- When welding in an open space, care should be taken to ensure good sealing of the chamber. Otherwise, there is a high probability of weathering of gaseous impurities;
- cooking in a closed space must be accompanied by high-quality ventilation functionality;
- Some types of gases, such as Argon, are expensive.
Otherwise, the technology is quite successful and does not have any significant drawbacks.
Gas shielded electric arc welding?
The essence of the method is that to protect the molten metal from the harmful effects of oxygen and nitrogen in the air, a stream of shielding gas is continuously supplied through the nozzle into the arc zone that burns between the product being welded and the consumable or non-consumable electrodes. Inert gases - argon and helium - are used as protective gases, while active gases are carbon dioxide, hydrogen, and nitrogen. Mixtures of argon with oxygen, argon with nitrogen, argon with carbon dioxide, and carbon dioxide with oxygen are also used.
Inert gases are used for welding reactive metals (high-alloy steels and non-ferrous metals).
In a shielding gas environment, manual and mechanized welding with a non-consumable electrode is used, as well as automatic and semi-automatic welding with a consumable electrode.
Advantages:
1. no need to use coatings and fluxes;
2. high degree of concentration of the heat source, helping to reduce warping of the product;
3. low cost;
4. Possibility of welding in any spatial positions.
Electroslag welding?
Electroslag welding is a welding method based on the release of heat when an electric current passes through molten slag.
The essence of the process is that a special chemical composition - welding flux - is placed into the prepared gap between the parts being connected, which is acted upon using an electric arc. As a result of heating, the flux melts, turning into slag, which protects the processing area from exposure to atmospheric air. When using this technology, the molten metal cools slowly, which creates favorable conditions for the formation of a high-quality structure of the connecting seam. It is quite difficult to understand what electroslag welding is by watching a video. Indeed, in this case, the audience gets an idea only of the external side of the process.
Advantages
Electroslag welding has a number of undoubted advantages that cannot be neglected when organizing production processes.
1. The ability to ensure a stable and high-quality seam structure when connecting parts with significant mass and thickness.
2. There is no need for preliminary chamfering of the edges and subsequent processing of the finished product to remove slag.
3. In the case of simultaneous use of several electrodes, it becomes possible to apply a welding seam along the entire length in one pass, which significantly reduces work time and speeds up production.
Flaws
Wider dissemination of the technology is hampered by its shortcomings, or more precisely, by the specific features of the process.
1.In this way it is possible to weld only vertical seams, which is only permissible when manufacturing parts of a relatively simple shape.
2. To create the necessary conditions for melting the flux and maintaining the slag temperature at a given level, special equipment is required.
3. The method is not applicable if the thickness of the sheets of metal being joined is less than 16 mm. In fact, even in this case, the economic efficiency of electroslag welding remains in question. It really becomes justified when working with metal with a thickness of 40 mm or more, and reaches its highest efficiency when this figure exceeds 100 mm.
Beam welding methods?
Laser welding is welding using a laser as an energy source.
Laser welding is used for welding similar and dissimilar metals in radio electronics and electronic engineering.
The essence of the laser welding process is as follows: laser radiation is directed to a focusing system, where it is focused into a beam of smaller cross-section and hits the parts being welded, where it is partially reflected, partially penetrates into the material, where it is absorbed, heats and melts the metal, forming a weld.
Laser welding is carried out by through and partial penetration in any spatial position. Welding is carried out using continuous or pulsed radiation. When welding products with small thicknesses from 0.05 to 1.0 mm, welding takes place with the laser beam defocusing.
With pulsed laser radiation, a weld is formed by weld points, their overlap by 30 - 90%. Modern welding machines with solid-state lasers carry out seam welding at speeds of up to 5 mm/s with a pulse frequency of about 20 Hz. Welding is carried out using filler materials (wire with a diameter of about 1.5 mm, tape or powder). The additive increases the cross-section of the weld.
Laser welding is divided into three types: microwelding (thickness or penetration depth up to 100 microns), mini-welding (penetration depth from 0.1 to 1 mm), macro-welding (penetration depth more than 1 mm).
Flaws:
· high cost of laser systems;
· low efficiency (0.01 - 2.0%).
Advantages
Possibility of welding high-precision structures
Welding without adjustments or machining
· high welding speed and work productivity (a steel sheet 20 mm thick is welded with an electric arc at a speed of 15 m/h in 5 - 8 passes; when welding with a continuous laser beam, the sheet is welded at a speed of 100 m/h in 1)
· high environmental safety compared to traditional welding
What is friction welding?
Friction welding is a type of pressure welding (in addition, such a characteristic as “welding without fusion” is often found), in which heating is carried out by friction caused by the movement (rotation) of one of the parts of the product being welded. Since the friction welding process does not melt the material, technically it cannot be fully called “welding.” However, due to the similarity of this technology and traditional welding, the term has taken root. Friction welding is used to join various metals and thermoplastics in the aircraft and automotive industries. It should be noted that the final connection is formed at the final stage of the process, when a forging force is applied to already stationary samples.
The process of formation of a welded joint: 1) Destruction and removal of oxide films under the influence of friction forces; 2) Heating the edges of the metal being welded to a plastic state, temporary contact occurs, its destruction occurs and the most plastic volumes of metal are squeezed out of the joint; 3) Stopping rotation with the formation of a welded joint.
Friction welding is accompanied by a process in which mechanical energy supplied to one of the parts being welded is converted into thermal energy; in this case, heat generation occurs directly at the site of the future connection. Heat can be generated when one part rotates relative to another or inserts between parts. The parts are pressed with constant or increasing pressure over time. Welding ends with upsetting and rapid cessation of rotation. In the joint zone during welding, the following processes occur: as the rotation speed of the workpieces being welded increases, in the presence of compressive pressure, the contact surfaces grind in and the fatty and oxide films present on them in the initial state are destroyed; boundary friction gives way to dry friction, individual microprotrusions come into contact, they are deformed and juvenile areas with unsaturated bonds of surface atoms are formed, between which metallic bonds are instantly formed, which are immediately destroyed due to the relative movement of the surfaces.
What is explosion welding?
Explosion welding, or explosive welding, is a welding method based on the use of explosion energy; a type of explosive metal processing.
When explosive welding, the welded (moving) part is located at an angle to the stationary target part (base) or parallel to it (in most cases) and is set in motion by a controlled explosion, as a result of which it collides with it at high speed; the connection is formed due to joint plastic deformation of the surfaces. At the same time, due to the transience of the process, volumetric diffusion does not have time to develop, as a result of which this type of welding is applicable for joining dissimilar metals and alloys. Before welding, parts must be cleaned to a metallic shine and degreased. Explosion welding is used to join parts made of dissimilar metals, in particular for cladding. Bulk substances are used as explosives: granulotol, granulite, ammonites, ammonal, ammonium nitrate, hexogen.
Thermite welding?
Thermite welding is a welding method in which thermite, consisting of a powdered mixture of aluminum or magnesium metal and iron scale, is used to heat the metal.
To hold the liquid mixture on the surface of the connecting parts, split-type welding molds are used. Before use, the molds are coated with refractory clay, after which a burner is made through the holes in them, and the corners of the parts to be welded are heated to a temperature of 850–900 ° C. The thermite composition, heated in refractory crucibles, is poured into the mold after a break of 6 seconds. Thermite welding, carried out by the interval flood method, does not involve heating the end edges of the parts, and the molds and crucibles serve as one whole. The mold and the crucible flask have a separator between them in the form of a plate, the thickness of which is designed for rapid melting upon completion of the thermite reaction. The hot material is poured into the mold, the ends are slightly melted, and the parts are clamped on both sides. The consumption of thermite powder calculated for a non-heating process is several times greater than for heating technology. But it is worth noting that cold welding has greater productivity compared to hot welding due to the initial heating, which takes half an hour. The mold for pouring the thermite mixture should not contain condensation, since if excess moisture gets into the hot liquid, it can cause the release of liquid metal. Acting in accordance with all safety rules during the work process, the personnel must be protected in overalls, and their face must be covered with a fire-resistant mask.
What gases are used
Shielding gases create the environment for arc welding, and the inert and chemical groups are separated. The first category seems to be the most popular and includes "Ar", "He" and other combinations thereof. Their main task is to displace oxygen from the area of thermal influence. It should be noted that these variations of substances do not react with iron and do not dissolve in it.
The use of this class is necessary for soldering the most popular alloys: titanium, aluminum and others. If the steel has increased resistance to temperature and does not melt well, it is wise to use a non-consumable electrode.
Gases used for welding
Active gases also enjoy a certain popularity, because this category includes inexpensive varieties: hydrogen, nitrogen, oxygen.
But carbon dioxide is most often used because it is the most profitable option.
Description of each version:
- Argon is a variation of the protective inert gas for welding. Has no tendency to ignite and is not explosive. Provides good protection for bathtubs.
- Helium is supplied in special cylinders, the pressure of which reaches 150 at. It has a low liquefaction temperature of -269 degrees.
- Carbon dioxide is non-toxic, colorless and odorless. It is extracted by extraction from flue gases and using special equipment.
- Oxygen – promotes combustion. O is obtained from the atmosphere by cooling. There are several varieties that differ in percentage.
- Hydrogen is explosive when in contact with air, so safety rules must be strictly followed when handling it. It is also colorless and odorless and helps with combustion.
Invisible defenders
For these purposes, GOST 19521-74 provides for the use of:
- Carbon dioxide (carbon dioxide) CO2.
- Argon.
- Helium.
- Nitrogen.
- Hydrogen.
- Gas mixtures.
Carbon dioxide
CO2 gas (GOST 8050-85) is most widespread due to its low cost (it is released as a by-product during the coking of coals and limestone roasting). Is active. By pushing harmful gases from the environment away from the weld pool, it is itself capable of entering into a chemical reaction with the weld metal.
At high temperatures in the arc zone, it decomposes into carbon monoxide and free oxygen. It is neutralized using welding wire or filler material with a high content of manganese and silicon (GOST 2246-70, 10543-98). The oxides of these elements come to the surface of the alloy in the form of slag.
Welding in a carbon dioxide environment is used to join parts made of low-alloy and carbon steels.
Argon and helium
Argon (GOST 10157-79) and helium (GOST 20461-75) are inert gases. They do not interact with liquid metal in the weld pool.
Argon, being heavier in relation to air, creates dense protection against nitrogen and oxygen from the environment. Used to produce high-quality welds on carbon and high-alloy steels, as well as for welding non-ferrous metals and their alloys.
Helium is used for the same purposes as argon, but much less frequently due to its high cost. More often used in the form of a mixture with argon.
Nitrogen and hydrogen
Active gases nitrogen (GOST 9293-74) and hydrogen (GOST 3022-70) are used in high-temperature processes with metals that do not interact with them.
In carbon dioxide
This is the cheapest system, which is why it is in great demand. However, the intense heat in the active region breaks down matter into three gases: "CO2", "CO" and "O". To protect the surface from oxidation, silicon and manganese are added to the wire. But this also causes some inconvenience: when reacting with each other, both substances form slag, which subsequently floats to the surface. It is very easy to remove and does not affect the protective performance in any way. Also, before performing the operation, you should remove all the water from the cylinder (to do this, just turn it over). And these actions should be carried out periodically. If you miss this moment, you may end up with a porous seam.
Welding in carbon dioxide
In a nitrogen environment
Needed for connecting copper blanks or stainless steel parts. This specificity is observed because this gas does not react with these alloys. Graphite or carbon contacts are also required for welding. Tungsten ones cause them to overspend, which makes manipulation very inconvenient.
As for setting up the equipment, it varies depending on the complexity. More often they look like this: current voltage 150-500 A, arc 22-30 V, gas flow up to 10 liters per minute. The appearance of the units has no distinctive features, with the exception of a special clamp for the carbon electrode.
Welding in nitrogen environment
Equipment
When welding in a protective environment, standard power sources that have a voltage regulation function are used. There are also automatic wire supply mechanisms and specialized gas units in the form of hoses and cylinders. The procedure itself is carried out with a constant supply of high-frequency electricity.
The main options that require careful attention are the current regulator, which ensures stable arc burning, and the speed of wire movement.
And all this must work as a single mechanism. Modes can differ greatly from each other, even if welding takes place with the same type of iron.
Units:
- PDG-502. Designed for welding in carbon dioxide, it is very reliable and shows high performance. Can be used from networks of 220 and 380 V, and the electricity regulation limits are 100-500 A.
- "Impulse 3A". Necessary for working with aluminum parts, but it has lower functions than the previous device. It can also be used for welding ferrous metals and making ceiling joints.
- "URS 62a". Excellent for field work, used primarily for bonding aluminum. The necessary power is taken from a 380 V network. A special feature is that the device is capable of processing titanium.
Impulse-3 device
There are many more varieties, each of which has its own advantages and disadvantages. It’s not difficult to guess that each machine is designed for a limited range of cooking.
Brief characteristics of protective gases
Argon is the most commonly used inert gas. It is heavier than air and does not form explosive mixtures with it. Due to its low ionization potential, this gas provides high arc stability. However, at the same time, low ionization potential also causes low arc voltage, which reduces the thermal power of the arc. Being heavier than air, argon provides good gas protection for the weld pool (but only in the lower welding position). However, it can accumulate in poorly ventilated areas near the floor. This reduces the oxygen content in the air, which can cause oxygen deficiency and suffocation in the electric welder. In places where argon may accumulate, it is necessary to monitor the oxygen content in the air using automatic or manual instruments with a device for remote air sampling. The volume fraction of oxygen in the air must be at least 19%.
Argon is produced in accordance with GOST 10157-79 in two grades: highest and first. The highest grade is recommended for use when welding critical metal structures made of active and rare metals and alloys, non-ferrous metals. Argon of the first grade is used for welding steels and pure aluminum.
Helium is a colorless, non-toxic, non-flammable and non-explosive gas. Significantly lighter than air and argon, which reduces the effectiveness of protection of the weld pool when welding in the lower position, but provides better protection when welding in the ceiling position. Helium is used less frequently than argon due to its scarcity and high cost. However, due to the high ionization potential, at the same current value, an arc in helium releases 1.5-2 times more energy than in argon. This promotes deeper penetration of the metal and significantly increases the welding speed. Three grades of helium are used for welding: grades A, B and C (according to TU 51-689-75). It is used mainly for welding chemically pure and active materials and alloys, as well as alloys based on aluminum and magnesium.
Mixtures of argon and helium are often used, and the optimal composition is considered to be a mixture containing 35-40% argon and 60-65% helium. The mixture fully realizes the advantages of both gases: argon ensures stable arc combustion, helium ensures a high degree of penetration.
When welding copper, nitrogen is used, since it is chemically neutral to it, i.e. does not form any chemical compounds with it and does not dissolve in it.
Protection options
Any welding work carries an increased degree of danger, so every worker must take care of the protection of the skin, eyes and respiratory organs. Even short-term overcooking in your own garage should be carried out with the following kit:
- mask;
- heat-resistant gloves;
- respirator.
Safety precautions
This is the only way to perform a high-quality operation without compromising your own health.
Pros and cons of gas-electric welding
The main advantages include:
- improving the quality characteristics of the weld metal;
- the ability to carry out work in any position of the welds (unlike loose fluxes);
- high productivity (with mechanization the speed reaches 120 m/hour, and with automation – 200 m/hour);
- absence of a slag layer , which allows you to visually control the welding process;
- Application for welding non-ferrous and refractory metals;
- for high-precision work;
- Thanks to the huge range of semi-automatic and automatic machines produced, it is possible to use both on an industrial scale and in piece production.
Disadvantages of this type of welding work:
- Working with gases requires increased safety measures;
- high cost of inert gases.