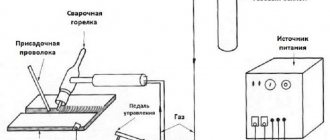
Principle of argon arc welding MIG and TIG
Before considering the principle of argon arc welding, it is worth understanding. It is necessary to understand how argon welding works. To connect metal parts, they must be heated at the junction. A welding arc is used to melt the metal. Arc burning and metal melting are impossible without oxidation by oxygen in the air. This element oxidizes alloys, with non-ferrous metals and alloy steels faster than carbon metal. Also, bubbles appear in the melting zone due to saturation with hydrogen and nitrogen; during crystallization in the suture bead, cavities, fistulas and numerous pores are formed. The strength of the connections suffers. The geometry of the welded joint deteriorates. In order to ensure reliable protection of the molten metal, various gases are used in pure form, as well as in the form of mixtures.
What are the TIG welding modes?
Welding in argon is performed in automatic (AMA), mechanized semi-automatic (MIG) and manual (TIG) modes. This method is characterized by the use of both consumable electrode metal (wire) and non-consumable tungsten electrode.
Consumable electrode argon arc welding (MIG) differs from mechanized welding by the presence of arc ignition features. Gas and welding wire are supplied through the torch nozzle when a special key on its body is pressed. Gas is supplied 12-25 seconds before power is supplied to the terminals. For mig, the arc is ignited by touching the wire of the product itself.
Key Features
The features of the argon arc welding process should be considered in detail; the technology has many modes and nuances. A protective atmosphere protects the melt pool. But for this it is necessary to constantly supply gas to the working area under a certain pressure. The essence of argon arc welding is the creation of a special environment that prevents oxidation of the additive and metal when exposed to an electric arc with the required combustion temperature.
Now about the features of argon arc welding with a non-consumable TIG electrode. The working element is a burner with a nozzle through which a gas mixture or pure Ar is supplied. Argon has a higher density than air, as a result of which it ensures the displacement of foreign gases from the process zone. This gas is ionized under the influence of an electric discharge and heating of the metal during ignition. So-called thermionic emission occurs. As a result, the gas forms a plasma in which the arc burns confidently. The ionization potential of noble gases is very high. Only high-frequency currents generated by a special device - an oscillator - can penetrate the protective atmosphere.
Arc ignition methods.
Due to the frequency, an electric arc can be formed without the electrode touching a metal surface (striking). In some cases, the arc is also ignited by swinging (striking) against the surface of the product. This requires a highly qualified welder, since when a short circuit occurs, tungsten particles can get into the metal of the product, thereby forming a defect. The electrode itself will also melt, changing its geometry and worsening the welding process. The arc power will decrease due to the decrease in arc voltage. The pressure of the arc itself will also change. Modern devices use the Lift Tig function to prevent this. With its help, the welding current strength during the arc ignition stage is reduced. As the gap between the product and the electrode increases, the current increases to operating values.
Welding torch device
Let's return to the design of the welding torch. A holder (collet) is installed in the central part, into which an electrode is inserted with a protrusion from the nozzle ranging from 2.0 to 5.0 mm. The burner of the device equipped with an oscillator has a button on the body to start the process. When it is pressed, the gas lines are purged, and with a short delay, current is pulsed to the electrode. TIG welding current is a high-frequency or pulsed electric current with a frequency of 150 to 500 Hz. Its voltage is very reliable and fluctuates between 2500 - 6000V.
The seam is formed by melting welding wire fed into the welding zone from outside and subsequent crystallization of the weld pool. An additive is selected that is similar in chemical composition to the alloy. In some cases, an additive with additional alloying elements is used to impart special properties.
Features of argon welding
The peculiarities of argon welding include the fact that any metals, not only non-ferrous ones, can be welded in a gas environment. Ordinary steel is not critical to oxidation, but in an inert gas environment the weld is of better quality.
Basically the process is identical as in the case of a conventional arc or semi-automatic with wire feed. The difference is technology. To obtain an ideal result, apply the melt intermittently, grabbing a centimeter at a time. This makes the molten metal flow better.
Argon-arc welding, depending on the method and speed of the process of joining two parts made of non-ferrous metals, is divided into 2 types:
- automatic;
- manual.
Both types are made with consumable or non-consumable electrodes. In the second case, filler wire or rod is also used, depending on the thickness of the parts being welded.
At modern enterprises, automatic argon-arc welding is actively used, because it allows you to obtain high-quality seams in a fairly short time with a thickness of no more than 1 cm and strictly in accordance with GOST. A wire made of a similar alloy is used as an electrode, which is automatically fed to the welding site. At the same time, argon is supplied, which protects the welding site from oxidation and the formation of shells. This method is convenient because you do not have to change the electrode every time.
Argon-arc welding is also performed using special consumable electrodes. They are made from tungsten. When choosing them, you need to pay attention to the percentage of additional components, since there are no universal ones. There are different types of them on sale depending on the type of materials being welded.
Argon-arc welding with non-consumable electrodes is also used, as shown in the photo. They are made of tungsten, a metal that has a high melting point, so it does not melt in the spark zone. It is used to heat the filler material supplied to the joint.
The table below shows the main types of such electrodes designed to work with various metals.
| Designation | Compound | Materials to be welded |
| WP (green) | 99.5% tungsten | Aluminum, magnesium |
| WY (dark blue) | Ytriated, up to 2.2% oxide additive | Niobium, tantalum, molybdenum, titanium, nickel, copper, bronze |
| WL-20, WL-50 (blue, green) | Added lanthanum oxide | High alloy steels, copper, aluminum, bronze |
| WZ-8 (white) | Contains zirconium oxide | Aluminum, bronze, magnesium, nickel |
| WT-20 (red) | Contains thorium oxide | Stainless steels, molybdenum, tantalum, copper, silicon bronze, nickel, titanium |
What can be welded with argon TIG welding?
This method has a very wide range of applications. They cook both unpretentious low-carbon steels and alloys of titanium, duralumin, copper, high-alloy heat-resistant and heat-resistant steels, nickel alloys and stainless steel. The modes and methods of the process themselves vary greatly. So, for example, for aluminum, alternating current or pulse mode is used. So we conclude that almost anything can be brewed in argon.
Argon grades used in welding
State Standard 10157-79 defines three grades of argon for use in welding:
- A - contains 99.99% argon, used for working with chemically active and rare metals, such as titanium or zirconium, and for final welding of particularly important structures.
- B - contains 99.96% argon, used for working with aluminum and magnesium alloys and other materials exposed to gases soluble in the metal.
- B - contains 99.90% argon, used for working on stainless steel, alloyed high-strength and heat-resistant steels, as well as pure aluminum.
Technical characteristics of argon for welding
All argon produced by industry is certified according to one of three grades.
Pros and cons of using Ar and other noble gases
Argon welding is a welding process that takes place in an environment of pure inert gases and mixtures that protect the molten metal from oxidation and saturation with hydrogen and nitrogen.
First, about the advantages of argon arc welding:
- The protective medium is ionized and the arc burns smoothly;
- In fact, maximum protection of both the electrode and the additive from atmospheric gases;
- You can join thin sheet blanks without deformation;
- High performance welding process;
- Wide range of metals and alloys used;
- A seam of uniform structure is formed;
- The risk of lack of penetration, pores, undercuts and other defects is reduced;
- After work, there is no need to clean the seam roller from traces of scale, and this also increases productivity;
- Inert gas is harmless and does not have a harmful effect on the body or the environment.
The disadvantage of this method is that it requires bulky equipment; it is necessary to transport a cylinder and a gas supply system to the work site. Production costs for consumables are increasing.
Welding of automotive parts and assemblies
Argon welding is widely used in auto repair. Automotive components and parts, devices and mechanisms can be repaired or restored using argon arc welding.
- Using argon technology, a gas tank can be welded; if the soldering is required on a small scale, the tank does not even need to be dismantled.
- Welding of radiators should be performed exclusively with argon. Other methods may lead to depressurization of the unit.
- Argon arc welding of the collector is the best way to eliminate all problems and defects, guaranteeing its integrity for a long time.
- Argon welding of car wheels is ideal for restoring severe damage: smoothing out deep scratches, fusing missing parts and sides.
- Welding engine blocks allows you to get an almost imperceptible seam connecting the parts themselves, after which these units acquire even greater strength than before.
- In such a responsible process requiring high precision as welding a muffler, it is also recommended to use the inert gas argon. This will help restore lost volume in the right places and create unnoticeable seams.
- Welding the crankcase (its pan) makes it possible to easily eliminate cracks and splits of this vulnerable unit.
- Argon welding of air conditioners can remove such common defects as mechanical damage, areas of corrosion, and abrasions.
- Argon welding of the gearbox (gearbox) is the only possible method of welding connection, since the housing is made of aluminum.
TIG MIG welding, what is it and what are the differences.
- Tungsten Inert Gas technology is also called RAD - manual argon welding using a tungsten electrode (thin metals are butt welded without additives, workpieces thicker than 2 mm are welded using filler wire); There is an abbreviation wig - indicating that tungsten is used for the electrode;
- Metal inert gas method - manual argon arc with a conventional consumable electrode.
RAD is carried out both on direct current and alternating current. To distinguish between devices that produce alternating and direct current, the designation AC DC argon arc welding has been introduced. TIG equipment that outputs direct current is called DC equipment. When choosing inverters, it is important to consider what argon welding is needed for. AC/DC (direct current/alternating current) welding machines operate in two modes; they can operate on direct and alternating current.
Alternating current - AC
Alternating current (AC) argon arc welding is used for metals with a refractory oxide film such as aluminum. The penetration depth on alternating current is significantly lower than on direct current, about 14-22%.
Pulsed argon arc welding is ensured by the supply of short-term pulses and is used when working with consumable and non-consumable electrodes. With pulse-arc technology, the electric arc is conventionally divided into standby, maintained in idle mode, and working, which occurs when a pulsed current is supplied.
Argon welding technique
The principle of welding non-ferrous metals using the argon-arc method is based on the creation of an electrical discharge between a consumable or non-consumable electrode and the surface to be welded. The electrode is placed in a ceramic nozzle, into which argon is also supplied. All this is in the holder.
If a non-consumable electrode is used, then filler wire is fed into the melting zone or bath at the same time. The inert gas, being lighter than oxygen, displaces it, which eliminates nitriding and other undesirable processes. Nothing is applied to the filler material, so it is potentially safe. Once in the welding zone, it melts together with the parts being joined, forming a single homogeneous connecting seam.
In order for argon-arc welding to be of high quality, and for the joint of parts to be strong and uniform, it is necessary to follow the technology for performing the work. You should also apply the correct voltage to the electrode. High-frequency and high-voltage pulses are applied to it, due to which the gap between it and the part is successfully ionized, due to which an arc is formed.
Many are sure that it is formed upon contact, but this is not true. It is thanks to the preliminary ionization of the gas in space that such a high purity of the weld and its uniformity are achieved. These pulses are generated at the electrode by a special device called an oscillator. It is connected to the DC power supply circuit from the welding transformer.
The peculiarity of the oscillator is that it makes it possible to qualitatively weld parts using alternating current. This is achieved due to its work as a stabilizer in moments of negative polarity. This process ensures reliable and stable arc burning.
The argon arc welding technique is as follows:
- The master prepares the parts to be joined. Removes edges from one or both sides, or leaves a gap between them, cleans the surface of oxide and dirt with a wire brush.
- After preparing the parts, the worker turns on the argon-arc welding machine and brings the torch to the part without touching it with the electrode.
- Next, you need to turn on the gas supply from the cylinder and pulses to the electrode to form an arc.
- As the spark burns, the worker supplies filler material.
Welding using this method should be done spotwise so that the so-called pool has time to form. When welding vertical seams, it is necessary to move from bottom to top. The detailed process of welding parts can be viewed in the video.
How to connect terminals
When connecting a welding machine that produces direct current, the polarity of argon arc welding is taken into account.
Straight polarity
With direct polarity, the minus is on the torch body, the positive terminal is connected to the workpiece being welded. The thermal center of the electric arc shifts towards the metal, it quickly melts. This connection method is often used, being in the majority of cases a difference from instant welding in argon.
Reverse polarity
When using reverse polarity, the diameter of the electrode must be thick, it will become very hot, and the melt zone will be wide and shallow. Reverse polarity is used when welding alloys that form film oxides or nitrides that prevent destruction under the influence of external factors (duralumin, titanium).
Due to the flow of positive particles, cathode sputtering of oxide and nitride films occurs, and the quality of the weld improves. Note that reverse polarity is relatively rarely used for this method. Its use accelerates the wear of the electrode, also leaving a high risk of particles getting into the weld metal. It should be taken into account that at reverse polarity Ar goes into the plasma state.
It is better to use special gas mixtures. When argon-arc welding with alternating current, the location of the terminals is arbitrary. Plus and minus change with the frequency of the operating current.
The influence of gases on the welding process
It is difficult to answer unequivocally the question of what is needed for welding with argon and what gas is used for welding with a non-consumable electrode. The inert cloud affects the intensity of seam formation, the depth of penetration and the shape of the seam bead. Pure Ar has low thermal conductivity, due to this the arc column is narrow, the penetration profile is V-shaped, and the seam is welded deeply.
Pure He is much lighter, a wide arc is formed, and the penetration profile is shallow. The use of argon arc welding in an environment is not practiced only when processing dissimilar and heat-resistant stainless metals due to the high cost of the substance.
For non-ferrous and stainless steels, special mixtures based on Ar and He are often purchased. Mixtures of these gases in different ratios provide high-level protection, improve arc performance, for example, using a He+Ar mixture in a ratio of 22-25% to 75-78% will increase heat transfer and increase arc voltage.
A mixture of argon and oxygen with the latter content of 1-3% is also used. This improves overall arc stability. Gas mixtures containing three components each have a wide range of applications.
Types of welding equipment
Several types of equipment are used for argon welding:
- Manual process - the welder holds the torch and filler material.
- Semi-automatic process - filler material and gas are supplied automatically to the torch, which the master guides along the seam manually.
- A completely mechanized process - there is no person in the work area, the supply of filler material and the operation of the burner are carried out by the operator remotely.
- Robotic process - the operator only enters the program, and the CNC system executes it.
The great advantage of the method is the ability to join materials that are difficult to weld with other methods.
This could be dissimilar metals in production, or a pipe joint in a home heating system.
Modes
The current load is determined based on the type of metal and the thickness of the workpiece, taking into account the diameter of the consumable electrode or filler wire. Main operating parameters:
- Current parameters (alternating, direct, direct or reverse polarity is determined only for direct);
- The diameter of the tungsten electrode used;
- Free-burning welding arc voltage;
- How fast is the process going?
Secondary parameters include:
- Electrode position;
- The position of the part being welded;
Welding current - the higher its value, the greater the penetration. Its parameters range from 10 to 1000 A.
The consumption of protective gases varies on average from 3 to 20 l/min. In some cases it can reach values of 50 l/min.
Welding speed from 23 to 123* m/h (*for automatic methods). In most cases, the values are in the range of 23 – 61 m/h.
Arc voltage ranges from 5 to 32V, mostly within 9-14V. The amperage is set using special tables.
General data on steel welding modes
The welding current can be selected taking into account the diameter of the electrode, the properties of the metal being welded, and the dimensions of the product.
Advantages and disadvantages
The obvious advantages of the method include:
- High quality and durable seam
- The low degree of heating of the workpieces makes it possible to weld structures of complex shapes without deformation.
- The ability to weld materials that are chemically active when heated, which can be difficult or impossible to join in other ways.
- Increased operating speed due to high arc temperature.
In addition to the listed advantages, the method also has disadvantages:
- Complexity of the hardware complex and its settings
- High requirements for welder qualifications and skills
The disadvantages of this technology are:
- use of complex welding equipment;
- the need for special knowledge and sufficient experience in performing such work.
Argon arc welding makes it possible to make strong and durable seams, characterized by high uniformity of penetration of the welded workpieces. It allows you to weld both thin-walled and thick-walled structures made of non-ferrous metals in various combinations.
The use of argon welding allows us to obtain high-quality and reliable welded joints, characterized by uniform penetration of the parts being connected. Using argon arc welding with a consumable electrode, it is possible to weld parts made of non-ferrous metals of small thickness even without the use of filler wire.
Basic parameters of TIG welding
The arc voltage directly affects the geometric dimensions of the weld. The higher the voltage, the higher the welding speed and the smaller the width of the seam.
The arc size range is from 1.5 to 2.9 mm; to increase the penetration depth, the required length is required. For welding rolled thin metal, a short arc is used to reduce heat input;
An extremely important point is the sharpening angle of the tungsten electrode. The sharper the angle, the wider the arc column and the lower the load. Hence the lower service life.
A blunt sharpening angle has the opposite effect of a narrow weld pool but a longer service life.
The optimal sharpening angle is from 25-45 degrees. It is not recommended to use a sharpening angle greater than 90 degrees.
The speed of the welding process depends on the shape and size of the bead, the geometry of the joint, the strength of the welding current, and the physical properties of the base and filler metals.
The consumption of the gas protecting the weld pool depends on where the welding takes place, indoors, where there is no air movement, or outdoors.
If there is wind or draft, it is necessary to increase the gas supply as it will be partially blown away. If the wind in the welding area is strong, then it is necessary to additionally use special mesh nozzles. They are also called confusing ones.
Consumption also depends on the speed of welding and electrode wire feeding. The higher the speed, the higher the gas consumption.
Stainless steel argon welding technology - important features and subtleties
Welding stainless steel, which uses argon as a shielding gas, is one of the most common technologies for obtaining high-quality and reliable connections of parts made from such steel.
The use of argon when welding stainless steel allows you to obtain high-quality welds
Before you begin learning this process, you should become familiar with the characteristics of this alloy, which make it a difficult-to-weld material.
Stainless steel is a metal that successfully resists corrosion processes. It is made this way by alloying additives, the main one of which is chromium (in some brands of stainless steel it can be up to 20%). Titanium, nickel, molybdenum, etc. can also be added to various types of such steel as alloying elements. These additives, in addition to anti-corrosion properties, give stainless steel a number of other necessary physical and mechanical characteristics.
Stainless steel, in addition to exceptional anti-corrosion properties, has an attractive surface appearance. That is why it is often not even covered with paint. This gives rise to additional requirements for the quality of the weld: it must be not only reliable, but also neat.
Only a specialist who has not only the necessary knowledge of the technology, but also sufficient experience in this field can carry out welding work with stainless steel and obtain connections that meet the most stringent requirements. This means that to learn how to weld stainless steel in an argon environment, it is not enough just to watch a video of such a process - you also need to get practical lessons.
What are the challenges of welding stainless steel?
The difficulty of welding stainless steel is explained by the properties of this metal, which alloying additives give it. Compared to low-carbon steel, stainless steel has lower thermal conductivity (two times lower), which is a negative factor for welding work. Due to the low thermal conductivity of the metal, high temperature will be concentrated at the place where the connection is made and not actively removed from it. This can cause the joint area to overheat and even burn through the metal. That is why the stainless steel welding technology provides for a reduction in the welding current: its value is selected 20% lower than when welding conventional steels.
Display of semi-automatic welding machine with digital indication of operating current and voltage
Another characteristic of stainless steel that must be taken into account when welding is an increased coefficient of linear expansion and, as a consequence, significant linear shrinkage. It is this property of stainless steel that causes parts made from it to undergo significant deformations when performing welding work, often leading to the appearance of cracks on their surface. Taking this into account, a larger gap should be left between the workpieces being connected, which will compensate for deformation processes.
Stainless steel has increased electrical resistance, which has a very negative effect on welding if it is performed with a high-alloy steel electrode. Such an electrode, which also has high electrical resistance, begins to heat up greatly. This leads to deterioration in the quality of the formed weld. If you are going to cook stainless steel with such electrodes, you should use products of a minimum length.
A weld crack is the most dangerous defect leading to structural failure
If the correct thermal conditions are not observed when welding stainless steel, this alloy may lose its anti-corrosion properties.
This is explained as follows. With significant heating (over 500 degrees), chromium and iron carbide begin to form at the boundaries of crystalline grains of the metal. This is how pockets of corrosion appear and further spread. To avoid this negative phenomenon, which is called intergranular corrosion, it is necessary to very quickly cool stainless steel parts immediately after completing welding work. However, this method is effective only if you are welding stainless steel of the chromium-nickel group.
How to prepare stainless steel parts for welding
In order to obtain a high-quality and reliable connection as a result of argon arc welding of stainless steel products, it is necessary to properly prepare their surfaces. This treatment is not very different from preparing for welding in an argon environment of parts made of other metals and consists of the following.
Stainless steel pipe prepared for welding using a grinding attachment
- The edges of the workpieces to be joined must be cleaned to a metallic shine, for which a metal brush or grinding machine is used.
- After cleaning, the edges of the parts are degreased using acetone or aviation gasoline, which must be done to ensure arc stability and improve the quality of the weld.
- When preparing the workpieces to be joined for welding, an increased gap should be provided in them, which will compensate for deformation processes.
When preparing stainless steel products for welding performed in an argon environment, it is very important to select the correct filler material.
In addition to the diameter of the filler wire, you must also pay attention to its composition. The degree of alloying of such wire must exceed the corresponding indicator for the metal from which the workpieces to be connected are made.
Welding wire grades for stainless steel
Argon welding of stainless steel using a tungsten electrode
Welding stainless steel in a protective argon environment is used mainly in cases where it is necessary to connect parts of small thickness. This technology allows you to obtain high-quality and reliable connections with beautiful and neat welds.
In the protective atmosphere of argon, welding of stainless pipes used for transporting various liquid and gaseous media is most often performed. The quality of welds obtained using this technology allows it to be used for connecting parts of pipelines operated under high pressure.
Connection of stainless steel pipes made by electric welding in an argon environment
Argon arc welding, performed with a non-consumable tungsten electrode, can be performed using alternating or direct current of straight polarity. The main working body when performing such welding is the torch, in which the electrode is fixed and from the nozzle of which an argon jet is supplied. The weld is formed by filler wire fed manually into the combustion zone of the welding arc. All movements made by the torch are also performed manually.
Unlike conventional electric arc technology, when welding performed in an argon environment, the electrode and filler wire do not make transverse movements - they are moved only along the axis of the seam being formed.
This is done in order not to remove the weld pool from the argon protection zone (this will negatively affect the quality of the connection). It is also necessary to take care of protecting the back side of the seam from ambient air, which is also blown with argon. Of course, this increases gas consumption, but the quality of all areas of the weld will be high.
Torch position for TIG welding
In order not to contaminate the surfaces of the workpieces being joined and not to melt the end of the tungsten electrode, they should not touch the base metal even during the ignition of the arc. That is why the technology of welding in an argon environment using a tungsten electrode involves the use of a special plate made of graphite or coal to ignite the arc. Only after ignition on such a plate is the welding arc carefully transferred to the stainless steel. A training video demonstrates this process well, which a novice specialist should definitely learn how to perform.
To prevent oxidation of the heated electrode and the newly formed seam, the argon supply should be turned off not immediately after welding, but after 10–15 seconds. This will have a slight effect on gas consumption, but this will increase the service life of the electrode and improve the quality of the weld.
Welding using a semi-automatic machine
Semi-automatic welding, performed in an argon environment, can significantly increase work productivity. This technology can be used to connect stainless steel parts of even considerable thickness. Along with high productivity, semi-automatic welding technology in argon allows us to obtain connections that are distinguished by high quality, reliability, and attractive appearance.
Welding mode of flange with pipe: torch at 11 o'clock, direction of rotation in the arrow
There are several nuances of semi-automatic welding of stainless steel that must be taken into account during the work. To improve the quality of the joint being formed, the welding wire must necessarily contain nickel. If it is necessary to weld parts of large thickness, then carbon dioxide is added to the protective gas, in addition to argon, which ensures better wettability of the edges of the seam.
Semi-automatic welding of stainless steel in a protective argon environment can be performed using several technologies - using:
- short arc;
- jet transfer;
- pulse mode.
The most controlled technology is using pulse mode. In this case, the welding wire is fed into the arc zone in short pulses. This allows you to minimize the spattering of molten metal, reduce the thermal impact zone on the base metal, and reduce the consumption of expensive welding wire. Processing the finished seam and the surface adjacent to it when using this technology takes a minimum amount of time, since there is practically no metal splashes on them.
Using jet transfer, you can weld parts of large thickness, and a short arc is more suitable for joining thin products. Videos allow you to better get acquainted with the features of these technologies.
met-all.org
Preparatory activities before welding
- The equipment must be in good working order and have a valid NAKS certification certificate;
- Connect the gas cylinder to the welding machine via a hose. Connect the burner to the connector respectively to positive if reverse polarity is selected or to negative if reverse polarity is used;
- Connect the grounding cable to the body of the welding equipment;
- Repair the power cable to the electrical network. Turn on the device;
- Check the gas supply and operation of the oscillator. Perform a test ignition of the welding arc.
Operating principle of welding equipment
The hardware complex for welding in argon includes:
- The welding machine is an inverter or semi-automatic device that develops an operating voltage of 60-70 V. It is possible to use a welding transformer or rectifier.
- An oscillator is a pulse generator with a voltage of 2-6 kilovolts and a frequency of 150 to 500 kilohertz. Serves to ignite the electric arc and maintain it when operating with alternating current.
- A device for supplying gas to the work area, including a cylinder, a reducer and a hose attached to the burner.
- Ceramic burner.
- Infusible electrode and filler material.
Tig welding process
Before welding begins, the operating parameters are adjusted and the parts are cleaned. The welder takes the torch in his right hand, and the filler wire, which is not part of the electrical circuit, in his left hand. 15-20 seconds before starting work, you need to supply gas to the beginning of the seam using a valve or argon supply button.
The electrode is brought to a distance of about two millimeters to the workpieces without touching the metal. Voltage is applied to the electrode. This is convenient to do with a foot switch. The oscillator emits a series of pulses and breaks down the gas gap, igniting the arc.
Tungsten electrodes for argon welding
The master smoothly, without jerking or touching the electrode, inserts the wire into the work area, the wire melts and fills the space between the workpieces being joined, forming the seam material. At the same time, you need to move the torch along the trajectory of the seam and supply the filler material. Manual welding requires excellent coordination of movements and a good eye.
Nuances of welded joints of different metals
Now let’s talk about what can be welded using argon-arc tig welding and what features need to be taken into account.
Aluminum
The melting point of the oxide is much higher than that of aluminum itself. Its temperature varies between 20000-20500 °C.
To remove oxides, reverse polarity is required, and, accordingly, a thick refractory or graphite rod approximately equal to the thickness of the part being welded. Use alternating current.
Welding requires a current strength significantly higher than for other metals, even at a higher melting point than its melting point. Linear expansion of aluminum is one of the difficulties in welding. Large shrinkage of the metal occurs and, as a result, weld defects in the form of sink marks and undercuts.
Aluminum has high fluidity, which also leads to the formation of various types of defects. To reduce the fluidity of aluminum, it is necessary to use linings with high heat-dissipating properties.
Products containing copper
Copper is actively saturated with hydrogen and is characterized by fluidity. Because of this, welding copper is extremely difficult in a vertical and overhead position. Before welding, it is necessary to thoroughly clean and degrease the surface.
TIG, MIG technologies are used using pure Ar and graphite electrodes. Like aluminum, copper has high thermal conductivity, which makes it weldable at high currents.
Copper welding is carried out with preheating of the product to a temperature of about 600 – 650 °C. To reduce welding deformations.