Среди самых эффективных способов сваривания металлов выделяется сварка в защитных газах. Специальные газы, поступающие в область сваривания, предотвращают поступление воздуха, который оказывает негативное влияние на свойства соединения материалов.
Благодаря этому сварные швы получаются чистыми (без шлака), герметичными (без пор) и соответствуют заданным характеристикам при соблюдении рекомендаций ГОСТ 14771-76.
Сущность способа
Сварка заготовок в среде защитных газов – одна из подвидов дугового скрепления, но здесь в точку расплавки подаётся аргон, азот, кислород и прочее. Если есть необходимость интегрировать низкоуглеродистую или легированную сталь, к газу добавляют 1-5% кислорода. Такие пропорции снижают критическое напряжение, что уберегает от возникновения пор и повышает качество спайки.
Для производства с плавящимся стержнем смешивают аргон и 10-20% диоксида углерода. Это даёт такие же показатели, как и в предыдущем случае, однако, прибавляет постоянства дуге и оберегает область от сквозняков. Сама методика пользуется популярностью преимущественно в обработке тонких листов металла.
В ходе глубокой проплавки применяют «СО2» и 20% «О». Смесь наделена повышенными окислительными свойствами, придаёт хорошую форму, защищает плиты от пористости. Аналогичные показатели характерны и для других соединений, но каждая процедура имеет индивидуальный подход, который будет зависеть от обстановки, толщины объекта и других параметров.
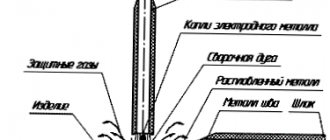
Схема дуговой сварки в среде защитных газов
Несмотря на высочайшие результаты, стыковочная плоскость вынуждена быть тщательно обработана последующими методиками:
- выравнивание;
- очистка от ржавчины;
- удаление зазубрин;
- подогрев.
Если подготовительные манипуляции будут выполнены неправильно, это приведёт к возникновению сварного брака.
Особенности методики
Одним из подвидов дугового соединения металлических изделий, заготовок является дуговая сварка в защитных газах. ГОСТом регламентирован процесс, во время которого в точку плавления подается газ. Это может быт аргон, кислород, азот или прочие разновидности. Существуют определенные особенности подобного процесса.
Каждый сварщик знает, что качество сварного шва зависит не только от умений мастера, а еще и от условий в точке плавления. В идеальном случае здесь должны присутствовать только электрод и присадочные материалы. Если сюда попадают иные элементы, они способны оказать негативное воздействие на сварку. Место спайки будет из-за этого недостаточно прочным.
Технология ручной дуговой сварки в защитном газе появилась еще в 1920 году. Применение подобных субстанций позволяет сделать швы без шлака. Они характеризуются высокой чистотой, не покрываются микротрещинами. Этот метод активно применяется в промышленности при создании разных элементов из металла.
Особые пропорции защитных газов позволяют снять напряжение в зоне расплава. Здесь не возникают поры, что заметно повышает качество спайки. Шов становится прочнее.
В промышленных условиях в ходе сварочных работ применяют стержни, смешанные с аргоном и диоксидом углерода. Благодаря такой комбинации дуга становится постоянной, оберегая зону расплава от сквозняков. Это позволяет соединить тонкие листы металла.
Если же требуется выполнить глубокую проплавку, смешивают углекислый газ и кислород. Этот состав обладает окислительными свойствами, защищает шов от пористости. Существует множество методик, которые предполагают применять разные газы в ходе сварочных работ. Выбор зависит от особенностей проведения этого процесса.
Технология сварки
Дуговая сварка, проходящая в защитном газе, подразумевает использование двух подходов: неплавящимся и плавящимся шпилями. Первая разновидность делает сварной спай при помощи расплавления углов сплава. Во втором случае переплавленный стержень играет роль главного вещества для интеграции. Чтобы обеспечить оптимальную сохранность среды потребляют несколько вариаций:
- Инертные – не имеют цвета и запаха, а инертность обуславливается наличием у атомов плотной электронной оболочки. К таким типам относятся гелий, аргон и другие.
- Активные – вступают в реакцию с заготовкой, и растворяются в ней. К данной категории относятся двуокись углерода, азот водород и прочие.
- Комбинированные примеси. Сюда относятся комбинации предыдущих пунктов. Автоматическая сварка в среде настоящих защитных газов нужна для улучшения технических атрибутов и формирования качественного шва.
Технология сварки в защитном газе
Выбор будет отличаться от химического состава металла, экономностью процедуры, свойством скрепления и иными нюансами.
Для манипуляций разрешено применять и электродуговую аппаратуру.
Инертные газообразные примеси повысят устойчивость дуги и дадут возможность проводить более глубокую расплавку. Смесь подаётся в динамическую область несколькими потоками: центральным (параллельно стержня), боковым (сбоку, отдельно от стержня), парой концентрических струй и в подвижную насадку, которую монтируют над рабочей средой. Дуговая сварка в любом защитном газе создаёт приемлемые тепловые параметры, которые положительно сказываются на модели, размере и качестве шва.
Для снабжения газового потока расходуют специализированные сопла, но в некоторых обстоятельствах объекты помещаются в прозрачные камеры, которые устанавливаются над стыком. К данному приёму прибегают довольно редко, и, в основном, для скрепления крупногабаритных составляющих.
Классификация
На базе основных физических явлений технология сварки в защитных газах классифицируется по двум признакам:
- Сварка неплавящимся электродом: в процессе расплавления соединяемых металлов в защитных газах материал электрода не становится элементом соединения, он служит исключительно для возбуждения дуги. Шов образуется посредством плавления кромок свариваемого металла и присадки. Расход электрода вызван испарением или оплавлением при избыточных показателях тока. Изготавливаются неплавящиеся электроды из вольфрама с присадками.
- Сварка плавящимся электродом: в процессе расплавления соединяемых металлов в защитных газах электродный материал тоже плавится и становится элементом шва. Плавящиеся электроды могут использоваться в качестве присадочной проволоки, если выпущены по ГОСТ 2246–70 или из соответствующего свариваемым металла.
Сварка плавящимся электродом в газовой среде
Достоинства
Процесс сварки в защитных газах предпочтительнее других способов благодаря массе положительных моментов.
- Эффективная защита сварной ванны (особенно в инертных защитных газах).
- Темпы работ. Скорость выше в несколько раз относительно дугового способа соединения.
- Контроль. Можно напрямую следить за дугой и ванной.
- Универсальность. Технология сварки допускает работу в любых плоскостях.
- Чистота шва. Отсутствует необходимость зачистки при выполнении нескольких слоев. При этом полностью соблюдается ГОСТ.
- Узконаправленное термическое воздействие. Возникающие в процессе сварки деформации сведены к минимуму.
- Диапазон применения. Возможность соединения металлов различной толщины: от самых тонких металлов до нескольких сантиметров.
- Декоративность. Получаемые швы отличаются хорошим внешним видом (гладкие, ровные).
Недостатки
Не бывает в мире совершенства, даже такая положительная сварка имеет отрицательные стороны.
- Дороговизна. Технология предусматривает наличие специального газового оборудования, и газов, что увеличивает себестоимость работ.
- Требовательность. Сварка с применением защитных газов сама нуждается в организации защитных приспособлений, чтобы летучие газы не выдувались атмосферным воздействием (при работе на открытой местности). В закрытых помещениях данный фактор менее важен.
Режимы
Для этих операций чаще пускают в дело инверторные агрегаты полуавтоматического класса. С их поддержкой проводится настройка электричества и подаваемого напряжения. Также эти станции служат базовым источником питания, а их мощность и опции регулирования варьируются в зависимости от модели. Если есть потребность провести стандартную деятельность (без оборота толстых и непопулярных сплавов), можно выбрать самую простую аппаратуру.
Режимы сварки в углеродном газе
Дуговая автоматизированная сварка в защитных газах может различаться по многим величинам, большинство из которых определяется по положениям: 1-е радиус проволоки, 2-е её диаметр, 3-е сила электричества, 4-е напряжение, 5-е скорость подачи контакта, 6-е расход газа. А выглядит всё так:
- 15см, 0.8мм, 120А, 19В, 150м\ч, 6ед\мин;
- 7мм, 1мм, 150А, 20В, 200м\ч, 7ед\мин;
- 2мм, 1.2мм, 170А, 21В, 250м\ч, 10ед\минут;
- 3мм, 1.4мм, 200А, 22В, 490м\ч, 12ед\мин;
- 4-5мм, 0.16см, 250А, 25В, 680м\ч, 14ед\минут;
- более 0.6см, 1.6мм, 300А, 30В, 700м\ч, 16ед\мин.
Эти характеристики являются стандартными, и рассчитаны для процессов с углекислотой.
Выбор режима
Чтобы соответствовать требованиям ГОСТ, дуговая сварка в защитных газах может проводиться в разных режимах. Для этого в большинстве случаев требуется применение инверторов полуавтоматического типа. При помощи такой аппаратуры становится возможным регулировать поток электричества, его напряжения.
Инверторные полуавтоматы служат источником питания. Они могут отличаться мощностью, а также опциями. Эксплуатационные качества зависят от модели. Для большинства стандартных операций, в ходе которых не требуется проведение сварки толстых или нечасто используемых сплавов, применяются простые аппараты.
Автоматическая дуговая сварка в среде защитных газов различается массой параметров:
- Радиус проволоки.
- Диаметр проволоки.
- Сила электричества.
- Напряжение.
- Скорость подачи контакта.
- Расход газа.
Существующие полуавтоматические режимы дуговой сварки в защитных газах также разделяют на локальные и общие. В первом случае защитный газ поступает из сопла в зону сварки. Этот вариант применяется чаще. При помощи локальной сварки можно соединить разные материалы, но результат не всегда может быть удовлетворительным.
При использовании локальной подачи газа в зону расплава может попадать воздух. Это снижает качество шва. Чем больше заготовка, которую нужно сварить, тем хуже будет результат при использовании такой методики.
Если нужно сварить крупногабаритные детали, применяются камеры, в которых регулируется атмосфера. Из них откачивается воздух, создается вакуум. Дальше в камеру закачивают нужный по технологии газ. При помощи дистанционного управления производится сварка.
Ручной способ и сваривание в камере
Агрегаты полуавтоматического типа, сопровождаемые использованием оградительной среды, подразделяются на два подхода: локальный и общий типы. В большинстве случаев эксплуатируют первая версия, где защитная субстанция поступает на прямую из сопла. Такая методика даёт возможность варить любые изделия, однако, результат не всегда может быть на удовлетворительном уровне. Попадание воздуха в зону плавления сильно снизит характеристики шва, и чем больше предмет, тем выше шансов получить спайку низкого качества.
Поэтому для крупногабаритных рекомендуется эксплуатировать камеры с регулировкой атмосферы внутри. Проходит она следующим образом:
- из полости откачивается весь воздух до состояния вакуума;
- затем идёт закачка нужного газа;
- проводиться варка с дистанционным управлением.
Камера для сваривания
Есть и другие способы дуговой сварки ручного типа в защитных газах: некое пространство заполняют соответствующим элементом, а специалист выполняет все действия в скафандре с индивидуальной системой дыхания.
Это довольно сложные деяния, которые требуют подготовки и навыков. Но это даёт абсолютную гарантию на то, что спайка будет находиться в надёжной обороне. А это немаловажное требование для производства сложных заготовок. Что касается электродов, то использовать можно как плавящиеся, так и неплавящиеся модели.
Подготовка кромок и их сборка под сварку
Подготовительные действия проводятся во всех вариантах аналогично. Образ разделки кромок обязан заключать правильные геометрические параметры и соответствовать ГОСТу или другим техническим правилам. При механической варке можно полностью проварить сплав, не разделяя края и не оставляя зазора между ними. При наличии некоторого отступа или разделке краёв можно провести проварку, но толщина предмета должна быть не более 11 мм. Есть способы увеличить производительность процесса автоматического приёма сваривания, и для этого вынуждена проводиться разделка боковых углов без откоса.
Скачать ГОСТ 14771-76
В ходе приварки происходит усадка металла, которая сказывается на правильности зазора. Чтобы избежать трудностей, выполняется шарнирное прикрепление с определённым углом открытия кромок, который будет зависеть от размера объекта.
Подготовленная кромка
В работе с защитой углекислоты всю плоскость приходится очищать от шлака и капель грязи. Чтобы уменьшить предстоящее загрязнение, которое может образоваться в ходе манипуляция, плоскость обрабатывают специальными жидкостями. При этом нет необходимости ожидать полного высыхания аэрозоля. Последующая сборка проходит с использованием стандартных запчастей: клинья, скобы, прихватки и прочее. Также перед началом следует осмотреть конструкцию.
Достоинства и слабые места процесса
К положительным сторонам нужно отнести следующие пункты:
- в отличие от других методов, характер шва получается с более высокими характеристиками;
- большинство элементов стоят не дорого, однако, это не мешает им обеспечивать высококлассную защиту;
- у опытного сварщика не возникнет проблем с освоением подобной технологии, поэтому крупное производство может с лёгкостью поменять специфику манёвров;
- в защитной среде может проводиться сваривание как тонколистового, так и толстолистового проката;
- данная методика показывает большие показатели производительности;
- техника отлично подходит для процедур с алюминием, цветными металлами и другими видами, которые наделены устойчивостью к коррозии;
- такой подход легко поддаётся модернизации, его легко перенести в автоматический порядок, и можно приспособить к любым условиям.
Недостатки сварки в среде защитных газов выглядят таким образом:
- при приварке на открытом пространстве следует позаботиться о хорошей герметичности камеры. В противном случае высока вероятность выветривания газообразных примесей;
- варка в закрытом пространстве обязана сопровождаться высококлассной функциональностью вентиляции;
- некоторые виды газов, например, Аргон, дорого стоят.
В остальном технология является довольно удачной, и существенных недостатков не заключает.
Электродуговая сварка в среде защитных газов?
Суть способа заключается в том, что для защиты расплавленного металла от вредного воздействия кислорода и азота воздуха в зону дуги, которая горит между свариваемым изделием и плавящимся или неплавящимся электродами через сопло непрерывно подается струя защитного газа. В качестве защитных применяются инертные газы–аргон и гелий, активные — углекислый газ, водород, азот. Применяют также смеси аргона с кислородом, аргона с азотом, аргона с углекислым газом, углекислого газа с кислородом.
Инертные газы используются для сварки химически активных металлов (высоколегированные стали и цветные металлы).
В среде защитных газов применяется ручная и механизированная сварка неплавящимся электродом, а также автоматическая и полуавтоматическая плавящимся электродом.
Преимущества:
1. отсутствие необходимости в применении обмазок и флюсов;
2. высокая степень концентрации источника теплоты, способствующая уменьшению коробления изделия;
3. низкая стоимость;
4. возможность сварки в любых пространственных положениях.
Электрошлаковая сварка?
Электрошлаковая сварка — способ сварки, основанный на выделении тепла при прохождении электрического тока через расплавленный шлак.
Сущность процесса заключается в том, что в подготовленный зазор между соединяемыми деталями помещают специальный химический состав – сварочный флюс, на который воздействуют с помощью электрической дуги. В результате нагрева флюс расплавляется, превращаясь в шлак, который защищает зону обработки от воздействия атмосферного воздуха. При использовании этой технологии расплавленный металл остывает медленно, что создаёт благоприятные условия для формирования качественной структуры соединительного шва. Понять, что такое электрошлаковая сварка, посмотрев видео, довольно сложно. Ведь в этом случае зрители получают представление лишь о внешней стороне процесса.
Достоинства
У электрошлаковой сварки есть ряд несомненных достоинств, которыми нельзя пренебрегать при организации производственных процессов.
1.Возможность обеспечения стабильной и качественной структуры шва при соединении деталей, имеющих значительную массу и толщину.
2.Нет нужды в предварительном снятии фасок на кромках и последующей обработке готового изделия для удаления шлака.
3.В случае одновременного использования нескольких электродов появляется возможность наложения сварочного шва по всей длине за один проход, что существенно сокращает сроки работ и ускоряет производство.
Недостатки
Более широкому распространению технологии мешают её недостатки, а точнее – специфические особенности процесса.
1.Таким способом удаётся сваривать только вертикальные швы, что допустимо только при изготовлении деталей относительно простой формы.
2.Для создания необходимых условий плавления флюса и поддержания температуры шлака на заданном уровне требуется специальное оборудование.
3.Метод не применим, если толщина листов соединяемого металла менее 16 мм. На самом деле, даже в этом случае экономическая эффективность электрошлаковой сварки остаётся под вопросом. Действительно оправданной она становится при работе с металлом толщиной 40 мм и более, а наивысшей эффективности достигает, когда этот показатель превышает 100 мм.
Лучевые способы сварки?
Лазерная сварка — сварка с использованием лазера в качестве энергетического источника.
Лазерная сварка применяется для сварки одинаковых и разнородных металлов в радиоэлектронике и электронной технике.
Сущность лазерного процесса сварки состоит в следующем: лазерное излучение направляется в фокусирующую систему, где фокусируется в пучок меньшего сечения и попадает на свариваемые детали, где частично отражается, частично проникает внутрь материала, где поглощается, нагревает и расплавляет металл, формируя сварной шов.
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Сварка проводится непрерывным или импульсным излучением. При сварке изделий малых толщин от 0,05 до 1,0 мм сварка проходит с расфокусировкой лазерного луча.
При импульсном лазерном излучении сварной шов образуется сварными точками, их перекрытием на 30 — 90%. Современные сварочные установки с твердотельными лазерами проводят шовную сварку со скоростью до 5 мм/с с частотой импульсов около 20 Гц. Сварку проводят с использованием присадочных материалов (проволока диаметром около 1,5 мм, лента или порошок). Присадка увеличивает сечение сварного шва.
Лазерная сварка разделяется на три вида: микросварка (толщина или глубина проплавления до 100 мкм), мини-сварка (глубина проплавления от 0,1 до 1 мм), макросварка (глубина проплавления более 1 мм).
Недостатки:
· высокая стоимость лазерных установок;
· низкий КПД (0,01 — 2,0%).
Преимущества
· возможность сварки высокоточных конструкций
· сварка без правок или механической обработки
· высока скорость сварки и производительность работ (стальной лист толщиной 20 мм электрической дугой сваривают со скоростью 15 м/ч за 5 — 8 проходов, при сварке непрерывным лазерным лучом лист сваривается со скоростью 100 м/ч за 1)
· высокая экологическая безопасность по сравнению с традиционной сваркой
Что такое сварка трением?
Сварка трением — это разновидность сварки давлением (кроме того, часто встречается такая характеристика, как «сварка без расплавления»), при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия. Поскольку в процессе сварки трением не происходит расплавления материала, то, технически, его нельзя назвать в полной мере «сваркой». Однако ввиду схожести этой технологии и традиционной сварки, термин прижился. Сварка трением используется для соединения различных металлов и термопластиков в авиастроении и автомобилестроении. Следует отметить, что окончательное соединение формируется на завершающей стадии процесса, когда к уже неподвижным образцам прикладывается проковочное усилие.
Процесс образования сварного соединения: 1)Разрушение и удаление оксидных плёнок под действием сил трения; 2) Разогрев кромок свариваемого металла до пластичного состояния, возникает временный контакт, происходит его разрушение и наиболее пластичные объёмы металла выдавливаются из стыка; 3) Прекращение вращения с образованием сварного соединения.
Сварка трением сопровождается процессом, при котором механическая энергия, подводимая к одной из свариваемых деталей, преобразуется в тепловую; при этом генерирование теплоты происходит непосредственно в месте будущего соединения. Теплота может выделяться при вращении одной детали относительно другой или вставки между деталями. Детали при этом прижимаются постоянным или возрастающим во времени давлением. Сварка завершается осадкой и быстрым прекращением вращения. В зоне стыка при сварке протекают следующие процессы: по мере увеличения частоты вращения свариваемых заготовок при наличии сжимающего давления происходит притирка контактных поверхностей и разрушение жировых и оксидных плёнок, присутствующих на них в исходном состоянии; граничное трение уступает место сухому, в контакт вступают отдельные микровыступы, происходит их деформация и образование ювенильных участков с ненасыщенными связями поверхностных атомов, между которыми мгновенно формируются металлические связи, которые немедленно разрушаются вследствие относительного движения поверхностей.
Что такое сварка взрывом?
Сварка взрывом, или взрывная сварка — метод сварки на основе использования энергии взрыва; разновидность обработки металлов взрывом.
При сварке взрывом привариваемая (подвижная) деталь располагается под углом к неподвижной детали-мишени (основанию) или параллельно ей (в большинстве случаев) и приводится в движение контролируемым взрывом, в результате чего с большой скоростью соударяется с ней; соединение образуется за счет совместной пластической деформации поверхностей. При этом из-за скоротечности процесса не успевает развиваться объемная диффузия, вследствие чего этот вид сварки применим для соединения разнородных металлов и сплавов. Перед сваркой детали должны зачищаться до металлического блеска и быть обезжирены.Сварка взрывом применяется для соединения деталей из разнородных металлов, в частности для плакирования. В качестве взрывных веществ используются насыпные вещества: гранулотол, гранулит, аммониты, аммонал, аммиачная селитра, гексоген.
Термитная сварка?
Термитная сварка — способ сварки, при котором для нагрева металла используется термит, состоящий из порошкообразной смеси металлического алюминия или магния и железной окалины.
Для удержания жидкой смеси на поверхности соединительных частей используются сварочные формы разъемного типа. Перед использованием формы промазываются огнеупорной глиной, после чего через отверстия в них проделывают горелку, а углы свариваемых деталей раскаляют до температуры 850–900°С.Термитный состав, разогретый в огнеупорных тиглях, после перерыва в 6 секунд вливают в форму. Термитная сварка, проводимая методом интервального залива, не предусматривает разогрев торцевых краев деталей, а формы и тигли служат одним целым. Форма и тигельная колба имеют между собой разделитель в виде пластины, толщина которой рассчитана на быструю расплавку по завершению термитной реакции. Раскаленный материал вливают в форму, концы слегка расплавляют, и проводят зажим с двух сторон деталей. Расход термитного порошка, рассчитанного для безнагревательного процесса, больше в несколько раз, чем для разогревательной технологии. Но стоит заметить, что холодная сварка имеет большую производительность по сравнению с горячей из-за начального разогрева, который занимает полчаса. Форма для заливки термитной смеси не должна содержать конденсат, так как, попадая в раскаленную жидкость, лишняя влага может спровоцировать выброс жидкого металла. Действуя по всем правилам безопасности в процессе работ персонал должен быть, защищен спецовочным костюмом, а лицо закрыто огнеупорной маской.
Какие газы применяют
Защитные газы создают обстановку для дуговой сварки, и делятся инертные и химические группы. Первая категория представляется самой популярной, и сюда входят «Ar», «He» и другие их комбинации. Основной их задачей является вытеснение кислорода из области термического воздействия. Нужно отметить, что эти вариации веществ не вступают в реакцию с железом, и не растворяются в нём.
Применение этого класса необходимо для спайки самых популярных сплавов: титан, алюминий и другие. Если сталь обладает повышенной устойчивостью к температуре и плохо плавиться, разумно пускать в ход неплавящийся электрод.
Газы, применяемые для сварки
Активные газы тоже пользуются определённой популярностью, ведь к этой категории относятся недорогие разновидности: водород, азот, кислород.
Но чаще всего используют двуокись углерода, поскольку это самый выгодный вариант.
Описание каждой версии:
- Аргон – вариация защитного инертного газа для сварки. Не имеет склонности к воспламенению и не взрывоопасен. Обеспечивает хорошую защиту ванн.
- Гелий – поставляется в специальных баллонах, давление которых достигает 150 ат. Имеет низкую температуру сжижения -269 градусов.
- Двуокись углерода – не ядовитый, без цвета и запаха. Его добывают путём извлечения из дымовых газов и при помощи специального оборудования.
- Кислород – способствует горению. Получают «О» из атмосферы при помощи охлаждения. Всего встречается несколько сортов, которые отличаются по процентному соотношению.
- Водород – при контакте с воздухом взрывоопасен, поэтому в обращении с ним следует строго соблюдать правила безопасности. Также является бесцветным и не обладает запахом, помогает воспламенению.
Невидимые защитники
Для этих целей ГОСТом 19521-74 предусмотрено применение:
- Углекислого газа (двуокиси углерода) СО2 .
- Аргона.
- Гелия.
- Азота.
- Водорода.
- Смеси газов.
Двуокись углерода
Газ СО2 (ГОСТ 8050-85) получил наибольшее распространение из-за невысокой стоимости (выделяется как побочный продукт при коксовании углей, обжиге известняка). Является активным. Оттесняя от сварочной ванны вредные газы из окружающей среды, сам способен вступить в химическую реакцию с металлом шва.
При высоких температурах в зоне дуги распадается на окись углерода и свободный кислород. Его нейтрализуют, используя сварочную проволоку или присадочный материал с повышенным содержанием марганца и кремния (ГОСТы 2246-70, 10543-98). Окислы этих элементов выходят на поверхность сплава в виде шлаков.
Сварку в среде углекислого газа применяют для соединения деталей из низколегированных и углеродистых сталей.
Аргон и гелий
Аргон (ГОСТ 10157-79) и гелий (ГОСТ 20461-75) — инертные газы. Они не взаимодействуют с жидким металлом в сварочной ванне.
Аргон, являясь более тяжелым по отношению к воздуху, создает плотную защиту от азота и кислорода из окружающей среды. Используется для получения высококачественных сварных швов углеродистых и высоколегированных сталей, а также для сварки цветных металлов и их сплавов.
Гелий применяется в тех же целях, что и аргон, но значительно реже из-за его высокой стоимости. Чаще используют в виде смеси с аргоном.
Азот и водород
Активные газы азот (ГОСТ 9293-74) и водород (ГОСТ 3022-70) применяются в высокотемпературных процессах с металлами, не вступающими с ними во взаимодействие.
В углекислоте
Это самая дешевая система, от чего она и пользуется сильным спросом. Однако сильный жар в активной области разлагает материю на три газа: «СО2», «СО» и «О». Чтобы уберечь поверхность от окисления, в проволоку добавляют кремний и марганец. Но и это доставляет своеобразные неудобства: при реакции друг с другом оба вещества образуют шлак, который в дальнейшем всплывает на поверхность. Его очень просто удалить, и это никак не влияет на защитные показатели. Также перед проведением операции следует удалить всю воду из баллона (для этого его достаточно перевернуть). И эти действия следует проводить периодически. Если упустить этот момент, то может получиться пористый шов.
Сварка в углекислоте
В азотной среде
Нужна для соединения медных заготовок или деталей из нержавейки. Такая специфика наблюдается потому, что этот газ не вступает в реакцию с данными сплавами. Ещё для сварки необходимы графитовые или угольные контакты. Вольфрамовые вызывают их перерасход, что делает манипуляцию очень неудобной.
Что касается настройки оборудования, то оно варьируется в зависимости от сложности. Чаще они выглядят так: напряжение тока 150-500 А, дуга 22-30 В, расход газа до 10 л в минуту. Внешний вид агрегатов не имеет отличительных черт, за исключением специального прихвата для угольного электрода.
Сварка в азотной среде
Оборудование
Используется при сварке в защитной среде стандартные источники питания, на которых есть функция регулировки напряжения. Также здесь имеются механизмы автоматического снабжения проволоки и специализированные газовые узлы в виде шлангов и баллонов. Сама процедура проводиться при постоянной подаче высокочастотного электричества.
Главные опции, которые требуют внимательного отношения – регулятор тока, обеспечивающий стабильное горение дуги, скорость движения проволоки.
И всё это обязано работать как единый механизм. Режимы могут сильно отличаться друг от друга, даже если сварка проходит с одной разновидностью железа.
Агрегаты:
- ПДГ-502. Предназначен для приварки в углекислом газе, очень надёжен и показывает высокую производительность. Может использоваться от сетей в 220 и 380 В, а пределы регулирования электричества 100-500 А.
- «Импульс 3А». Необходим для работы с алюминиевыми деталями, но у него более низкие функции, чем у предыдущего аппарата. Также его можно использовать для приварки чёрных металлов и нанесения потолочных швов.
- «УРС 62а». Отлично подходит для полевых работ, используется преимущественно для скрепления алюминия. Необходимое питание берётся от сети в 380 В. Особенностью представляется то, что устройство способно обработать титан.
Аппарат Импульс-3
Есть ещё масса разновидностей, каждый из которых обладает своими преимуществами и недостатками. Не сложно догадаться и про то, что каждый автомат предназначен для ограниченного круга варки.
Краткая характеристика защитных газов
Аргон — наиболее часто применяемый инертный газ. Он тяжелее воздуха и не образует с ним взрывчатых смесей. Благодаря низкому потенциалу ионизации этот газ обеспечивает высокую стабильность горения дуги. Однако, в тоже время, низкий потенциал ионизации является причиной и низкого напряжения на дуге, что снижает тепловую мощность дуги. Будучи тяжелее воздуха, аргон обеспечивает хорошую газовую защиту сварочной ванны (но только в нижнем положении сварки). Однако он может накапливаться в слабопроветриваемых помещениях у пола. При этом снижается содержание кислорода в воздухе, что может вызвать кислородную недостаточность и удушье у электросварщика. В местах возможного накопления аргона необходимо контролировать содержание кислорода в воздухе приборами автоматического или ручного действия с устройством для дистанционного отбора проб воздуха. Объемная доля кислорода в воздухе должна быть не менее 19%.
Аргон выпускается согласно ГОСТ 10157-79 двух сортов: высшего и первого. Высший сорт рекомендуется использовать при сварке ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов. Аргон первого сорта применяют для сварки сталей и чистого алюминия.
Гелий — бесцветный, неядовитый, негорючий и невзрывоопасный газ. Значительно легче воздуха и аргона, что понижает эффективность защиту сварочной ванны при сварке в нижнем положении, но способствует лучшей защите при сварке в потолочном положении. Гелий используется реже, чем аргон, из-за дефицитности и высокой стоимости. Однако, из-за высокого потенциала ионизации, при одном и том же значении тока дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительно повышает скорость сварки. Для сварки используется гелий трех сортов: марок А, Б и В (по ТУ 51-689-75). Применяют его в основном при сварке химически чистых и активных материалов и сплавов, а также сплавов на основе алюминия и магния.
Часто используются смеси аргона и гелия, причем оптимальным составом считается смесь, содержащая 35-40% аргона и 60-65% гелия. В смеси в полной мере реализуются преимущества обоих газов: аргон обеспечивает стабильность горения дуги, гелий – высокую степень проплавления.
При сварке меди используется азот, так как он к ней химически нейтрален, т.е. не образует с ней никаких химических соединений и в ней не растворяется.
Варианты защиты
Любые сварочные работы – завышенная степень опасности, поэтому каждый работник должен позаботиться об обороне кожных покровов, глаз и органов дыхания. Даже кратковременная переварка в собственном гараже должна проводиться с комплектом:
- маска;
- термоустойчивые перчатки;
- респиратор.
Техника безопасности
Только так можно провести качественную операцию без ущерба для собственного здоровья.
Плюсы и минусы газоэлектрической сварки
К основным преимуществам относят:
- повышение качественных характеристик металла шва;
- возможность производить работы при любом положении сварных швов (в отличие от сыпучих флюсов);
- высокая производительность (при механизации скорость достигает 120 м/час, а при автоматизации – 200 м/час);
- отсутствие шлакового слоя, что позволяет зрительно контролировать процесс сварки;
- применение для сварки цветных и тугоплавких металлов;
- для производства высокоточных работ;
- благодаря огромной номенклатуре выпускаемых полуавтоматов и автоматов, возможно использование как в промышленных масштабах, так и штучном производстве.
Минусы этого вида сварочных работ:
- работа с газами требует повышенных мер техники безопасности;
- высокая стоимость инертных газов.