There are many types of welding, but among them, manual arc welding using coated electrodes stands out. Manual arc welding with coated electrodes is one of the most popular ways to join metal structures in small-scale production or home welding. Coated electrodes replace flux and gas; with their help, you can make a high-quality and reliable seam without using expensive equipment or professional welding skills.
The modern market offers different types of coated electrodes, and it is quite difficult for a novice welder to understand such a variety. We will simplify your task and briefly tell you everything you need to know about coated electrodes, teach you how to use them at home, and tell you about all the features that are worth considering.
How to cook with welding electrodes?
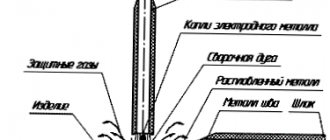
During manual arc welding, performed using coated metal electrodes, the welding arc burns between the metal workpiece and the electrode, melting the coating and the metal of the electrode rod.
Simultaneously with melting, the edges of the welded product melt. You can buy welding electrodes from us from 80 rubles per kilogram! (go to catalog)
Picture 1.
Welding process diagram
As can be seen in Figure 1, the elements of a coated metal electrode are the electrode rod and its coating. The first is made of a special welding wire, and the coating is made of a multicomponent alloy of metals with their oxides. All components of the mixture depending on their functional purpose. Below is their classification.
- Slag-forming:
- insulating (protect the melting metal from the action of active gases contained in the atmospheric air);
- refining;
- deoxidizers;
- alloying.
- ionizing gas;
- shielding gas;
High-performance methods of manual arc welding using electrodes
Electric arc welding is one of the ways to create a permanent connection of several metal workpieces by heating their edges with the heat of arc discharges to the melting temperature.
Methods for arc welding metal depend on the material from which the electrode is made. They are divided into the following groups: the first combines types of welding with a non-consumable (carbon, tungsten) metal electrode, the second combines types of welding with a consumable metal electrode.
The most popular is welding using a metal electrode. It is used to work with different grades of cast iron and steel, non-ferrous metals and alloys. The location of the seam when welding with direct or alternating current can be any. Moreover, a metal electrode is necessary here both to maintain the arc and to form a seam.
Technique for forming a weld seam
The process of ignition (excitation) of the welding arc must be preceded by the installation of a given welding current - its value is determined by the brand of the electrode, the spatial position of the seam, and the type of welded joint.
Ignition can be carried out according to two schemes:
- The electrode is placed perpendicular to the surface to be welded, a light (without force) touch is applied to the welding site, after which the electrode is raised up, approximately 25 cm.
- Ignition of the arc in the second way is similar to lighting a regular match.
After the arc breaks, it is re-ignited in front of the crater - from the base metal to the deposited metal - this ensures the removal of contaminants accumulating in the recess by lifting them to the surface. Then welding is carried out in the required direction.
The choice of arc ignition method depends on two factors - welding conditions and the experience of the welder.
Modes
A beginner has a question: what electrode should be used to weld 2 mm metal? A maximum of three, optimally – not to exceed the thickness of the metal. We won’t find a rod thinner than Ø 1.6 mm; all that remains is to adjust the welding current to the optimum.
Important! drying and calcination of steel electrodes is mandatory.
Welding mode – a combination of the sum of parameters:
- Arc current and voltage;
- Diameter and speed of movement of the electrode;
- Polarity, type of current;
- The position of the seam in space.
Practice shows that it is advisable to use the maximum permissible current, and the speed determines the cross-section of the seam . The arc is ignited in 2 ways: by a short touch with a tear off (butt-to-end) or by a longitudinal movement along the workpiece (with a match).
Vertical and ceiling seams are carried out with current correction down to 20%, voltage - up to 30 V, electrode diameter does not exceed 4 mm. Under standard conditions, the penetration depth reaches 1 – 2 mm.
Maintaining the arc at a distance of 0.5 - 1 diameter to the crater funnel is ensured by the uniform supply of the consumable fuse element. Increasing the arc length increases the flow of air into the melt, reducing quality. Metal waste and spattering increase.
Interruption of the arc is fraught with the formation of a crater where slag accumulates, and cracks may form. The crater is welded until it is filled. The reason for the formation of a crater cannot be the completion of the seam - this is a defect.
Extended seams are made in separate sections. On thick metal, where there is no risk of warping, the passage length is 200 - 300 mm. On thin sheet - short in a checkerboard pattern.
Electrode movement and placement
The spatial location of the electrode is determined by the position of the weld, which can be:
- lower;
- ceiling;
- horizontal/vertical on a vertical surface.
Welding vertical seams can be done from bottom to top or top to bottom.
During the welding process with a lower seam location, the electrode is inclined relative to the vertical in the direction of welding.
There are two ways to move the electrode: “away from you” or “towards you”.
If during the welding process the end of the electrode does not make transverse oscillatory movements, then the width of the bead is 80-150% of the diameter of the electrode. Such rollers are called narrow or thread seams. They are used when creating the initial layer of a multilayer weld and when welding metals of small thickness.
The middle seams (rollers) are formed due to the oscillatory movements performed by the end of the electrode. The width of such rollers, as a rule, does not exceed 2-4 electrode diameters.
Figure 2 schematically shows the oscillatory movements that the end of the electrode can perform.
Figure 2.
The main options for the trajectories of transverse vibrations performed
by the end of the electrode
Arc welding technique
Arc ignition
The current strength is set based on the type of seam, its spatial orientation, the brand of the coated electrode, the type of metal and a number of other operating features. The table shows the most commonly used values.
Methods of “ignition”
No. 1 - lightly touch the metal, followed by raising the electrode by 20 - 25 mm.
No. 2 – used when the arc breaks. Touching in front of the crater, with retraction in the opposite direction, to the fusion zone. At the same time, waste is removed from it.
Recommendation
The optimal arc diameter is considered to be within 0.7 - 1.0 of the cross-section of the metal electrode rod. During welding, it is advisable to maintain this parameter within the specified limits. Then the seam will be high-quality and even.
Covered Electrode Position
Depends on the spatial orientation of the seam: ceiling, vertical or horizontal, bottom. When laying vertical seams, the electrode can move in both directions, as is more convenient for the welder. In the lower position – tilt in the direction of welding. Movement - either “from oneself”, “or towards oneself”.
Seam characteristics
The width of the roller depends on the specifics of the operation being performed and correlates with the diameter of the coated electrode.
- From 0.8 to 1.5 d – a “thread” (narrow) seam is applied if it is the primary one in a multilayered one. It is also used if the thickness of the samples being welded is relatively small (thin rolled products).
- 2.2 – 4.0 d – the most common (medium) seam. The most commonly practiced (but not the only possible) electrode movements are shown in the figure.
Length - depends on the specifics of welding. Seams: short - up to 30 cm, medium - from 0.35 to 1 m and long - more than 100 cm.
Thickness – depends on the depth of “cutting”. Based on this, the seams are made single- or multi-pass, in several layers or in one.
What's better?
Less time is spent on obtaining a seam made in 1 pass. Consequently, productivity increases. A significant disadvantage is the insufficient elasticity of the connection, possible overheating of the metal in certain areas.
A multilayer seam is more durable, since when repeated penetration, the underlying level is subjected to additional thermal effects. The structure of the connection becomes homogeneous, which directly affects its reliability. With this welding technology, seams are made in different ways: “slide”, “cascades”, sequential application of each successive layer along the entire length of the joint line. The last option is the most common, and the first two are used mainly when welding samples of large thickness (or for deep sections).
The quality of the bottom layer is a guarantee of the strength of the entire connection. It is the first penetration that should be given special attention.
Useful tips
- It is advisable to master arc welding technology using the same type of machine with which you plan to work in the future.
- Protective filters have different numbers. For a particular welder, it is selected individually, taking into account the characteristics of his vision (diopters, sensitivity). There is only one criterion: the worker must see the weld pool clearly.
- The quality of the connection depends on the correctly selected part-electrode gap. If it is too small, you will get a convex seam, since the heating of the metal will be insufficient. If its value is greater than the recommended one, the placement of the melt will be uneven due to the fact that the arc will “jump” (deviate from the welding line).
Basic rules of TB
- When manual arc welding, it is prohibited to lay a grounding conductor over a damp base, especially puddles, melted snow, and the like.
- All operations are carried out only with rubber gloves. Before starting work, their integrity must be checked.
- The master’s face must be protected from hot splashes of metal, and his eyes must also be protected from bright light.
If the gloves are just rubberized, then they must be completely dry. Otherwise, at the moment of changing the electrode, there is a risk of electric shock along the circuit: rheostat - “holder” - worker - ground.
It remains to add that the article only gives the “basics” of the technology and methods of manual arc welding. All its advantages can be realized only if the employee has the necessary knowledge and practical skills. Only in this case will the high quality of the seam joint be ensured.
Good luck in mastering your welding skills!
Making welds
The length of the seams provides the following classification:
- long (over 1 m);
- medium (0.35-1 m);
- short (0.25-0.3 m).
The section size determines the division of seams into single-pass or single-layer, as well as multi-pass or multi-layer.
The advantage of single-pass welding is efficiency and productivity. Disadvantage: insufficient ductility of the weld metal due to its rough columnar structure and too large overheating zone.
When multilayer welding, each underlying bead undergoes preliminary heat treatment before applying the next bead - this creates a crushed structure of the seam and joint material.
Multilayer welding involves three options for the arrangement of layers:
- sequential application of layers along the length of the seam;
- "cascade" method;
- “slide” overlay.
The last two methods are used when welding metal products with a thickness of more than 25 mm. The execution of multi-layer seams should be accompanied by increased attention to the creation of the first layer created at the root of the seam. The further strength of the entire seam depends on the penetration of the latter.
Nuances
Covered electrode arc welding has both positive and negative sides. Mastering basic job skills is not enough. You also need to know the nuances of choosing equipment.
Follow the rule: an expensive tool is equally easy to use. When choosing, pay attention to their capabilities. The equipment must be able to:
- weld products in hard-to-reach places;
- work efficiently in different positions;
- pair all types of metals.
Manual arc welding machines with coated electrodes also have disadvantages that should be taken into account:
- the efficiency rate is lower than that of other methods;
- the result of the work largely depends on the skills of the master more than on the tool itself;
- the appearance of harmful substances: sparks, fumes; they have a bad effect on vision.
Important: in order not to harm your health, you need to use special clothing when working with electric arc welding: safe uniform, safety glasses, a chameleon-type mask. These devices protect your eyes from possible damage, but allow you to work without obstacles.
Handmade terminology
The author of the article is Olga Grasser. Terminology. Many people now say that terminology is not important. Like, this is not what professionalism is about, and, in general, in Europe there are few terms used by professionals. I am inclined to disagree - a professional is one who combines all the best. A theorist without practice is bad, and a practitioner without knowledge of theory is bad. Only the synergy of the best gives high results.
When you work from home, it may not matter how you talk - you most likely don't talk at all, but work silently.
But, if you work in a team, then you can’t live without professional language. Knowledge of a professional language reduces time and improves the quality of the result. Every profession and every business has its own terminology. So in the clothing industry there is a special terminology to refer to various operations.
Let's learn it together with Grasser. So, the terminology of manual work.
Let's start with temporary assignment operations.
1. Basting - connecting two parts, approximately equal in area, along the intended lines and along the copy lines with temporary stitches. For example, we baste the side and shoulder sections, the front and elbow sections of the sleeves, and the step sections of the front and back halves of the trousers.
2. Basting - temporary connection of a small part with a large one or a minor part with the main one with temporary stitches. For example, we baste the flaps to the pocket line.
3. Basting is a temporary connection of two parts along an oval contour using temporary stitches. For example, we sew a collar into the neckline, sleeves into the armholes.
4. Basting is the process of securing the facing or turned edge of a piece with temporary stitches to maintain a specific shape. Fastening can be done by forming an edging, a frame, or with the seam positioned on a fold (on the edge). The stitching can be done with a straight or oblique stitch. Stitching with a straight stitch is usually performed in light-weight items, while the oblique stitch is usually used with items in the coat and suit group. Where is the sweeping operation used? For example, we sew out valves, collars, patches, edge edges, etc. after turning and turning.
5. Basting - securing the folded edge of a part, product, folds, darts, tucks with temporary stitches. We cover the bottom of the product, the bottom of the sleeve, the bottom of the trousers.
6. Overcasting is the thread fastening of the cut of the part and the edges of the cut using hand stitches for permanent purposes in order to protect it from fraying. For example, we overcast open seams and buttonholes.
7. Basting - laying out seam allowances or folds in different directions and securing them with temporary stitches. Most often, this operation is used when assembling clothes of a coat-suit group for fitting. We can't iron the seam allowances, so we mark them out.
Permanent operations: 1. Hemming - attaching the folded edges of one part to another or to the same part with permanent stitches. For example, we hem the bottom of the product, the bottom of the sleeves or the bottom of the lining of the product. This operation is usually preceded by a basting operation; we first basted the edge or allowance, and then hemmed it.
2. Sewing - attaching one part to another, fittings and finishing elements with permanent stitches. We sew on buttons, hooks, buttons and so on. If we attach braid to a product temporarily, then we baste it. And if we attach the braid with hand stitches forever, then we sew it on. This means that first we can baste the braid and then sew it on.
3. Flushing - securing and finishing the hemmed and basted edges of the part with hidden loop-shaped stitches for permanent purposes, fastening the materials from the inside. This operation is performed to fix, for example, the edge of the side, as well as to decorate the seams connecting the lining to the product.
4. Joining - joining two parts with secret permanent stitches and butt cuts. Very often this operation is used when joining various extensions, when working with products made from thick pile fabrics or natural fur.
5. Quilting - this operation is performed with oblique quilting stitches to connect the main parts with the interlining ones to give stability and elasticity to individual sections of the product (lapel, collar, etc.). This operation is used in products of the coat-suit group.
The correct order for creating seams.
At the moment, three types of welding seams are known, which are divided by length: short (no more than 300 mm), medium (up to 1000 mm), and long (starting from 1000).
The cross-sectional size of the seams also determines many other properties: single-pass or single-layer, multi-layer or multi-pass seams. If the main thing for you is savings, then you won’t find a better one-pass welding - it is productive and economical, but there is also a negative side: the metal is not ductile enough, the overheating zone increases. Compared to single-pass welding, multi-layer welding is the best way to create strong and wear-resistant welds, as the heat treatment of each “bead” helps to refine the structure of the seam and create a stronger connection.
As a conclusion, we can say that today welding has reached the peak of its development - more and more new methods and methods of welding are appearing every day, and old methods of obtaining a weld are being improved and become even better.