Classification of non-destructive testing methods according to GOST 18353-79
The main methods of non-destructive testing are based on the use of various physical phenomena and the measurement of physical quantities characterizing these phenomena. The most widely used types of non-destructive testing are:
- ultrasonic;
- radio wave;
- electric;
- acoustic;
- eddy currents;
- magnetic;
- thermal;
- radiation;
- penetrating substances;
- optic.
General types of non-destructive testing may include several specific methods, differing in characteristics such as:
- method of interaction with the controlled object;
- physical quantities measured during observation;
- method of obtaining and interpreting data.
The correct choice of method allows the enterprise to save money and ensure high reliability of the controlled equipment and structures.
Advantages and disadvantages of non-destructive methods
Despite the fact that both types of testing, destructive and non-destructive, have their pros and cons, in modern production conditions the latter has a number of advantages:
- Tests are carried out directly on products that will be used in working conditions.
- The examination can be carried out on any part or any unit intended for operation in real conditions, but only if it is economically justified. Often it can be done even when the batch is characterized by large differences between the parts.
- The whole part or only its most dangerous areas can be tested. Depending on the convenience or technological conditions, they can be performed simultaneously or sequentially.
- The same object can be tested by many non-destructive testing methods, each of which will be sensitive to specific properties or parts of the part.
- Non-destructive methods can be applied to the unit under operating conditions, without the need to stop its operation. They do not cause disturbances or changes in the characteristics of parts.
- The tests allow re-inspection of the same parts after any period of time. This makes it possible to establish a connection between operating modes and the damage that occurs and its degree.
- Non-destructive testing allows you to avoid damaging parts made from expensive materials.
- As a rule, tests are carried out without pre-treatment of samples. Many analytical devices are portable, fast, and often automated.
- The cost of non-destructive testing is lower than that of destructive methods.
- Most methods do not require long periods of time and require fewer man-hours. Such methods should be used to determine the quality of all parts when their cost is less than or comparable to the cost of destructive inspection of only a small percentage of the parts in the entire lot.
There are not so many disadvantages of non-destructive testing methods:
- Typically, indirect properties that do not have a direct connection with values during operation are analyzed. To ensure the reliability of the results, an indirect connection is found between the obtained data and operational reliability.
- Most tests do not indicate the service life of an object, but can only monitor the processes of destruction.
- To decipher and interpret the results of analytical work, it is also necessary to conduct the same studies on special samples and under special conditions. And if the relevant connection between these tests is not obvious and proven, then observers may not agree with it.
We examined the types of non-destructive testing, its features and disadvantages.
Radio wave method of non-destructive testing
It consists of irradiating the object under study with radio frequency radiation and measuring the parameters of the transmitted, reflected or scattered electromagnetic wave.
Radio wave method
It is applicable to dielectric, semiconductor materials, as well as thin-walled metal shells and structures in which radio waves propagate well. Used to check the uniformity, dimensions and shape of products made of plastic, rubber, and composite materials. In this case, the amplitude, phase or polarization characteristics of the wave are measured. Non-destructive testing using the radio wave method makes it possible to detect inhomogeneities, foreign inclusions, poor-quality adhesive and welded joints and other defects in the mass of material.
NK
Non-destructive testing (NDT) is control of the reliability and basic operating properties and parameters of an object or its individual elements or assemblies, which does not require the object to be taken out of operation or dismantled.
Non-destructive testing is also called non-destructive reliability assessment or non-destructive testing. NDT is especially important when creating and operating vital products, components and structures. To identify various defects such as corrosion, rusting, cracking.
Electrical non-destructive testing method
A group of methods for non-destructive testing of metals and dielectrics is based on the measurement and interpretation of the characteristics of the electrostatic field applied to the controlled object. The most common measurements are electrical potential and capacitance.
To work with conductive materials, the equipotential method is used; for dielectric materials, the capacitive method is more often used. The thermoelectric method is applicable for fairly accurate determination of the chemical composition of a material without taking samples and using expensive mass spectrographic equipment.
Non-destructive testing electrical
Using electrical techniques, various hidden defects are found:
- voids and porosity in castings;
- microcracks in rolled metal;
- lack of penetration and other welding defects;
- poor-quality paint coatings and adhesive seams.
Acoustic or ultrasonic testing
The method is based on excitation of vibrations in a structure of a certain frequency, amplitude, duty cycle of pulses and analysis of the structure’s response to these vibrations. Interpretation of the results using specialized computer programs allows you to recreate two-dimensional sections of the object under study without destroying it. There are two main groups of acoustic flaw detection techniques:
- Active - the installation emits vibrations and subsequently receives a response from the structure.
- Passive - only measurements of oscillations and impulses are carried out.
Ultrasonic non-destructive testing
Sound vibrations with a frequency above 20 kilohertz are called ultrasound. Ultrasound is one of the most popular methods of acoustic flaw detection in industry and allows you to check the quality and spatial configuration of almost any materials. The popularity of ultrasound is determined by its advantages over other methods:
- low price of equipment;
- compactness of installations;
- safety for personnel;
- high sensitivity and spatial resolution.
The ultrasonic method is of little use for structures that have a coarse-grained structure or a very rough surface.
The safety of ultrasound for humans allows it to be widely used in medical diagnostics, including examination of a child in the womb and early determination of its gender.
Eddy current non-destructive testing method
The method is based on inducing low-intensity eddy (near-surface) currents in the object under study with a frequency of up to several megahertz, placing it in an electromagnetic field created by eddy current measurement transducers. Suitable for metals and other electrically conductive materials. Based on the inhomogeneities of the near-surface vortex field, one can judge the presence of inhomogeneities and other defects in the outer layer of the metal (up to a depth of several millimeters). The measurements also accurately determine defects in paint and protective coatings applied to a metal part. A powerful inductor coil that generates a high-frequency electromagnetic field serves as an eddy current transducer. Eddy currents induced by this field in the surface layer of the metal are measured with the same coil (combined circuit) or a separate one (separated circuit). Based on the spatial pattern of the intensity distribution of the measured currents, the locations of inhomogeneities that introduce distortion into the field are determined.
Eddy current non-destructive testing method
The use of eddy currents is the basis for a large number of different designs of flaw detectors, specializing in determining the thickness and uniformity of rolled metal sheets and coatings on structures, continuous measurement of the diameter of wire and rolled rods during their production. Eddy current devices, along with ultrasonic ones, are also used to determine the condition of turbine blades and other critical highly loaded components.
Methods
It is known that defects lead to changes in the physical parameters of the product or structure: density, electrical conductivity, elasticity, etc. The study of these parameters is the basis of many modern methods of defectology, which are:
- Visual
. When studying internal surfaces and deep cavities, prismatic tubes with mini-illuminators, lasers, and miniature video cameras are used. The inspection can also be done with a magnifying glass or without any equipment. The visual method allows you to detect surface defects: cracks, crevices, films - from 0.1 mm to tens of microns. - X-ray.
The density of a material affects its absorption of X-rays. Hidden defects are revealed: cracks, cavities, foreign substances, heterogeneity. The radiation intensity is recorded photographically, visually, electron-optical, and ionization methods. Such flaw detection is justified when studying materials of small thickness - steel up to 80 mm and light alloys up to 250 mm. - Radioactive
. The principle is the same as that of X-rays. Gamma radiation from radioactive isotopes of metals (cobalt, iridium) is used. The advantage of such methods is the simplicity and compactness of the equipment, which is indispensable in field conditions and when studying hard-to-reach areas of structures.
Radio waves
. Allows you to find surface defects (mainly non-metallic materials). The centimeter and millimeter range is used. The methods help to study thin metal sheets, wire, and the thickness of protective and dielectric coatings.
- Infrared
. This uses heating of the material. The defects change the heat flow, which is detected by the heat-sensing device. - Magnetic
. Ferromagnetic materials are being studied. In this case, magnetic powder or its suspension is used as an indicator. When the material is magnetized, the powder settles on the defective areas. The magnetographic method involves the use of a special magnetic film applied to the product. It helps detect cracks at a depth of up to 2mm.
The fluxgate method is based on the change in current recorded by an oscilloscope as the device passes through the defective area. It allows you to examine areas up to 20mm. Inspection and rejection of products using this method can be automated.
- Electroinductive.
The principle is to use an alternating magnetic field. The sensor registers changes in eddy currents. The readings of the device are influenced by: electrical conductivity, magnetic permeability, dimensions of the product, heterogeneity of its structure.
The sensors of eddy current flaw detectors are inductive coils. The methods are amenable to automation.
- Thermoelectric
. The principle is the measurement of EMF when heating two dissimilar metals connected together, one of which is taken as the standard. - Triboelectric
. The principle is to change the emf that occurs during friction of various types of materials. One of the materials is accepted as the standard. - Electrostatic
. The methods are based on the use of an electrostatic field in which the product is placed. They are suitable for the study of metals and non-metals. The object under study is covered with a thin layer of chalk from a spray bottle with an ebonite tip. Positively charged chalk particles indicate the heterogeneity of the product, accumulating in defective areas. - Ultrasonic
. Here, the registration of elastic vibrations is used, which propagate differently in an inhomogeneous medium.
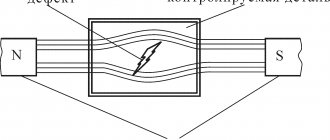
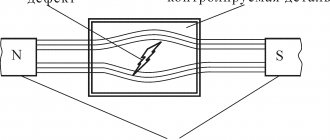
Magnetic non-destructive testing method
This group of techniques is based on the physical measurement of the interaction of the object under study with a magnetic field. Used for flaw detection of ferromagnetic materials and alloys. The three main types of magnetic research are:
- magnetic particle;
- fluxgate;
- Magnetographic.
Magnetic method
To detect heterogeneity in the structure of a magnetic material, it is magnetized, and the surface is lubricated with a special suspension or gel containing calibrated metal particles. These particles are concentrated along the magnetic field lines, visualizing it in a simple and visual way. In places of inhomogeneities and defects, the magnetic field is distorted, and its lines will be curved. Magnetographic experiments were carried out by scientists back in the 18th century, but were adapted for flaw detection purposes only in the 20th century.
Thermal method
Thermal techniques are based on measuring the intensity of thermal fields emitted by a controlled device or structure. The distribution of temperatures on the surface and the gradient of their change reflect the distribution of heat inside the object. In places of defects and inhomogeneities, the uniform thermal picture will be distorted.
Using a thermal imager for non-destructive testing
Researchers, through calculations and experiments, have identified typical changes in the thermal portrait of a product that are characteristic of certain defects, and currently, computers and neural networks are trusted to recognize such features. The thermal pattern on the surface is measured using both contact thermometers and remote pyrometry. Using a thermal portrait, welding and soldering defects, leaks in blood vessels, areas of internal stress concentration, and faulty electronic components are detected. The thermal method is most widely used in electronics and instrument making.
TK
Thermal control is based on measuring, monitoring and analyzing the temperature of controlled objects. The main condition for the use of thermal control is the presence of heat flows in the controlled object. The process of transferring thermal energy, releasing or absorbing heat in an object causes its temperature to change relative to the environment. Temperature distribution over the surface of an object is the main parameter in the thermal method, as it carries information about the features of the heat transfer process, the operating mode of the object, its internal structure and the presence of hidden internal defects. Heat flows in a controlled object can arise for various reasons. Thermal imaging technical diagnostics have become widespread in the energy sector, construction and industry. The main advantage of the method is the control of objects without decommissioning and without any impact on them. It is obvious that the successful implementation of the thermal control method is facilitated by the development of measuring instruments, mainly thermal imaging equipment.
The use of thermal imagers is not limited to non-destructive testing tasks. This wonderful tool for visualizing thermal fields and remotely measuring temperature has found application in military technology, navigation, medicine, safety and security systems, fire fighting, and ecology.
Radiation non-destructive testing method
This method is extremely effective; it allows you to obtain information about the largest installations and structures (with virtually no size restrictions) by shining them with penetrating ionizing radiation.
Radiation non-destructive testing method
Applicable in the following ranges:
- gamma rays;
- x-ray radiation;
- neutron radiation.
The physical basis of the method is an increase in the flux density of charged particles in places of hidden defects. Based on a comparison of the intensity of the transmitted and reflected flow, a conclusion is made about the depth of the heterogeneity. It is used to determine the quality of welds on large products, such as nuclear or chemical reactor vessels, turbines, main pipelines and their shut-off valves.
RK
Radiation monitoring methods are based on registration and analysis of ionizing radiation during its interaction with the controlled product. The most frequently used methods for testing by transmitted radiation are based on different absorption of ionizing radiation when passing through a defect and a defect-free area of a welded joint. The intensity of transmitted radiation will be greater in areas of smaller thickness or lower density, in particular in places of defects - discontinuities or non-metallic inclusions.
Radiation monitoring methods are classified primarily by the type (and source) of ionizing radiation and by the type of ionizing study detector.
Ionizing is a study whose interaction with the environment leads to the formation of electrical charges. Since ionizing radiation, consisting of charged particles, has low penetrating ability, photon or neutron radiation is usually used for radiation testing of welded joints. The most widely used is X-rays (X-rays). This is photon radiation with a wavelength of 6x10-13...1x10-9 m. Having the same nature as visible light, but a shorter wavelength (visible light has 4...7 x 10-7 m), X-ray radiation has a high penetrating ability and can pass through fairly large thicknesses of structural materials. When interacting with the material of the controlled product, the intensity of the x-ray radiation decreases, which is used during testing. X-ray radiation provides the greatest sensitivity of monitoring.
X-rays are produced in X-ray tubes. Electrons emitted from the heated cathode under the influence of high voltage are accelerated in a sealed cylinder from which air has been evacuated and fall on the anode. When electrons are decelerated at the anode, their energy is released in the form of photons of various wavelengths, including x-rays. The greater the accelerating voltage, the greater the energy of the generated photons and their penetrating ability.
The disadvantages of radiation methods include, first of all, the harm to humans, which requires special radiation safety measures: shielding, increasing the distance from the radiation source and limiting the time the operator stays in the hazardous area. In addition, radiation methods poorly detect small-opening discontinuities (cracks, lack of penetration) located at an angle of more than 7 ... 12° to the direction of transmission; the method is ineffective for fillet welds.
Penetrant non-destructive testing method
The essence of the method is that a specially prepared liquid, less often a chemically active or radioactive substance, is released into the internal cavities of the controlled device or structure. The location of the defect is determined by its accumulation or traces.
There are two varieties:
- capillary, for finding surface capillary cracks through which the indicator substance leaks;
- leak detection - to detect leaks in pipelines and containers.
Penetrant non-destructive testing method
The surface is thoroughly cleaned, then an indicator substance, or penetrant, is applied to it. After a certain exposure, a developer substance is applied and the picture of defects is observed visually. If radioactive markers are used, defects are detected using appropriate radiographic equipment. The technique has the following advantages:
- high sensitivity;
- ease of use;
- clarity of presentation.
It combines well with other methods and serves them for mutual verification.
AE
The acoustic emission method is a very effective means of non-destructive testing and evaluation of materials, based on the detection of elastic waves that are generated during sudden deformation of a stressed material. These waves propagate from the source directly to the sensors, where they are then converted into electrical signals. Acoustic emission monitoring devices measure these signals and then display data on the basis of which the state and behavior of the entire structure of the object under study is assessed.
As is known, traditional methods of non-destructive testing (ultrasonic, radiation, eddy current) make it possible to detect geometric inhomogeneities (defects) by emitting some form of energy into the structure of the object. In contrast to these methods, acoustic emission testing uses a different approach: it detects not geometric inhomogeneities, but microscopic movements. This method allows you to very quickly detect the growth of even the smallest cracks, fractures of inclusions, gas or liquid leaks. That is, a large number of diverse processes producing acoustic emission.
From the point of view of the theory and practice of the acoustic emission method, absolutely any defect can produce its own signal. At the same time, it can travel quite long distances (up to tens of meters) until it reaches the sensors. Moreover, a defect can not only be detected remotely; but also by calculating the difference in arrival times of waves to sensors located in different places.
The main features of the acoustic testing method, which determine its capabilities and scope of application:
- Provides detection of defects according to the degree of their danger;
- It is highly sensitive to growing defects and allows, under operating conditions, to determine crack growth down to fractions of millimeters;
- The maximum sensitivity of devices, according to theoretical estimates, can be up to 1*10-6mm2
- The integrity of the method ensures control of the entire object using one or more transducers fixedly installed on the surface of the object;
- The method makes it possible to monitor a wide variety of technological processes, as well as processes of changes in the properties and state of materials;
- The orientation and position of the object does not affect the detection of defects.
A feature of the method that limits its use is the possible difficulty in some cases in isolating the required signals from the noise. If the signals are small in amplitude, then separating them from the noise is a difficult task.
Optical non-destructive testing method
The optical flaw detection method is based on the analysis of optical effects associated with reflection, refraction and scattering of light rays by the surface or volume of an object.
Optical method
External optical techniques make it possible to determine the cleanliness and roughness of surfaces, which is especially important in precision engineering. When measuring the dimensions of small parts, the physical phenomenon of diffraction is used, and the roughness of surfaces is determined based on interference measurements.
Internal defects can only be identified for transparent materials, and here optical techniques have no equal in terms of cheapness and efficiency.
They stand out due to their simplicity and low labor intensity in detecting surface defects, such as cracks, burrs and nicks.