Destructive methods for quality control of welded joints
Destructive tests are carried out on witness samples, models, and less often on the products themselves to obtain information directly characterizing the strength, quality or reliability of connections. These include: mechanical tests, metallographic studies, chemical analysis and special tests. These methods are used mainly in the development of technology for the manufacture of metal structures or for selective control of finished products.
Mechanical testing involves static testing of various sections of the welded joint for tension, bending, hardness and dynamic testing for impact bending and fatigue strength.
Metallographic studies are carried out to establish the structure of the metal of the welded joint and the presence of defects.
Read also: Do-it-yourself temperature regulator for a soldering iron
With the macrostructural method, the nature and location of visible defects in different zones of welded joints is determined by examining macrosections and fractures of the metal with the naked eye or using a magnifying glass.
In microstructural analysis, the structure of the metal is examined on polished and reagent-etched sections at a magnification of 50-2000 times. Such studies make it possible to detect metal burnout, the presence of oxides along grain boundaries, sulfide and oxide inclusions, grain sizes, microscopic cracks and other structural defects.
Chemical analysis makes it possible to determine the composition of the base and deposited metal, electrodes and their compliance with the specifications for the production of a welded joint.
Special tests are carried out to obtain the characteristics of welded joints, taking into account operating conditions (corrosion resistance, metal creep when exposed to elevated temperatures, etc.).
Types of inspection of welded joints
Preliminary control
Preliminary control includes checking the quality of the metal being welded and materials for welding. In addition, they control the preparation of welded edges and the assembly of welded parts, the serviceability of welding equipment, welding equipment and instruments. In addition, it is necessary to conduct weldability tests on the steel, which include mechanical tests, metallographic analysis and tests for the likelihood of cold cracking and hot cracking during welding.
Current welding control
Current control is carried out directly during welding work. At the same time, compliance with welding technology is checked (compliance with welding modes, quality of cleaning of intermediate welds, welding of welding craters, preliminary and accompanying heating, if necessary, and other points).
Final welding control
During the final inspection, completed welded joints are checked. The finished welded product must fully satisfy the requirements for it.
Non-destructive methods for quality control of welded joints
During non-destructive testing, certain physical properties are assessed that indirectly characterize the strength or reliability of the welded joint. Non-destructive methods (they check more than 80% of welded joints) are used, as a rule, after the manufacture of a product to detect defects in it. Non-destructive methods of quality control of welded joints include: external inspection, radiation, ultrasonic and magnetic testing, tightness testing and a number of other methods that have limited application.
100% of welded joints are subject to external inspection. Inspection is performed with the naked eye or with a magnifying glass, using templates and measuring tools. At the same time, the geometric dimensions of the seams, the presence of undercuts, cracks, lack of fusion, craters and other external defects are checked.
Pipelines and containers intended for transportation and storage of gases and liquids and, as a rule, operating at excess pressure are subjected to tightness control.
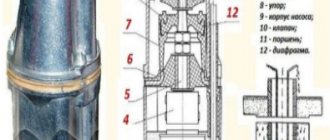
Pneumatic tests are based on creating excess air pressure (10.20 kPa) on one side of the seam and coating the other side of the seam with soap foam, which forms bubbles under the influence of compressed air penetrating through the leaks. Leaks can also be assessed by the drop in air pressure in a container equipped with a pressure gauge.
The type of hydraulic test depends on the design of the product. Pouring water is used to test the strength and density of vertical tanks, gas tanks and other vessels with a wall thickness of no more than 10 mm. Water is poured to the full height of the vessel and kept for at least 2 hours. Welded seams of open vessels are sprayed from a hose with a fire hose under a pressure of at least 0.1 MPa. When testing with additional hydrostatic pressure, the latter is created in a water-filled and closed vessel using a hydraulic pump. The pressure value is determined according to the technical conditions and rules of Boiler Supervision. Defective areas are identified by the presence of drops, streams of water and sweating.
Internal defects in welded joints are detected by X-ray scanning (metal thickness up to 60 mm (Fig. 1)), or gamma rays (metal thickness up to 300 mm (Fig. 2)). Defect detection is based on the different absorption of X-ray or gamma radiation by areas of the metal with and without defects. The results are recorded on film or displayed on a special screen. Dimensions of detected defects: with radiography - 1.3% of the metal thickness, with radiography - 2.4%.
Rice. 1. X-ray inspection of welded joints: 1 – X-ray tube; 2 – welded connection; 3 – cassette; 4 – film
When assessing the quality of welds, it is recommended to have reference photographs of characteristic defects for different metal thicknesses. Albums of reference images are approved by the Rostechnadzor inspection and are an integral part of the technical specifications for product acceptance.
Rice. 2. Scheme of transmission with gamma rays: 1 – shutter; 2 – lead capsule; 3 – capsule with the substance; 4 – welded connection; 5 – film cassette
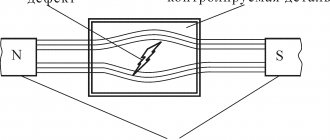
Magnetographic testing is based on the detection of stray fields formed at the locations of defects during magnetization of controlled welded joints (Fig. 3). The scattering fields are fixed on an elastic magnetic tape pressed tightly to the surface of the seam. The recording is made on a flaw detector. Magnetographic testing can only be used to check welded joints of metals and alloys of small thickness that have ferromagnetic properties. They detect surface and subsurface macrocracks, lack of penetration, pores and slag inclusions with a depth of 2.7% on metal 4.12 mm thick. Less clearly visible are round pores, wide lack of penetration (2.5-3 mm), and transverse cracks, the direction of which coincides with the direction of the magnetic flux.
Ultrasonic testing is based on the ability of ultrasonic vibrations (mechanical vibrations with a frequency of 16.25 MHz) to be reflected from a surface separating media with different acoustic properties. To obtain ultrasonic vibrations, the property of barium titanate, quartz crystals and some other substances to convert electrical vibrations into mechanical ones and vice versa (reverse and direct piezoelectric effects) is used.
Read also: Manual riveter operating principle
Rice. 3. Diagram of the passage of magnetic flux in a welded joint: a – in the absence of a defect; b – if there is a defect; 1 – magnetic stray field; 2 – seam defects
Ultrasonic testing has certain advantages over radiation methods: high sensitivity (detectable defect area 0.2.2.5 mm² for metal thicknesses up to 10 mm and 2.15 mm² for large thicknesses), the ability to control with unilateral access to the seam, high productivity, the ability to determine the exact coordinates of a defect, mobility of equipment.
The main method of ultrasound control is the echo method. This method controls about 90% of all welded joints with a thickness of more than 4 mm.
In Fig. Figure 4 shows a schematic diagram of ultrasonic testing using the pulse echo method with a combined circuit for connecting the finder and receiver. Pulse generator 1 generates short electrical pulses with long pauses. Finder 5 converts these pulses into ultrasonic vibrations. When they encounter a defect, the waves are reflected from it, again fall on the finder and are converted into electrical oscillations that arrive at amplifier 2 and then to the screen of device 3. The probing pulse of generator 6 is placed at the beginning of the scan, the pulse from the bottom surface 8 is at the end of the scan, and the impulse from defect 7 is between them. During the inspection of a welded joint, the finder moves in a zigzag pattern along the base metal along seam 4. To ensure acoustic contact, the surface of the product at the inspection site is generously lubricated with oil (for example, compressor oil).
The disadvantages of the method include, first of all, low noise immunity to external reflectors and a sharp dependence of the signal amplitude on the orientation of the defect.
Rice. 4. Ultrasonic testing of welded joints: 1 – generator; 2 – amplifier; 3 – device screen; 4 – weld; 5 – finder-receiver; 6 – initial impulse; 7 – impulse from a defect; 8 – impulse from the bottom surface
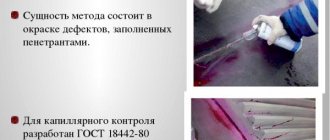
Luminescent and color flaw detection belong to capillary flaw detection methods. The controlled surface is covered with a layer of fluorescent solution or bright red penetrating liquid. The solution or liquid is then removed and the surface is irradiated with ultraviolet light (luminescent method) or coated with white developing paint (color flaw detection). In the first case, the defects begin to glow, and in the second, they appear against the background of white paint. Using these methods, surface defects, mainly cracks, are detected, including in welded joints made of non-magnetic steels, non-ferrous metals and alloys.
In each specific case, the method and scope of quality control of the welded joint are selected depending on the purpose and degree of responsibility of the structure in accordance with industry regulations, special technical conditions or the project.
Created: 2012-10-20 Source: Pipe Technologies
Purchase and sale of business equipment
Purchase and sale of business equipment
- home
- Information articles
- Industry
- Methods for quality control of metal products
Non-destructive testing of pipeline welded joints
Non-destructive testing of welded joints (hereinafter referred to as NDTS) is a way to identify metal defects (flaw detection) thanks, for example, to penetrating radiation, without physical intervention and violating the integrity of the product, as well as to obtain data on the structure of the material and its physical and chemical properties. This article will discuss industrial flaw detection. NKSS is a mandatory stage in the construction of industrial structures, and it is also carried out during their further operation.
Non-destructive testing of welded joints is carried out for main gas pipelines, heating pipelines, mechanical engineering products, tanks and various building structures.
Its standards and methods are described in a number of GOSTs. State standards have been developed regulating six types of non-destructive testing, describing each method separately, classifying weld defects and related topics. You can download the full archive of GOSTs here.
Destructive testing methods
Destructive testing serves to quantify the maximum load on an object, after which destruction occurs. The tests can be of a different nature: static loads allow you to accurately measure the force on the sample and describe in detail the deformation process. Dynamic tests are used to determine the toughness or brittleness of a material: these are various types of impacts during which inertial forces arise in parts of the sample and the testing machine. Fatigue tests are repeated loads of small force, up to destruction. Hardness tests measure the force with which a harder body (such as a diamond hammer tip) is driven into the surface of a specimen. Wear and abrasion tests determine changes in the surface properties of a material under prolonged exposure to friction. Comprehensive tests make it possible to describe the basic structural and technological properties of the material and regulate the maximum permissible loads for the product.
To determine the characteristics of mechanical strength, tensile testing machines . For example, WEB 600, manufactured by TIME Group Inc.: it is capable of developing a force of 600 kN. Technological testing machines, such as IA 5073-100, IH 5133, IH 5092, produced domestically, are used for testing wire twisting, sheet metal extrusion, wire bending, and so on.
There are several methods for determining the hardness of a metal: according to Vickers, when a tetrahedral diamond pyramid is pressed into the surface under a load of 5, 10, 20, 30, 50 and 100 kgf. Then the print is measured along the diagonals of the square, and the hardness number is determined from the table. Machines for determining hardness - hardness testers . For example, IT 5010 is a machine for determining Vickers hardness.
When testing hardness using the Rockwell method, the sample is smoothly loaded to 98 N (10 kgf). Then an additional load is given to a maximum value of 490 N (50 kgf) - 1373 N (140 kgf). After reaching it, the number of hardness units of the sample is displayed on the device indicator scale. One of the most common Rockwell hardness testers is the TR 5006 M. Among the machines designed for fatigue testing is the MUI-6000 (supplied by North-West Technologies).
Read also: Types of light bulbs for chandeliers
Non-destructive testing methods
If destructive testing methods are applied only to control samples to determine general mechanical properties, then non-destructive testing serves for mass control of product quality. The operation of non-destructive testing devices is based on the principles of changing the properties of an object in the presence of defects. These are ultrasonic flaw detection and thickness testing , radiography , magnetic particle and capillary testing , eddy current testing , optical-visual testing and others. For example, ultrasonic flaw detection equipment measures the difference in the transmission of ultrasound depending on the thickness and density of the metal. Thickness gauges 26MG, 26MG-XT, 26XTDL, 36DLPLUS, produced by Panametrics, are used to determine the remaining wall thickness of pipes, boilers and other structures subject to wear. 36 DL PLUS is a modern digital pulse-echo portable contact thickness gauge that allows you to measure the thickness of even objects that can only be approached from one side. It is used in energy and mechanical engineering to measure the wall thickness of pipelines, pressure vessels, boilers and other objects.
One of the common methods of non-destructive testing is eddy current . It is based on measuring eddy current disturbances when an electric current is injected into a sample. Even the slightest crack or cavity in the metal, pitting corrosion or thinning is immediately detected in a change in eddy currents. Modern eddy current flaw detectors are used to monitor the landing flanges of wheel disks, a number of fasteners of aircraft structures, detect cracks near fastening holes, as well as display C-scans of fastening holes, and monitor multilayer corrosion in the automotive, aviation and aerospace industries. Eddy current inspection equipment includes instruments from Zetec, which allow a wide range of inspections of various aircraft structures, engine components and wheels. For example, MIZ®-21SR is a multi-mode eddy current flaw detector and bond tester. It is a lightweight, portable instrument that uses two eddy current flaw detection techniques to detect non-bonding, delamination and density anomalies. In addition, MIZ®-21SR has functions for measuring conductivity and thickness of coatings. All information is displayed on the display with high resolution and image clarity.
To ensure high quality construction, effective monitoring is necessary to detect defects. There are two types of quality control: destructive and non-destructive.
Destructive testing leads to complete destruction or damage to the test object. Thus, at construction industry factories, random tests of individual products included in manufactured batches are carried out. After testing, destroyed products are discarded or recycled to reuse the constituent materials. This causes additional material and labor costs and, in addition, destructive testing cannot provide complete confidence in the high quality of the entire batch of products, since it is carried out selectively.
At the same time, destructive testing provides a direct assessment of the strength, rigidity and crack resistance of the structure, as well as the mechanical characteristics of materials.
Non-destructive testing allows non-destructive control of the quality of all products both during manufacturing and during operation, which is impossible with destructive testing. Non-destructive testing can be used to identify defects, determine the strength and density of concrete, the presence, position and diameter of reinforcement, thickness measurements, etc.
Non-destructive testing during surveys can be fully automated. Its disadvantage is the lack of a direct connection between the observed control results and the design parameters; Usually this connection is carried out indirectly, through a change in some physical quantity (for example, the speed of ultrasound, the intensity of absorption of radiation, etc.). Therefore, calibration of non-destructive testing devices is required (construction of calibration dependencies).
Non-destructive testing is indispensable when carrying out mass quality control of building structures at construction industry factories; when identifying the actual state of structures, components, elements during operation and during reconstruction. A positive example is the monitoring of the entire railway network in our country, carried out 30 times a year using flaw detectors installed on cars and bogies. The funds invested in the use of automated non-destructive testing pay off very quickly, and the reliability of the controlled products increases dramatically.
At the same time, in a number of cases, non-destructive testing cannot provide the necessary information: for example, to identify the actual strength, rigidity, and crack resistance of structures, especially in the process of research work, when new materials and structural forms are studied.
The most complete data on the quality of structures and parameters of limit states of groups I and II can be obtained through the integrated use of non-destructive and destructive testing.
Currently, the latest achievements in physics, electrical and radio engineering, electronics, automation and computer technology are used for non-destructive testing. In accordance with GOST 18353-79, the following non-destructive testing methods are distinguished: sclerometric, acoustic, capillary, magnetic, optical, radiation, radio wave, thermal, leak detection, electrical, electromagnetic.
These types of non-destructive testing make it possible to determine a set of indicators of the quality of building structures: defects, their sizes and locations; density, strength and heterogeneity of structure; thickness of products and non-magnetic coatings on ferromagnetic products; mechanical stress; humidity; the presence, diameter and position of reinforcement in concrete, etc. Sometimes the same indicators can be obtained by different methods with different accuracy.
To obtain the most complete information about the state of structures and structures, two or more non-destructive testing methods are used in combination, each of which complements each other and allows partial control of the data obtained. Less accurate non-destructive testing methods are used for rapid assessment of the quality of structures. Detailed data on the use of non-destructive testing methods are set out in the relevant GOSTs (see the list of recommended literature). Mechanical and complex methods are also used in construction.
When carrying out non-destructive testing, labor protection and safety requirements must be observed. Only specially trained personnel who have undergone induction and on-the-job training are allowed to work. When using the radiation method of non-destructive testing, the relevant requirements of sanitary standards and regulations must be observed. Dosimetric monitoring, effective protective devices and protective equipment are also used.
X-ray control
This method is usually used for flaw detection of large welded metal structures exposed to the corrosive effects of the atmosphere: pipelines, supports and load-bearing and any other metal structures. X-ray machines can be stationary (cable and monoblock type), portable, or mounted on crawlers. Crawler is a self-propelled, remote-controlled robot carrying an autonomous X-ray complex. It is intended for quality control of welded joints of pipelines. Such a device, upon command from the outside, moves in the pipeline, stops and takes an x-ray. The crawler exposure device operates completely independently. Some X-ray machines require exposure and development of special film, while others reflect information directly in digital form.
Among the X-ray inspection equipment, it is necessary to mention the products of Sintez NDT CJSC, which is part of the UNITEST group of enterprises. Stationary devices of the Vityaz series are manufactured as a monoblock, with a glass X-ray tube. Their cost is relatively low. The “Bastion” series are cable-type devices; they use a metal-ceramic tube, which ensures reliability and a long service life, but they are more expensive. As a rule, stationary devices are used to control materials or finished products; they differ from portable devices in their high stability of current and voltage parameters and a minimum of ripple. Portable X-ray machines of the RPD series, from the same manufacturer, also provide options for working in harsh climatic conditions, in the Far North. In this case, the power and control unit is mounted in a metal case, protection category is IP65. Panoramic X-ray tubes of the SXT series are installed on the crawlers. They provide the highest possible rigidity of the radiation spectrum with high efficiency; the devices are powered by a crawler battery. The SHT equipment is equipped with a system of forced air cooling of the anodes by fans.
Today there is no one universal method that would allow one to measure all the properties of a metal product at once. Therefore, quality control methods are used in a complex: at the stages of development and manufacturing - destructive, during operation - various non-destructive ones. The choice of a specific control method depends not only on the specifics and purpose of the metal structure, but also on numerous external factors, which are certainly taken into account by specialists.
Possibilities of using destructive methods in TKED
It is known that counterfeit documents can act as [2]:
- means of committing crimes. This is the most common type of document - physical evidence. This includes various fake invoices, invoices, statements, sick leave certificates, etc.
- a means of concealing crimes. For example, suicide letters prepared by murderers on behalf of the murdered, etc.
- a means that helps solve crimes and establish the essential circumstances of the case.
As part of the investigation of such crimes as fraud in the field of lending (Article 159.1 of the Criminal Code of the Russian Federation), registration of illegal transactions with real estate (Article 167 of the Criminal Code of the Russian Federation), falsification of financial documents of accounting and reporting of a financial organization (Article 172 of the Criminal Code of the Russian Federation), violation rules for the production and use of state hallmarks (Article 181 of the Criminal Code of the Russian Federation), production, storage, transportation or sale of counterfeit money or securities (Article 186 of the Criminal Code of the Russian Federation), etc., it is the documents that will contain basic information about the event that has occurred or is being prepared. The study of such objects in order to obtain the information encoded in them is possible only within the framework of a technical and forensic examination of documents using techniques developed in this type of examination [3].
Today, most examinations within the framework of technical technical design are carried out using destructive methods [4]. By the destructive method used in TKED, experts understand a method that includes certain methods, techniques and means designed to solve the problems of technical and forensic examination of documents, and can lead to the complete or partial destruction of objects, as well as a change in their appearance or basic properties[5 ].
The main destructive methods in TKED include: wet copying method, adsorption-luminescence method, diffuse copying method, chemical methods, chromatography methods and toner removal method [6]. Each of these methods is effective in different ways, but they are all used to solve problems of technical and forensic examination of documents.
The main problems solved using destructive research methods include:
- establishing the content of filled in and crossed out texts, identifying signs of additions in a document, determining the relative sequence of applying intersecting strokes, and so on. To solve this problem, as mentioned earlier, the wet copying method is used [7]. This method almost completely changes the appearance of the document and its use requires the consent of the person who appointed the examination [8].
The diffuse copying method is also used to perform this task, but it also must be used with extreme caution, since its use can not only change the appearance of the object, but also lead to its complete loss[9].
- differentiation of writing materials in order to identify filled-in, crossed-out, smeared texts, determine the sequence of execution of intersecting strokes. In this case, the adsorption-luminescence method is used. Copying with this method is carried out on polyvinyl chloride film using the principle of wet copying, and then the resulting print is irradiated with ultraviolet light and its luminescence is studied. To establish the sequence of making intersecting strokes, chemical methods are also effective, which are understood as a group of methods that are based on the reaction between the test substance and a solution of a special reagent, where the test substance can be understood, for example, as ink for inkjet printers. The purpose of these methods is to determine the composition of materials such as glue; coloring matter; preparations used for etching document details, and so on. For example, treating an area with intersecting strokes with concentrated acids (nitric, hydrochloric) leads to a change in the original coloring matter, as a result of which it is possible to more clearly distinguish between a continuous upper stroke and an interrupted lower one. The method of toner removal is also used, the essence of the process of application of which is the mechanical removal of strokes of printed text at the intersections of the strokes of the surface layer of the coloring matter (toner) [11].
- differentiation of single-color coloring substances within a group, up to the establishment of a specific brand and detection of colorless components by observing chromatograms in ultraviolet rays - chromatography methods are used [12].
Destructive methods are very effective, but it is advisable to use them only after non-destructive methods have already been used, which did not bring the desired result. This is due to the need to preserve the object of examination and is regulated at the legislative level. The main legal acts regulating the activities of an expert in the use of methods in examination include the Federal Law of the Russian Federation dated May 31, 2001 No. 73-FZ (as amended on July 3, 2016) “On State Forensic Expert Activities in the Russian Federation”, as well as industry procedural codes [13].
In accordance with the Code of Criminal Procedure of the Russian Federation, “an expert does not have the right to conduct, without the permission of the inquirer, investigator, or court, research that could lead to the complete or partial destruction of objects or a change in their appearance or basic properties” (clause 3, part 4, article 57). [14] Similar rules exist in the Code of Civil Procedure of the Russian Federation and the CAS of the Russian Federation. Thus, in accordance with Part 1 of Article 85 of the Code of Civil Procedure of the Russian Federation, “the expert ensures the safety of the materials and documents provided to him for research.” This requirement is also contained in Part 5 of Article 49 of the Code of Administrative Proceedings of the Russian Federation. There are no rules in the APC of the Russian Federation that would precisely regulate the procedure for using (prohibiting) destructive methods in examination; It seems appropriate to supplement this code with a corresponding norm.
Thus, non-destructive methods, from the point of view of safe influence on the object of examination, are given greater priority over destructive methods. However, not all expert tasks can be solved without destroying the object. In cases where the expert needs to conduct a full study of the presented materials and documents, the expert, due to the requirements of the expert methodology, will have to use destructive methods. So, if to perform certain tasks it is possible to use only partially destructive methods (for example, using the wet copying method instead of the diffuse copying method in order to determine the sequence of application of intersecting strokes), then to perform other tasks it is impossible to do without completely destructive methods. For example, the use of chemical methods in order to identify a complex of specific components in an object (glue, dyes, preparations used for etching document details, etc.).
[1] Uskov I.N. Technical and forensic examination of documents: textbook. 2nd edition/ed. A.A. Protkina. M. 2021. P.9.
[2] Ibid. P.15-16.
[3] Lyapichev V.E. Technical and forensic examination of documents. VA Ministry of Internal Affairs of the Russian Federation.V.2005. P.5-6.
[4] Sosenushkina M.N. Fundamentals of technical and forensic examination of documents. M., 1996. P.11.
[5] Uskov I.N. Decree. cit.. P.41-42.
[6] Ibid.. P.41-45.
[7] Kozlov M.O. Technical and forensic examination of documents: textbook. 1st edition/Ed. E.V. Lyapicheva. 2005. P.20-21.
[8] Sosenushkina M.N. Fundamentals of technical and forensic examination of documents. M., 1996. P.14.
[9] Ibid. P.15.
[11] Korotkova A.S., Lyutov V.V. Evaluation of a private method for establishing the sequence of applying details. M., 2021. P.15-16.
[12] Uskov I.N. Decree. op.. P.45.
[13] Criminal Procedure Code of the Russian Federation dated December 18, 2001 No. 174-FZ (as amended on April 17, 2017). Civil Procedure Code of the Russian Federation dated November 14, 2002. Code of Administrative Procedure of the Russian Federation dated 03/08/2015 No. 21-FZ (as amended on 05/28/2017). //SPS “Consultant Plus”.
[14] Criminal Procedure Code of the Russian Federation dated December 18, 2001 No. 174-FZ (as amended on April 17, 2017). // SPS "ConsultantPlus"