Description of CNC Drilling Machine
To date, manufacturer reviews of drilling machines with CNC control systems are the most positive. After all, with the help of this device it is possible to drill holes in parts with high accuracy and with the least amount of time spent. A drilling machine consists of two main working modules, a frame - the base on which the equipment is mounted, and service systems - exhaust, blowing, water cooling, and so on.
- A coordinate table is usually mounted on rolling bearings. It moves horizontally in two directions. Drive – stepper motors with hydraulic boosters or electric motors. Tables can be rotary, inclined, pendulum, which significantly increases the number of possible operations.
- Spindle head – moves vertically. The drills are secured in the spindles using bushings. There are single- and multi-spindle devices depending on the number of tools used at a time. On CNC machines, drills are replaced automatically - the head rotates, installing the desired device on the surface. But manual replacement is also possible.
On drilling machines with positional CNC, the tool independently takes the initial specified position. In analog CNC, the starting position is determined manually.
400V vertical CNC milling machine. Purpose, scope
A vertical milling machine with a fixed console with computer numerical control (CNC) and an automatic tool changer (ATC) model 400v is designed for multi-operation processing of various parts of complex configurations made of steel, cast iron, non-ferrous and light alloys.
A drilling-milling-boring machine with computer numerical control (CNC) and automatic tool change (ATC) of accuracy class P according to GOST 8, model 400V , is designed for complex processing of parts of complex shapes.
400V machine can perform precise drilling, countersinking, reaming and boring holes connected by coordinates.
400V machine can perform drilling, countersinking, reaming holes, cutting threads with taps and cutters, as well as semi-finish and fine straight-line and contour milling of parts, and fine boring of holes. The machine can be used in the production of molds and dies, model making and for solving other universal tasks. Milling on the casting crust is not allowed.
400V vertical milling machine has wide ranges of feed rates and spindle speeds, which fully provide the choice of standard cutting modes for processing workpieces made of various structural materials. The machine programs the coordinate movements of the drilling head (Z axis), table (X axis), column (Y axis), the speed of their movements, the spindle rotation speed and the operation of the ASI device.
400V machine can be used in small-scale and mass production of various industries.
Climatic operating conditions
Requirements for resistance to external influences and survivability must comply with GOST 15150:
- the temperature of the working space in which the machine is operated must be +25 °C ±10 °C. The machine must be insulated from air flows, thermal radiation and direct exposure to sunlight;
- relative air humidity should be 60% ±15%
- atmospheric pressure from 630 to 800 mm Hg. st
Excessive temperature on the outer surface of the spindle housing in the area where the bearings are located in the spindle should not exceed 55°C according to GOST 7599
Drilling method
The essence of the process is no different from drilling any other materials.
- The sheet is fixed on the table ; no preliminary marking is required.
- The layout is loaded into the software device from a working PC or flash drive. With a sufficiently high level of software, even an ordinary image can serve as a basis;
- Additional settings are entered - this completes the operator’s participation.
- Following the given program, the table moves so that the sheet is opposite the drill at the desired point and is brought to the drill. The spindle head lowers the tool to the surface. The drill produces a hole of a given depth.
- When working on industrial machines, cooling is carried out by blowing air. Also, a special heat-resistant paste is first applied to the plexiglass sheet, which removes heat from the surface.
Plexiglas is deformed at very low temperatures – 150–160. When drilling, the temperature may be higher. Heat dissipation ensures material integrity.
On small mini-machines in workshops, the drill is cooled in a container with clean water, and the resulting dust and chips are blown off the surface during cooling. Sometimes the method of drilling under water is used, but this method is downright dangerous.
Required drills for plexiglass
A modern CNC machine allows you to perform much more operations than a conventional mechanical one. Accordingly, the number of tools used here is also greater.
Drills are made from alloy and carbon steel, in some cases reinforced with carbide plates. For plexiglass, a twist drill is used.
- The working part is a cylinder-shaped rod with two spiral grooves, through which chips are discharged.
- Cutting - has two cutting edges, front and back surfaces, sharpened at different angles.
For plexiglass, the apex angle between the cutting edges is on average 70 degrees. However, when working with thin material, the angle should be smaller - 55-60, and when the sheet thickness is more than 10 mm - 80-90 degrees.
When drilling sheets of small thickness, feather drills are also used. The tool has a round shaft, the angle between the two cutting edges is 120 degrees.
The shape of the holes may vary. According to this parameter, the tool is divided into several types:
- cylindrical drill - it is used to make standard round holes;
- conical - get a hole in the form of a cone;
- stepped - each next step chamfers, ensuring high accuracy and cleanliness of the hole;
- square - plexiglass is often used for decorative purposes, therefore, even the holes are subject to increased requirements;
- countersink – used when drilling, to increase the level of hole accuracy.
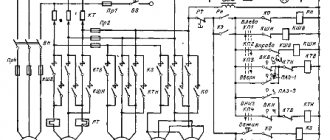
Scheme
The device consists of two structural units, although desktop models sometimes do without a work table - its role is played by a vice or a clamp.
The photo shows a diagram of a CNC drilling machine
However, the location of these nodes may vary.
- Vertical drilling - the bed has vertical guides along which the spindle head and table move. In modern versions, the table can rotate. The head can be single-spindle - manual tool change, and multi-spindle - automatic.
- Radial drilling - the spindle head can move not only vertically, but also rotate around the bed. This method is more convenient when you have to work with bulk material, body parts that cannot be dismantled or cut into fragments.
- Horizontal drilling – designed to produce deep holes. When processing plexiglass, this operation is not used.
- Horizontal-central - used to form center holes at the ends of finished products.
Plexiglas is usually processed using a vertical drilling machine, since this material can be easily cut and glued if necessary.
Power
On vertical drilling machines, through and non-through drilling of materials of a certain thickness is possible. For plexiglass the maximum is 50–60 mm.
The power of electric drives of a CNC drilling machine is low: from 150 to 3000 W. For comparison: a motor power of 150 W provides a maximum rotation speed of up to 2000 rpm, with a power of 400 W – 2500 rpm.
Drive unit
The conversion of CNC control pulses into movement of the cutting tool and coordinate table is carried out using a feed drive. The latter consists of an engine, a transmission mechanism and a feedback system. Drilling machines use two types of drive.
- Stepper motor – provides only a certain angle of rotation when applying a guiding motion. Movement and rotation are possible only by a strictly established amount. The direction is determined by supplying oil to the hydraulic motor, and the mechanical force is determined by the gear drive to the power stroke drive.
- The DC electric drive allows you to more accurately and subtly adjust the tilt angle and movement of the table. Torque is transmitted to the drill using a V-shaped belt. The rotation speed here is regulated within a wider range.
Design and principle of operation
The machines consist of the following components:
- steel or cast iron base;
- desktop with a movable coordinate plane;
- stepper motors for table positioning;
- turret head for fastening drills;
- calipers;
- load-bearing column;
- electric motor;
- spindle speed switching boxes;
- control pendant;
- CNC block;
- safety glass;
- cooling systems.
It is also possible to expand the functions of the equipment to solve specific problems:
- rotating or tilting mechanisms for work tables;
- installation of thread-cutting chucks;
- installation of mounted conductors;
- replacing standard cartridges with quick-detachable or revolving ones;
- rotary column.
The following methods can be used for CNC programming:
- dialing the program through the control interface;
- installation of punched cards, use of punched tapes or other storage devices;
- changing the position of special switches or the use of stops.
The operation of CNC drilling equipment is based on the following principles:
- CNC programming or preset settings are used.
- The operator installs the workpiece and determines its placement coordinates on the work table.
- The coordinates are sequentially entered into the program.
- The program calculates the trajectory of the tool or work table when starting the machining process.
- Drills are installed and fixed. Be sure to select their correct position inside the cartridges.
- The program is launched for execution. Mechanical components begin to work.
- The drill is positioned above the point specified by the program, and the workpiece is processed.
- After processing is completed, the working tool moves to its original position.
- The control display displays a message indicating that all tasks have been completed. Next, you need to replace the part with a workpiece, select a program, and perform the entire algorithm sequentially again.
Advantage
The boundary between drilling and multifunctional milling machines is quite arbitrary today.
Especially when it comes to CNC machines, where automatic tasks can significantly increase productivity. So the main advantage of the devices is their versatility. The CNC drilling machine is used to solve the following problems:
- drilling – through and blind holes with high precision; deployment is an operation that allows you to increase the accuracy parameter of the hole made;
- drilling - increasing the diameter with chamfering and tearing out the edges;
- countersinking - the formation of holes of a conical or cylindrical shape, or special ones for bolt heads;
- boring holes made with a cutter;
- countersinking – reducing the surface roughness of holes. In plexiglass, due to its transparency, this drawback becomes almost critical;
- cutting internal threads - used extremely rarely for plastics, but quite feasible.
The second advantage of a CNC drilling machine is the use of unmarked material. The hole production scheme with all parameters is included in the module settings.
This parameter has a significant impact on performance.
Areas of application of the equipment
The main area of application of drilling machines is metalworking operations. The tools are secured in the spindles vertically, and the workpieces to be processed are secured on the work table. It is very difficult, when moving parts, to align the axis of its future hole with the axis of the drill by eye. Therefore, this process is automated to orient the workpiece to obtain a hole with the desired diameter.
The catalog of program-controlled equipment includes the following items of popular machines:
- desktop - with one spindle, used for drilling small holes - up to 12 mm;
- radial drilling - with its own scope of application, processing large heavy workpieces and drilling holes that must be positioned in an arc;
- horizontal drilling - for making deep holes in units for small arms and artillery weapons;
- central - with its participation, center holes are drilled at the ends of the workpieces;
- multi-spindle - effective if you need to drill several holes at the same time;
- with a rotating spindle - capable of working simultaneously in two planes;
- aggregate - has several power heads that act independently;
- a special machine is limited to a set of specific functions.
Equipment has been created that performs combined processing of workpieces: with drilling and boring functions simultaneously, for drilling and cutting work (multi-spindle version) and automatic drilling profile centers.
As for working with wood, vertical ones are popular, processing on one or two sides; performing drilling along with milling and slotting work, they are also intended for making grooves, nests and removing knots.